















Editor-in-Chief

Figure 1. In addition to the lack of internal supports in this 3-D printed shrouded impeller, the part has a surface finish that didn’t require any postprocessing after it was taken from the Sapphire printer. Photos courtesy of Velo3D.
Velo3D was founded in 2014, and in the ensuing years, the company has been working on a better way to 3-D print parts. Now it’s ready to share its results with the world.
This past summer, Stefan Zscheigner, Velo3D’s chief product and marketing officer, said that the company has produced about 150 parts with its proprietary software and machinery that couldn’t be replicated using currently available technology.
“These parts were considered unable to be manufactured via additive before,” Zscheigner said.
As an example, he recounted a recent project involving a 3-D printed impeller (see Figure 1). It was printed without internal supports, even though it has low angles that typically require those types of supports to prevent deformations and stress relief during printing. The impeller also did not need any post-processing.
He also cited a heat exchanger design (see Figure 2) as an example of what is possible with this new additive manufacturing (AM) technology.
Zscheigner said Velo3D’s Intelligent Fusion technology is responsible for these new manufacturing possibilities in powder-bed fusion systems. The proprietary technology’s thermal process simulation, print prediction, and closed-loop control during print execution allow for part builders to overcome the design constraints, deformations, inconsistent material properties, poor surface quality, poor dimensional accuracy, and low yield associated with widely available AM equipment, he added.
“Typically 3-D printers use third-party software. Velo3D has built its own, which separates us from other companies,” Zscheigner said.
The technology begins with process simulation. The simulation software predicts a part outcome by accurately creating full print deformations that come with the printing of complex parts. That is followed by a utility that counter-deforms the part, ensuring dimensional accuracy of the final part, which is sure to undergo these deformations when printing actually occurs. From there, the simulation engine generates models that help create instructions for the printer and work in conjunction with the real-time closed-loop control.
With real-time metrology of process data available to the software, it can refine the parametric models that influence the printer instructions. This capability coupled with machine learning techniques greatly compresses the part creation cycle, according to Zscheigner.
“First-part success is at 90 percent with this approach. Manufacturers don’t need to iterate as much,” he said. “Users know if the part will be a success before printing occurs.”
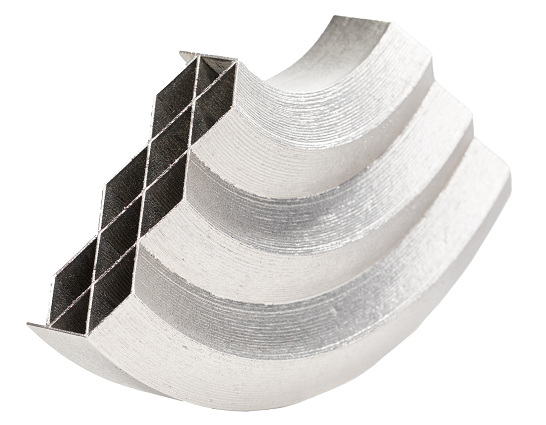
Figure 2. This heat exchanger also was printed without internal supports.
To get the low angles without the use of print supports, proprietary software again places an important role. It uses geometric feature detection to apply the optimal physical processes to the appropriate features. In addition, geometric feature detection algorithms use information from multiple layers, leveraging the information from previously printed layers to define the print strategy for the next layer.
Thermal sensors in the Sapphire™ system keep tabs on the melt pool to ensure that thermal parameters are within the acceptable range, which ensures the printer is executing production instructions correctly. The closed-loop control system allows for the real-time communication flow.
Zscheigner said Velo3D’s controller hardware and software give the manufacturer the ability to control and coordinate every aspect of the print job, which leads to consistent outcomes and reduced variability of multi-part jobs.
He added that the new printer technology can result in print cost reduction of 30 to 70 percent when compared to conventional powder-bed fusion systems. That figure takes into account the need for fewer print iterations, consistent first-pass successes, more equipment uptime, and the elimination of postprocessing.
The Sapphire has a work envelope that can accommodate a printed part with a 12-inch diameter and 16 in. tall. It is designed to run 24/7, needing a single operator. An automation module is available to enable 15-minute build changeover time without an operator.
Zscheigner said beta testing revealed successful printing of INCONEL® alloy and titanium parts. Focus on stainless steel and aluminum parts will take place in the coming months.
The Sapphire made its commercial debt at IMTS in September.


In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
