















What will additive manufacturing mean for tomorrow’s manufacturers?
Standards, certifications, training, and part qualification procedures are signs of a maturing technology

Figure 1. Rutuja Samant and a large additive manufacturing-produced part are shown by EWI’s latest investment, a Sciaky EBAM® 110.
Additive manufacturing (AM) is more than the hottest new technology or the latest trend in manufacturing. Over the last 20 years, AM has moved out of the phase of experimentation, into the realm of prototyping, and now it is an option for part production. It’s the real deal.
Research and development, often conducted jointly by manufacturers, government, educational institutions, and not-for-profit organizations, has put AM on a fast track to becoming a viable process for applications beyond the aerospace and medical industries, which have been championing its development.
Rutuja Samant is an applications engineer in AM at EWI’s Buffalo Manufacturing Works, where about a third of the projects are conducted for—and with—companies that want to use advanced AM technology (see Figure 1). She shared her vision of what’s next for AM and how it may impact manufacturing with The Additive Report.
The Additive Report: How is AM pushing manufacturing’s boundaries today?
Samant: There is a lot of work happening to make AM technologies acceptable for production. Since AM was introduced, engineers have been progressing in small steps to get to the point where it can produce viable parts. Today there are case studies that are making a lot of noise in the industry and attracting manufacturers and job shops to the technology.
Machine manufacturers are working to provide equipment that can provide repeatability and consistency in part quality. If a company has 10 AM machines running day in and day out, it needs to be confident that each part is an exact replica of the others without additional testing on every build. The research part of the industry and the customers receiving the parts also are contributing a lot of time and money to increase repeatability to make AM a viable option for large scale production (see Figure 2).
AR: What effect does topology optimization have on AM designs?
Samant: Topology optimization, identifying the minimum amount of material for a given design space and boundary conditions, has been a fun mathematical exercise for researchers for a long time. The problem in the past was that there often wasn’t a way to manufacture their output. Many of their algorithms would yield organic-looking geometries that couldn’t be produced. Right now, the combination of AM and topology optimization is offering a wider manufacturable pallet to designers.
In terms of changing part designs, AM still encounters an engineering mindset from designers who are acquainted with the need to produce the component with conventional processes, and topology optimization is viewed as just a design guideline. The concept of design for manufacturability, simplifying the design for ease of production, is less of an issue with AM. In most cases AM thrives off design complexity because the processes can accommodate it.
The new generation of engineers are changing that mindset. They more readily recognize the abilities of AM, and we are seeing more topology-optimized designs and applications coming into the market.
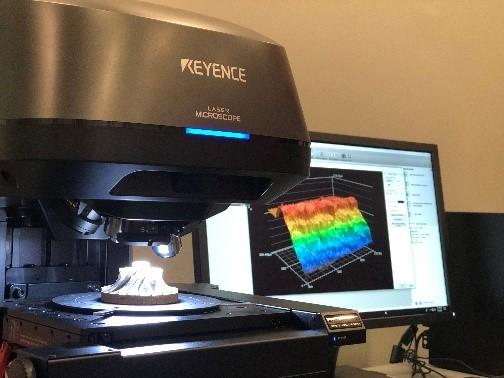
Figure 2. A Keyence laser confocal microscope is part of EWI’s suite of metrology equipment that is dedicated to AM. Technology continues to advance in support of creating an environment in which more manufacturers feel comfortable using AM.
AR: Can we expect further design changes due to AM’s manufacturability for topology-optimized parts?
Samant: Until recently, tools for designing for topology optimization were computationally heavy. You had to do a lot of work to make the design printable. I see that changing. A lot of people are investing significant effort in creating software tools that provide design environments that are more user-friendly.
The new tools take into account the new manufacturing constraints, such as support structures, that are inherent in AM. These changes are gradually making design for topology optimization more acceptable, and that is leading to more evolutions in design.
Designers also are becoming more adept at accepting organic AM designs as valid. A topology-optimized design compared to a traditional design may not look as though it can sustain the specified load. The look itself can make a designer or manufacturer uncomfortable.
AR: Are simulation tools broadening the adoption of AM?
Samant: Simulation plays a big role in AM. Over the years, even today, most of the work being done in AM is experimental. Simulation is playing catch-up in some ways, and the only thing holding it back is computation. The computation to resolve a 50-micron layer scan of a part is a very heavy task. You need scientists and people knowledgeable in the field to figure out if a part can be printed.
Through the Additive Manufacturing Consortium here at EWI, we are running a project that is studying different simulation software tools. We are working to assess the simulation capabilities today and to help simulation software providers make an easy tool for operators and technicians to determine things like where supports are needed and how to set up the part based on thermomechanical simulations.
Another realm where simulation will be very useful is process parameter development for new alloys, specifically what machine parameters are needed for each material and what kind of thermal post-treatment will be required. Very few materials have been worked on, and this area is being pushed by industry. Simulations should be able to figure out the sweet spot to help technicians get started quickly and ultimately reduce the development cycle. These simulations also are attempting to predict thermal post-treatments required to achieve desired microstructure for parts.
AR: What research is on-going regarding material use?
Samant: There is a belief that virgin materials must be used to get the required part properties. Disposing of the unfused powders is not economical, and there is the issue of increasing the carbon footprint. Many organizations are working on figuring out how best to recycle, recondition, and repurpose these leftover powders. For example, an industry sector that does not have strict requirements for its noncritical components might be able to use the unfused powder from an industry with stricter part qualification requirements.

Figure 3. A TekSphero-15 plasma spheriodization system helps EWI transform low-cost, nonspherical powders into spherical powders and test them for AM processes.
AR: Do you see AM having an impact on the supply chain?
Samant:Definitely. The biggest impact will be incorporating the new part designs that are either topology optimized—using less material and light weighting parts—or where large assemblies are consolidated into single parts.
An assembly that might have required 10 different parts from 10 different suppliers—and involve logistics, shipping, testing, etc., for each part—may have a consolidated design and be printed as a single component.
This might sound like it will negatively impact the industry, but consider the other side of the equation. Additive is encouraging the growth of auxiliary processes like thermal post-treatment and final surface finishing.
And then there is the addition to the metal powder market of a lot of new players that are appearing because of the increasing need for spherical powder for AM processes (see Figure 3). There also is more testing required which contributes to the overall industry growth.
AR: Does one AM technology seem to be more appropriate than the others for production?
Samant: Every technology has its own niche. For example, in the medical world manufacturers are making significant quantities of implants using powder bed fusion technology,which I think is ahead of the curve when it comes to AM production.
Newer AM systems, being introduced at a lower cost, also have a production goal and will move use of the technology forward. The bigger systems can take days to build one part, so their mass production role will be limited.
The definition of production is a bit different for AM than for conventional manufacturing processes. Additive is moving towards production, but I don’t know if making thousands of metal parts a day will ever be feasible.
AR: What’s the next big thing in AM?
Samant: The increase in acceptance of the technology. There is a lot of effort today in developing standards, establishing certifications, training the workforce, and deciding how to qualify parts for the process. Nonprofits, industry, government, and educational institutions are working on these nuggets. As they are pulled together they will create acceptance and then a comfort level for the processes.
I think that in the future, hopefully the near future, we will see a highly increased number of production scenarios.


- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles