















When will additive manufacturing make sense for the job shop?
Emerging technologies are printing large metal parts now

A part is built using a directed energy deposition system. Photo courtesy of The Lincoln Electric Company.
Additive manufacturing (AM) is still young. Proponents continue to improve the processes, expand workable materials, and develop new deposition techniques. All have, or will have, the ability to enhance and complement traditional manufacturing processes well beyond the generally accepted use for rapid prototyping. As the process matures and the costs come down, AM will take its place as a production option on job shop floors.
Current capabilities make AM a fit in some shops today. Necessities like custom tooling and fixtures can be 3-D printed. For example, AM-printed plastic press brake tooling can be strong enough to complete a short run of complex bends. Or custom fixtures can be produced to hold parts for intricate weldments.
Recognize AM’s Potential
Tom Matthews, senior vice president of technology and R&D at Lincoln Electric, shared his views on how fabricators need to change their way of thinking to take advantage of today’s AM capabilities. That shift in thought processes will need to continue to allow the emergence of AM processes into production capabilities.
“For years AM or 3-D printing has been thought of as a process for rapid prototyping new products. Its ability to assist with other manufacturing processes wasn’t generally recognized. It took a while for manufacturers to get an orientation on the process and realize that it can be used to create things like temporary fixtures and tooling. The plastic 3-D components are robust enough to provide quite a bit of life, and if they begin to wear or break, another can be quickly printed.
“Since the technology was introduced, the price of the equipment has come down. There are some economically priced printers and the materials on the plastics side, so adding the process to a shop is becoming more affordable.”
John O’Hara, global sales manager at Sciaky Inc., said that cost and process complexity of metal printing need to come down before AM becomes an economically feasible option for most job shops. “The intricacies of the parts that can be achieved with metal AM technology is very good, but it is expensive now. The equipment and metals, and the programming, are still costly, and printing the part can take a long time for a company that makes one-of-a-kind or low-volume parts. There is also some level of validation or certification required to prove that the part this technology is making will function like the part made with traditional manufacturing methods. That means that there are some startup costs involved before printing a part that are not part of traditional manufacturing processes.
“It will become a tool in a fabricating shop’s toolbox, but is going to take a while before AM is part of the day-to-day course of business. When these technologies have matured a bit, complexities and cost will come down, and there will be a larger base of people who know how to use them. Start-up costs will shrink, and the break-even--or going to black--for producing a part will change.
“Shops making production metal parts for manufacturing operations or machinery builders will be the first to add this capability, perhaps within five to 10 years.”
Print Difficult Jobs
Matthews said, “Most of the metal AM activity is being pushed by the aerospace industry. They continue developing the process to produce intricate parts from expensive and difficult-to-process materials like the titaniums and other alloys.
“They’ve been printing with powder bed technology, which uses lasers or electron beams to melt powdered metals and build the part a layer at a time. Powder bed equipment is getting larger, which allows printing much larger parts now than when the technology was introduced 10 or 15 years ago.”
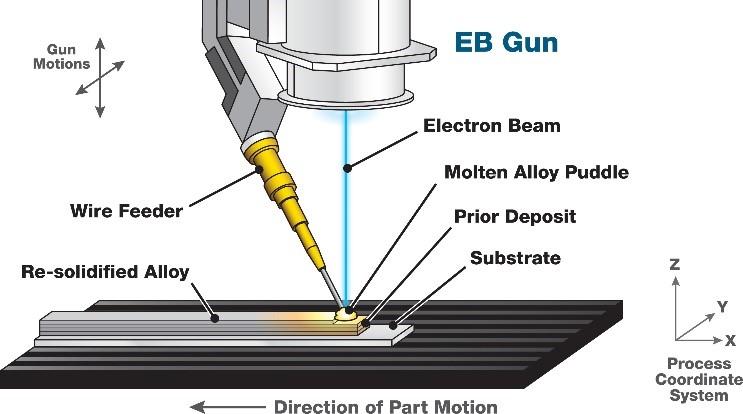
An electron beam gun deposits a layer of material similar to a weld bead during electron beam deposition. Illustration courtesy of Sciaky Inc.
3-D parts often have complicated inner structures that can’t be produced any other way. For example, a honeycomb interior of a part might be built to lighten the weight of a component while maintaining its strength. Or AM might be used to produce a complex part that would have required the assembly of multiple components—each with their own complexities—using traditional processes. With AM the entire nozzle can be produced as one unit, saving production time and improving accuracies.
Properties for the materials printed by the emerging AM technologies can be very close, depending on the alloy and heat treatment, to those of forged metal. The printed materials will exceed cast metal properties in most cases.
O’Hara said, “AM metals are getting better in terms of densities, reducing voids that might occur between layers.”
Build Large, Complex Parts
Some emerging AM systems that use deposition processes and materials other than powder bed systems are intended for printing larger parts from a bigger selection of materials than what is currently available with powder bed fusion technology.
Materials can be printed on a component produced by traditional processes to add complex features. For example, a custom end could be printed on a standard pipe. Or a pricey metal could be added only where needed to a less expensive substrate, for example, in wear areas that need a stronger surface. Sensors or other components could be embedded within a part. Begin printing the part, stop the process, insert the item, then resume the build.
O’Hara said, “With our directed energy deposition system, the material is fed into the path of the laser beam or electrical arc to create a layer almost like a weld bead. Each layer has a width and height that builds the part one layer at a time, similar to cladding.
“A system like this would probably be adopted first for repair operations or used to add features to an existing metal component. If a part is basically a 6-in. plate but has a 10-in. feature that makes it an onerous part, the 6-in. plate can be ordered and the 10-in. features added rather than starting with a 10-in. slab of material.”
Matthews said parts produced by these systems are closer to a near net shape than those produced by a powder bed. “With our system we’ve printed parts that weigh about 400 lbs. and are 7 ft. tall. As of now, if you need an exact surface, you will have to clean up critical areas, but it will still make sense to use this type of AM to produce the body of the part in many complex applications then machine in features like critical interfaces.”
Open Design Options
Fabricators who will get the most from AM processes will be able to think about design in a completely different way. Design limitations inherent in production difficulties will cease to exist. Engineers will be able to design and print things that cannot be manufactured using traditional methods.
Matthews said, “Working with Oak Ridge National Laboratory (ORNL), we printed an excavator stick, an arm that connects the bucket to the boom of a small excavator, that was redesigned to include internal channels to protect hydraulic hoses, usually exposed along the outside of the arm, from damage and wear. With traditional fabrication, those channels couldn’t have been added. The AM ability completely changed the design to provide a significant benefit to the final product.”

AM printing capabilities led to a design change in the stick, the arm connecting the bucket to the boom of a small excavator, to include interior channels for hydraulic hoses. Photo courtesy of Oak Ridge National Laboratory.
It might be a good time for fabricators to start looking forward and anticipating how AM can enhance their capabilities—how it will offer opportunities to make production of one-off or low-volumes of difficult, mid-size parts easier.
Plan Ahead
It will also be important to know when AM should not be considered. If the part is something that can be easily fabricated by traditional methods, it will make no sense to use AM.
O’Hara said, “AM needs to solve a problem. It’s the troublesome parts with the troublesome metals that present the best economical case for AM.
“All metal AM technologies reduce the amount of metal required to make a part and reduce the amount of machining or fabricating needed. When you have a part made of an expensive metal, the economics of the AM process improve. When you have a metal that is difficult to work with, again, the economics improve. Combine an expensive metal with difficult production characteristics and you have a winner for the AM processes.”

Near-net-shape parts were made using an electron beam additive manufacturing system. Photo courtesy of Sciaky Inc.


- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles