















Consultant

Ensuring that the torch is perfectly square and the right distance from the workpiece, like this torch from a conventional plasma system, is critical to good cut quality.
Not all plasma is created equal. People who cut and gouge metal with plasma don’t always understand that there are different classes of plasma that provide different levels of cut quality and productivity at widely different prices.
Air Plasma. As the most portable class of plasma, air plasma is a popular choice among welders who appreciate the ability to both cut and gouge using either a hand or mechanized torch. The cut quality you get when using a hand torch is only as good as the person doing the cutting. However, when using a torch mounted on a precision cutting machine, you can expect a very smooth, relatively accurate cut edge with tolerances within ±0.030 inch.
Conventional Plasma. Conventional oxygen-based plasma systems use oxygen as the plasma gas and water injection to help constrict the arc. They can cut steel up to 2 in. thick with cut quality that is slightly better than air plasma. In addition to improved cut quality, these systems also tend to come with a higher duty cycle for round-the-clock use.
High-definition Plasma. Making its debut in the early 1990s, high-definition plasma systems are designed for heavy industrial use with a mechanized torch. There is no hand cutting option. This plasma uses a vented, two-piece nozzle design to increase the energy density of the plasma arc from 15,000 amps per square inch with conventional plasma to around 60,000 amps per square inch. High-definition plasma can produce excellent cut quality on material from gauge to more than 6 in. with square, dross-free edges and round holes that have little to no taper.
Although today’s plasma systems are capable of producing very good quality, having a system that actually does is a different matter. Troubleshooting problems with your mechanized plasma system often requires a little detective work. Here are eight questions to ask yourself if you are experiencing a cut quality issue.
With standard consumables, the plasma arc spins clockwise as the torch moves forward into the cut. The squarest cut angles will be on the right side of the arc. As a result, contour shapes are cut in a clockwise direction, while with internal features, the torch needs to travel in a counterclockwise direction. Check and adjust the cutting direction if necessary.
Refer to the cut charts in your system manual and select the appropriate process for your cutting application. Select the appropriate process for material type, material thickness, desired cut quality, and productivity goals. Based on these factors, the cut charts will list the consumables you need and the plasma and shield gases to use. In addition, the cut parameters will list the necessary gas pressures (or flow rates), torch-to-work distance, arc voltage, and cutting speed.

Cutting or piercing too close to the plate will most likely result in spatter sticking to the front of your consumables. The nozzle on the left is brand new with a perfectly round orifice to guide the plasma arc. The orifice for the nozzle on the right has very small notches that will affect the quality of the plasma arc.
Perform a quick visual inspection of your plasma consumables to see if they are worn, dinged, or damaged. These are precision parts, so any surface imperfections can hurt system performance. Be sure to replace your consumables when it is necessary. Also, remember to lubricate O-rings when changing consumables, but don’t overlubricate because that will harm your system’s performance as well.
Though less common, it could be possible that the consumables that you’re using are incorrect for the torch. If you continue to have issues, double-check to make sure the part numbers on your consumables match the numbers found in your owner’s manual.
Check to see if the table and the workpiece are level before squaring your torch to the workpiece. Keep in mind that if the metal is bent or warped, it might be impossible to square the torch, and you might need to accept less-than-ideal cut quality.
Make sure the position of your torch relative to the workpiece, sometimes called a standoff, isn’t too close or too far from the workpiece because it will cause angled and rounded cut edges. In addition, if the torch is too close, metal spatter blowing backward can seriously damage your torch and nozzle. Last, don’t forget to routinely adjust the torch-to-work distance as your consumables wear.
6. Are We Cutting at the Right Speed?
Dross is a great visual clue that lets you know if your cut speed is too fast or too slow. Low-speed dross is the bubbly or globular molten material that collects at the bottom of the cut edge. This kind of dross is easy to remove and flakes off the plate. To eliminate it on future parts, cut faster.
High-speed dross causes a thinner bead of molten metal to collect at the bottom of the cut. Unfortunately, high-speed dross is harder to remove and requires grinding. The solution is simple, though. Reduce your cutting speed to give the arc time to catch up with the speed of the torch.
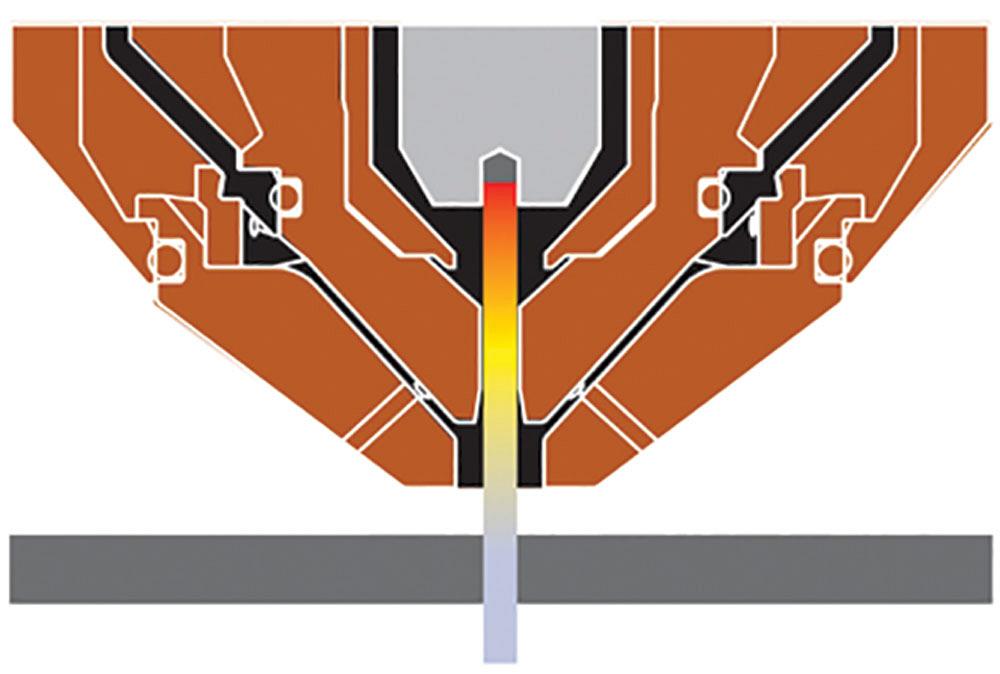
This illustration shows a torch positioned at the correct height from the metal being cut. A torch that is too close or too far will result in angled or rounded cut edges.
If you are using an air plasma, make sure your air is clean and dry. The same applies to gas if you’re using an oxygen or multigas system. Always use pure, high-quality gas and the appropriately sized regulators and gas lines. If a manual purge is required, confirm that the purging cycle was completed. Check to see if the gas is leaking, or if the flow is restricted. Don’t be afraid to consult your gas distributor for help.
Is the table cutting at the specified speed? Is the torch secured tightly to the table gantry? How is your table motion? Is it vibrating? Plasma cutting issues often have nothing to do with the plasma itself and instead are caused by poor motion or other table issues. If you’ve run through the previous seven questions and are still having problems, this could very well be the cause, in which case you should consult your table manufacturer.
Jim Colt is applications technology manager at Hypertherm Inc., 21 Great Hollow Road, Hanover, NH 03755, 603-643-3441, www.hypertherm.com.

If troubleshooting your plasma system, torch, and consumables doesn’t fix your cut quality issues, the problem could be with the CNC table itself.


The Welder, formerly known as Practical Welding Today, is a showcase of the real people who make the products we use and work with every day. This magazine has served the welding community in North America well for more than 20 years.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





