















Chief Technology Officer

3D-printing heat exchangers requires understanding DfAM, the principles of heat transfer and fluid mechanics, and the additive manufacturing process, said Conflux’s CTO. Images: Conflux Technology
Like many people, I have spent more time than usual at home during the COVID-19 pandemic. I devoted some of that time to reflecting on my past two-and-a-half years at Conflux Technology, a design and engineering firm that uses laser powder bed fusion (LPBF) technology to 3D-print compact, high-performance heat exchangers for a range of market verticals.
I organized my thoughts and opinions into an article—excerpted here—that looks at the current state of metal additive manufacturing, existing challenges with the technology, and issues that will need to be addressed in the future.
First off, the metal AM community deserves kudos for advancements to the technology the past 10 years. The progress is largely attributable to the continual identification and development of applications that fully leverage AM’s benefits.
Examples of AM use are ever-growing, mainly in the aerospace and medical sectors. AM is also well suited to manufacturing heat exchangers.
However, compared to traditional methods of producing high-performance heat exchangers, AM is still a nascent technology. Our experience at Conflux shows that 3D-printing an exchanger is relatively challenging. Success requires a deep understanding of DfAM (design for AM), the fundamental principles of heat transfer and fluid mechanics, thermofluidic simulation, and the AM process.
Following are three critical factors that Conflux considers when 3D-printing heat exchangers:
1. Surface area density. We aim to maximize the surface area that is packaged into a given volume without, of course, compromising the design or increasing weight.
Our products typically are compared to traditionally manufactured heat exchangers, not 3D-printed ones. A competitive challenge this reality creates is that the wall thicknesses of features produced by traditional methods can be two to three times thinner than what is achievable with best-in-class medium- and large-format LPBF printing systems. This puts even greater importance on leveraging the other benefits of AM.
2. Large CAD and build files. The importance of surface area density means that AM heat exchangers inherently contain large and dense arrays of complex features. The result is very large native CAD and build files, which, in turn, makes creation and manipulation of the geometry and build data extremely time consuming. (It takes the “click-and-wait process” to another whole level!)
Hardware developments in recent years have centered around the introduction of “production-ready” platforms that feature multiple lasers, process monitoring tools, integrated powder recycling, and unpacking stations.
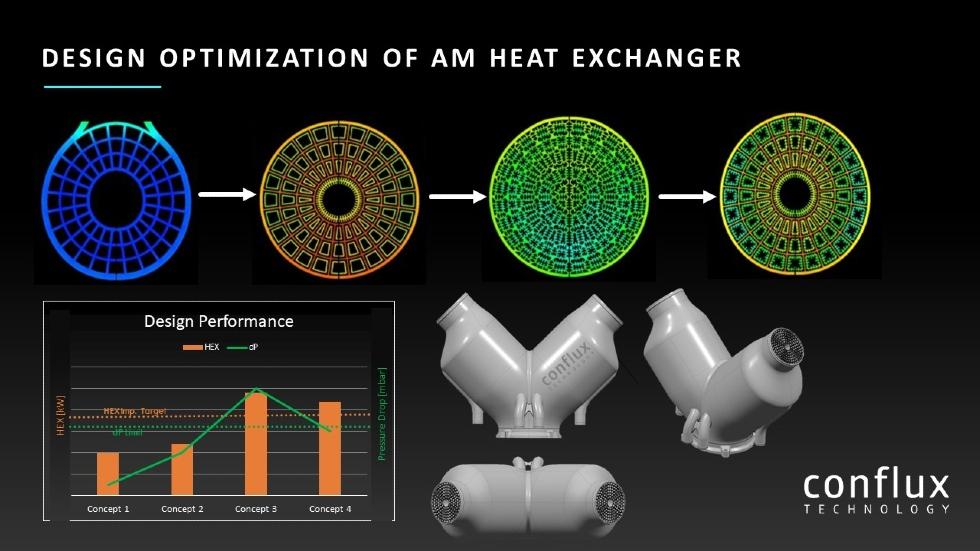
The four circles below the heading each represent a design concept for a heat exchanger. Moving from left to right, Concepts 1 and 2 lack sufficient surface area density, as indicated by the low heat exchanger (HEX) levels in the graph. Concept 3 possesses too much surface area, as indicated by the pressure drop (dP). Concept 4 provides optimal density. There is always a trade-off between HEX and dP.
Unfortunately, practical considerations involving software and data preparation have not been fully addressed.
3. Product qualification and certification. Manufacturers of heat exchangers face unique challenges with respect to qualification and certification because a single defect or pinhole in a thin-wall, gas-tight structure can mean the difference between a device that does or does not perform as designed.
Traditionally manufactured heat exchangers are designed and sized based on tables and standards generated over time. This does not mean there are no pain points associated with making devices by conventional methods, but standards and other guideposts do instill a certain level of confidence.
What can we do to speed up and simplify the qualification and validation process and instill confidence in AM heat exchangers? Here are a few suggestions:
- Communicate that understanding the nature and position of defects is more critical than trying to eliminate all of them. For example, emphasis is sometimes wrongly placed on the fact that a part possesses a certain amount of porosity. What needs to be comprehended is that porosity will not necessarily have a negative effect on performance.
- Include in the production flow in-depth and robust programs such as process monitoring, computed tomography, performance, durability, and fatigue testing.
- Reduce ambiguity in the AM process flow, especially in relation to the calibration, fine tuning, and setup of individual LPBF machines. This is important because if we were to take a package of identical build data—material, geometry, support structures, process, and build parameters—and 3D-print a part on the same make and model of AM system at four different companies or four different locations, we probably would not achieve the same results the first time around. It is further evidence that the “humans in the loop” still have a significant influence in the world of digital manufacturing.
The global heat exchanger market was valued at (US) $18 billion in 2018 and is forecast to grow to approximately (US) $30 billion by 2026 (Fortune Business Insights Report).
Listed below are five ways to help increase AM’s market share:
1. Increase productivity rates. Laser-based metal 3D printers are still too slow and expensive. What is needed is a 10x increase in productivity without increasing the cost per part or the cost of machines.

Bottom view of a 3D-printed air cooler.
2. Improve detail resolution. A two- to 3-times reduction in the minimum achievable wall thickness on medium- to large-format AM systems would open the door for new heat exchanger applications.
3. Develop new materials. I am not alone in waiting for the introduction of “unobtanium”—i.e., a super-lightweight, high-strength, thermally conductive, corrosion-resistant material that can operate consistently at elevated temperatures.
4. Write AM standards. The creation and implementation of specific standards can only help and assist in the qualification and certification of AM heat exchangers.
5. Educate the public. The entire AM community needs to collectively educate the market and provide accurate information.
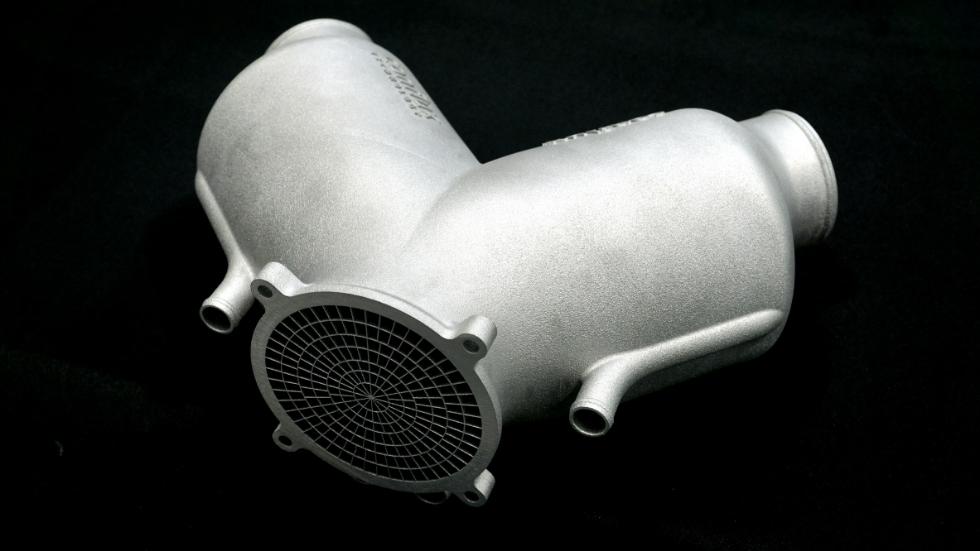
Additively manufactured twin water charge air cooler (iso view).


In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
