















Dual-inverter AC/DC GTAW machine welds thin, thick plate
Cleaning action, deep penetration characteristics suit aluminum applications

Although it existed in labs and specialty machines, dual-inverter technology did not arrive in the commercial welding machine market until 2000. This type of machine proved to be very capable but required a substantial learning curve because of the wide range of waveform adjustments and controls.
Dual inverter, as the name implies, is two inverters connected in series with each other. The primary inverter works to refine the input power, rectifying the AC input to DC and then “chopping” DC back to AC while substantially increasing its frequency. This is fed into the secondary inverter, which works to set the output welding waveform, rectifying the high-frequency AC to DC and then chopping DC back to AC while shaping the waveform (see Figure 1).
OTC DAIHEN, Tipp City, Ohio, has added the WB-A350P, an AC/DC gas tungsten arc welding (GTAW) machine, to its WELBEE series of welding power sources. Its dual-inverter architecture enables the use of the company’s exclusive GTAW process: AC+DC Hybrid.
What Is AC+DC Hybrid Welding?
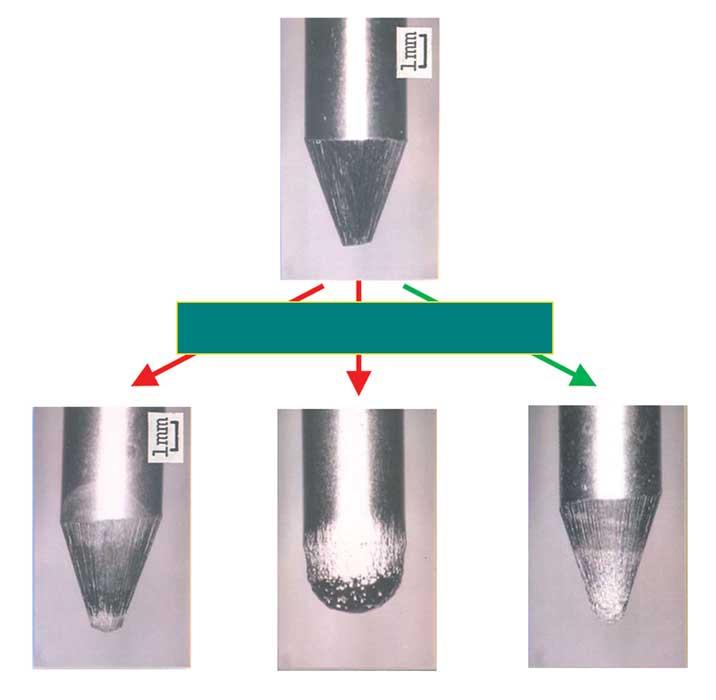
The AC+DC Hybrid welding process, a mode suitable for welding aluminum, combines the cleaning action of electrode-positive (EP) welding with the deep penetration and focus of electrode-negative (EN) welding, all while maintaining the shape of the tungsten electrode (see Figure 2).
Why is cleaning action important? Aluminum oxide (Al2O3) forms naturally on the surface of aluminum and possesses a few traits that work against the welding process. First, Al2O3 is an electrical insulator, making it very resistant to the conduction of electrical current used in arc welding. Second, it has a melting point of 3,762 degrees F, making it difficult to remove when the aluminum underneath melts at 1,221 degrees F.
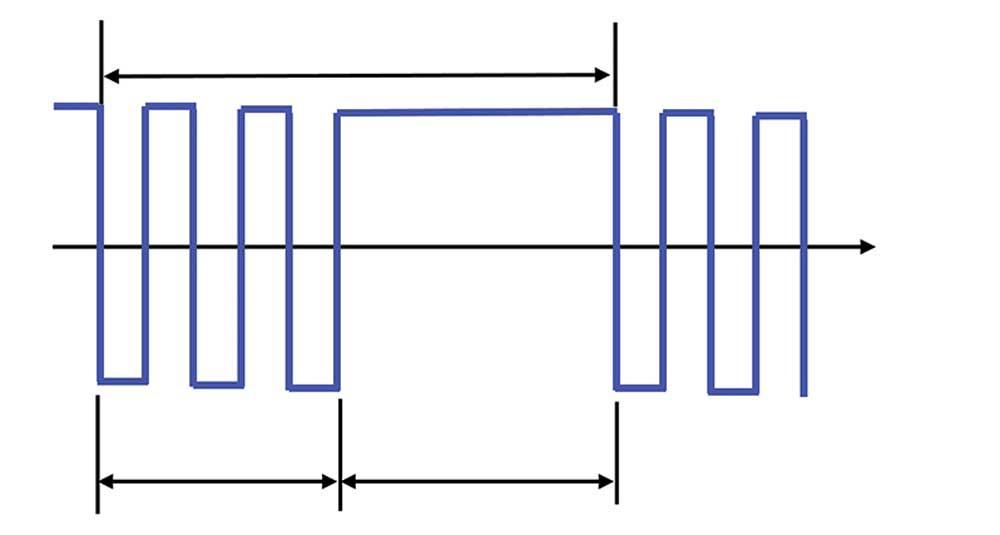
The AC+DC Hybrid waveform is equipped to deal with this Al2O3 coating. The AC portion of its waveform alternates into EP, creating the desired cleaning action. This “jackhammering” effect breaks that oxide layer. An EP current’s undesirable side effect is that it degrades the shape of the tungsten, rounding the tip if left unchecked. To counteract this, the waveform unbalances the time spent in EP with more time spent in EN, reducing wear on the tungsten electrode and maintaining its shape (see Figure 3).
The DC portion of the waveform uses EN for deep penetration of the focused current into the base metal. With reduced heat in the tungsten, it’s possible to use smaller-diameter electrodes with sharper points, supporting lower current welding without the “dancing” of an unstable arc.
Overall, electrode tip shape and sharpness are maintained with no balling at the tip. Combined with the weld penetration, arc focus, and arc stability, the mode can tackle demanding aluminum GTAW applications, such as thin-wall aerospace pressure vessels.
Waveforms
This dual-inverter technology supports three types of AC GTAW waveforms, which can be combined with the AC+DC Hybrid process for more control over this advanced capability.
1. Standard square wave has equal and balanced periods of EN and EP current. Relevant to a range of applications from thick plate to thin sheet, it is the most general-purpose AC waveform.
2. Hard square wave has periods of EN current that are greater and more unbalanced than EP current. The concentrated arc makes this AC waveform effective for thin-sheet fillet welds, with the byproduct of the high EN ratio being less electrode consumption leading to a more economical operation.
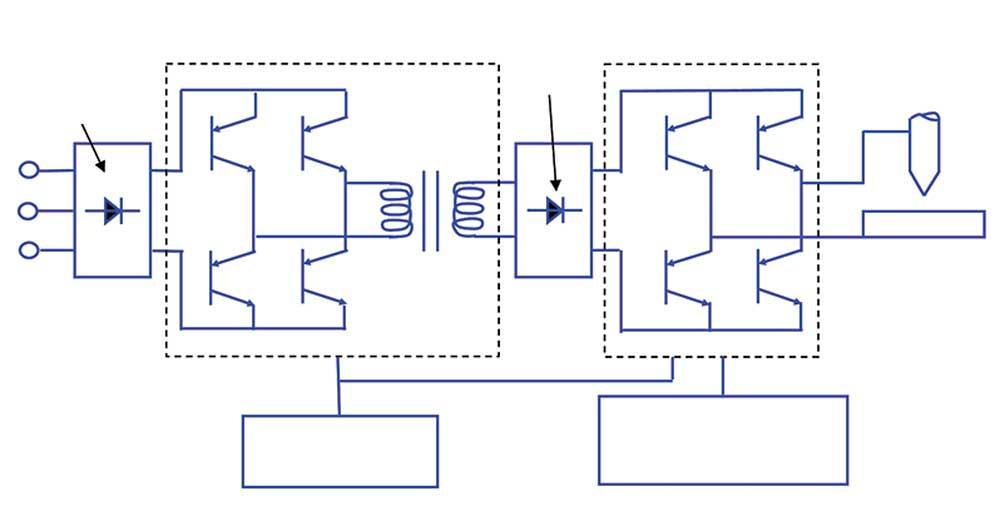
Figure 1
Dual inverter, as the name implies,
is two inverters connected in series with each other.
3. Soft sine wave has equal and balanced periods of EN and EP current. The reduced noise of this AC waveform makes it the favorite of mass production users. Its wider arc is most effective for thin-sheet butt welds.
Arc Stability. This is another byproduct of the dual-inverter architecture. Single-inverter GTAW machines lose arc stability quickly when increasing EN offset and/or increasing frequency. The WB-A350P dual-inverter machine responds to the arc situation every 20 ns and is able to maintain arc stability through 90 percent EN offset up to its peak frequency of 500 Hz, from 5 amps of output to its peak of 350 amps.
Automation-ready. The machine supports fieldbus interfaces (Ethernet/IP and PROFIBUS) for conversion from manual welding to semiautomated and fully automated applications. This includes support for GTAW fusion as well as wire-feed applications, including those where the wire feed is synchronized with the welding pulse output. It also includes connection to the manufacturer’s FD-series of welding robots through its proprietary CANBUS communication network.
Mike Monnin, general manager, and Phil Mosquera, senior welding engineer at OTC DAIHEN Inc., contributed information for this article.
OTC DAIHEN Inc., 1400 Blauser Drive, Tipp City, OH 45371, 937-667-0800, www.DAIHEN-usa.com
About the Author

About the Publication

subscribe now

The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Sheffield Forgemasters makes global leap in welding technology

2
Welding student from Utah to represent the U.S. at WorldSkills 2024

3
Lincoln Electric announces executive appointments

4
Lincoln Electric acquires RedViking

5
Engine-driven welding machines include integrated air compressors
