















President

Tapping, historically done with a knee mill or drill press in most sheet metal shops, has morphed into one of the most flexible operations on the plant floor. Portable tapping arms go where the work is; hydraulic tapping tackles the bigger tapping requirements; and flexible robotics can change taps automatically in seconds.
Although technology has certainly changed, some aspects of tapping have not. The need for good tap organization is still as vital today as it ever was. Most shops sort taps by size and style: coarse, fine, form, etc. However taps are sorted, a shop needs a system that makes sense so that workers can quickly and efficiently find the tap sizes they need. Time is money, and downtime looking through disorganized taps is wasted money. The 5S concept applies to tap organization.
Job documentation still plays a critical role as well. Every fabricator needs clearly marked drawings that detail materials of construction, hole and tap sizes, dimensions, next steps, and more.
What has changed? Just about everything else.
In recent years, using advancements in tapping tools and technologies, progressive fabricators have found a better way.
While many applications still use your garden-variety taps, like National Coarse (NC), National Fine (NF), and National Pipe Thread (NPT), on carbon and stainless steel components, many projects now incorporate more exotic materials. Metals like titanium and nickel-based alloys, carbon fiber, and chrome-molybdenum—material once used primarily in aerospace and military applications—have become commonplace. As materials and their characteristics change, so do the tools needed to work on them, especially taps.
High-speed steel (HSS) taps are still the industry standard for working with most grades of carbon and stainless steel, but taps with coatings such as titanium nitride (TiN) are being used more frequently. They increase the tap’s hardness, decrease friction between the tool and workpiece, and allow the tap to handle higher speeds and feed rates. Extending the tool life is a common desire in virtually all shops, and TiN coating delivers on that promise.
TiN coating in conjunction with a lubricating system can minimize broken or worn tooling. Hard chrome has become an increasingly common choice for nonferrous materials. For high-heat applications, TiN is the go-to tap coating.
Once holes have been drilled, the work flows toward tapping. Historically that meant moving everything toward a drill press fitted with a tap. While effective, this method is far from ideal. Workers must move products multiple times. With material at the drill press, workers then have to locate each part and each hole properly. There can be no movement within the drill press—its stroke is vertical only—so location is key, and a workpiece may require fixturing.
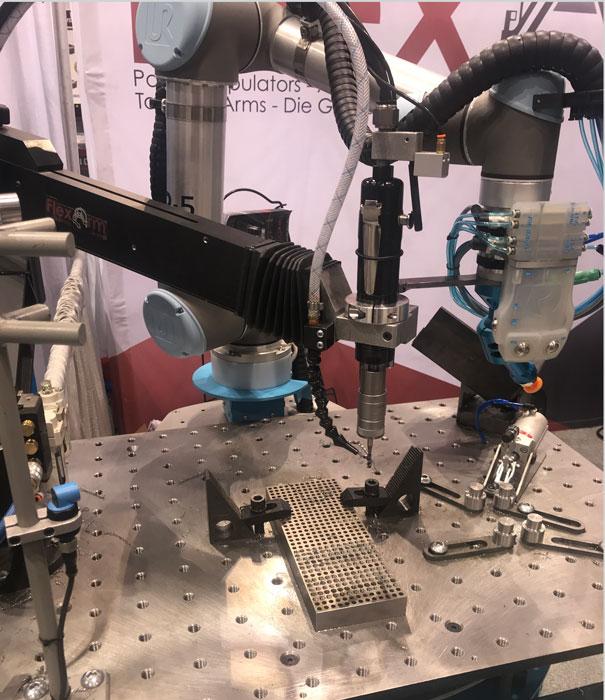
A tapping arm is integrated with a collaborative robot.
An operator tapping a workpiece with a series of holes along the X and Y axes may need to reposition the work multiple times. All of this handling takes time and drives up the cost of the finished component while also increasing the risk of error and scrapped parts. Since such a tapping arrangement is a one-off procedure, it is difficult to save any time.
Unless the tap holder includes a clutch, workers run the risk of breaking the tap within the part, which is a time-consuming and expensive situation to correct, especially on complex, high-value components. They may need to scrap the part entirely. In fact, many shops attribute most of their tapping downtime to this very issue, with some reporting tap breakage on one out of every 300 holes, on average. Switching to a tapping system with a clutch reduces that average greatly, with some reporting one broken tap out of every 3,000 holes or more.
More shops now have moved on from the standard drill press to a mobile tapping unit, such as a tapping arm mounted to a cart or mobile workstation. This allows the tapping operation to move to the work.
Depending on the unit, a purpose-built pneumatic tapping arm has a reach from 11 to 72 inches, can rotate 360 degrees, has tap capacities from 0 to 7/8 in., uses gas springs to reduce the weight of the system and to ensure the tool remains perpendicular to the workpiece, and delivers from 28 to 63 foot-pounds of torque. It also doesn’t require a qualified machinist to operate.
Such units have a clutch in the tap holder, which reduces the chance of taps breaking within the part. Mobile tapping arms also can be mounted permanently at a workstation adjacent to the next manufacturing step, if that makes sense for the operation.
Many plate assemblies these days use large bolts with larger tapping requirements. Today’s hydraulically actuated tapping arms handle large-diameter holes. Some have a reach up to 85 in. and tap capacity of #6 to 2 in.
Certain hydraulic tapping units have a technology called automatic depth stop, which reverses the motor when the target depth is reached. Digital depth control allows the operator to control depth and pitch of tapped holes and maintain consistency. Torque quick-change holders allow operators to change taps with no tools.Hydraulic tapping is well-suited for hard material such as stainless steel and laser-cut holes. While laser cutting holes is certainly fast, it creates some downstream problems—and tapping is one. As described previously, the high heat required to laser-cut the hole affects the material, essentially heat treating it and making it much harder. Shops typically open up the laser-cut holes by drilling them first before tapping.
With the extra power inherent in hydraulic tapping, however, the hardness imparted by heat treating is not a problem, eliminating the need for drilling. Now shops can go straight from laser cutting to tapping.
NPT tapped holes also benefit from advances in tapping technology. These larger taps require more torque, and because these threads are tapered, with the top side of the tap wider than the bottom, depth is critical. Shops might opt to control this on a CNC machine with an experienced operator capable of sophisticated programming. Another option is to attempt to tap the NPT holes by hand—but keeping the taps vertical and controlling the depth, all while manually applying the requisite amount of torque, can be a real challenge.

Mobile tapping arms allow the tapping system to be brought to the work.
Digital depth control on hydraulic tapping arms makes quick work of large NPT taps. Operators now set the depth, line up the hole, and push a button.
Robotic tapping is useful for high-volume jobs. Automation, including the ability to tap holes of the same size in the same part quickly and repeatably, helps drive down per-unit costs as well as overall costs. It can be done in a lights-out environment.
For instance, a robotic arm can position a workpiece, then pick up a tapping arm and push the trigger that starts the tapping. When the tapping cycle is complete, the robotic arm backs out, removes the part, and sends it on its way to the next process. The tapping capacity and functionality (including a clutch to minimize tap breakage) are inherent in the tapping arm.
Of course, robotic tapping does require programming and fixture development time. To make sense, implementing a robotized tapping cell does require a certain volume of identical or similar parts.
That said, tapping doesn’t need traditional articulating-arm robotics. In fact, tapping is one process in which the use of collaborative robots, or cobots, can make a world of sense. After all, with gas springs supporting the tapping arm, the cobot needs only a minimal payload capacity; it merely guides the arm through the tapping cycle. Programming cobots isn’t arduous either. Much of it can be done kinetically; that is, a programmer physically moves the robot arm from point to point.
Today’s fabricator has numerous paths to consider when it comes to tapping, from mobile tapping arms to fully automated options.
No matter what tapping method a fabricator chooses, managers should make sure it’s effective by taking the holistic view of part flow, from the cutting machine through tapping and on to downstream operations. With today’s higher-value components and materials, a broken or wrong-sized tap can create expensive scrap. While one bad apple may not spoil the whole bushel, one bad tap can certainly ruin a fabricator’s day.
Nick Kennedy is president of FlexArm Inc., 851 Industrial Drive, Wapakoneta, OH 45895, 800-837-2503, www.flexarminc.com. Photos courtesy of FlexArm Inc.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





