















Don’t forget the sheet metal tolerances
It’s more than just the tolerance block on the print
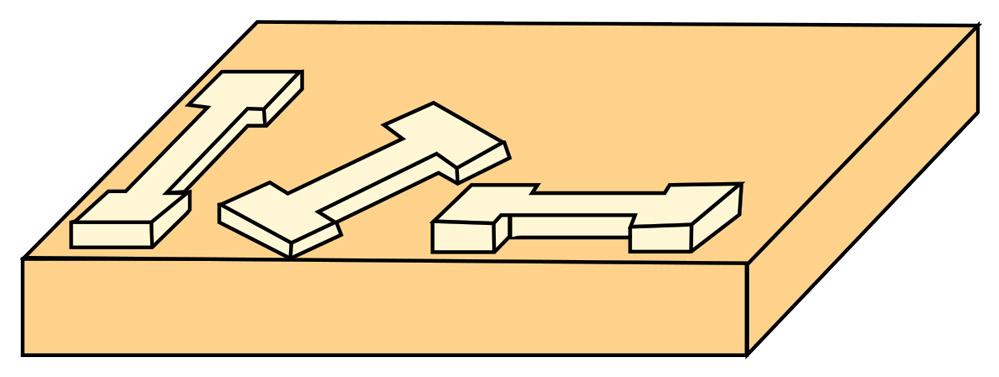
Figure 1
A material’s grain direction adds yet another variable to a bending process.
So you’ve added a state-of-the-art press brake, and you’ve spent a small fortune on precision-ground tooling. The press brake manufacturer promised that this new machine would repeat in microns, but for all your troubles, research, and due diligence, you’re still having the same issues that you’ve always had: inconsistent bend angles and part dimensions. Your operators struggle as they experience part-to-part variations, and your expected production goals are still just a pipe dream. You’re now second-guessing your decision to purchase all that new equipment.
These modern machines will do what the brochures say they do, and the precision-ground tooling is so precise that you’re not experiencing a single height or tool-center issue. They easily hold the TX and TY axes. So why are you still having problems? We could point to various reasons, but the biggest reason comes down to a single word: tolerance.
Materials Have Tolerances Too
Every day your operators know to keep the bend angles and dimensions within the tolerances found in the title block on the print. But have you ever considered that the material you’re working with also has tolerances? And they involve more than just thickness variation.
Sheet metal behavior is at best unpredictable. Quite often many material variables are not even considered when designing, programming, or even building the part. But knowing these variables, their tolerances, and compensating for them is necessary to increase production and quality. And it requires much more than just relying on the manufacturer’s certification or data sheets.
ASTM Standards
ASTM International, formerly known as the American Society for Testing and Materials, came into existence in 1898 as an organization that develops and publishes technical standards for many materials, including all types of steel, aluminum, and stainless.
Just like your products, sheet metal from the mill has allowable variations, these being set by ASTM International rather than the tolerance block on the print. Nonetheless, not all sheet metal and plate are created equal. Variabilities include thickness, yield strength, and chemical composition.
Even within a single material group, sheet metal makeup and gauges are not fabricated equally at the mill or between mills. You need to consider imperfections induced by the manufacturing process and impurities and contamination within the material itself.
Consider one of the most common materials used in the modern shop, A36 steel. ASTM standards require the steel manufacturer to certify the minimum yield strength of its product. This means that any steel that can meet the requirement for a minimum yield strength of 36,000 PSI can be sold as A36 steel. Sheet metal with an average yield strength of 41,000 PSI can be sold as A36 steel, even though it is 13 percent harder than 36,000-PSI steel.
This small variation might not seem like much, but the increased resistance to force requires more tonnage from the press brake in order to break the yield in the material and make it bend. When your material changes from a 36,000-PSI to a 41,000-PSI yield strength, you’ll find that your press brake’s depth of penetration changes approximately 0.002 inch. Depending on the width of the die opening, this can create several degrees of bend-angle variation.
For example, braking a material over a 0.315-in. die opening will result in a 1-degree difference just from changing the material yield strength from 36,000 to 41,000 PSI. The smaller the die opening is relative to material thickness, the greater the effect.
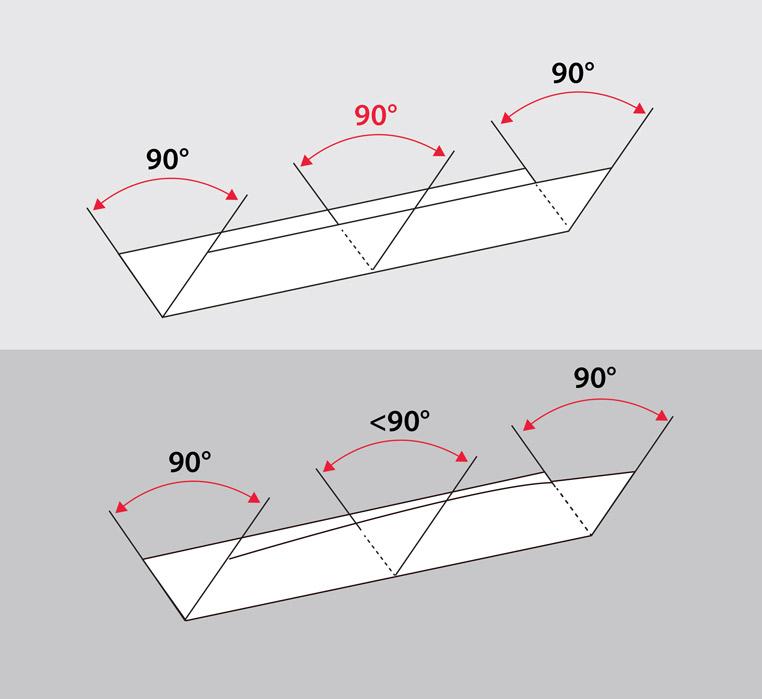
Figure 2
Ram deflection causes a canoe effect, when the part’s internal bend angle is greater in the center than at the sides.
Now consider 16-gauge mild steel. The sheet has a nominal thickness of 0.059 in., an upper limit of 0.0648 in., and a lower limit of 0.0548 in., giving us a range of 0.010 in. Add this to the 0.002-in. depth-of-penetration variation noted earlier, and you can see how the variabilities really add up.
Processing Variables
At the mill the material is first rolled hot at a temperature above the point of recrystallization, meaning the grains have no directional preference. Cold-rolled is rerolled cold, causing the grains to show a directional preference in the direction of rolling.
This makes it anisotropic. When a material is anisotropic, the results of bending will change in relation to the grain. Bending with, against, or diagonal to the grain direction will produce different bend angles and inside bend radii, all requiring different bend deductions. This adds yet another variable to your formed products (see Figure 1).The age of the material will also affect your results. Aged or oxidized sheet is softer than a recently pickled hot-rolled steel. You also need to consider the temperature at which the sheet is being bent. A hot piece of steel will form differently than a sheet that is formed at room temperature.
Bending results are also affected by the configuration of the part and how the part has been processed within your facility. Holes and features can induce internal stresses into the workpiece and, when placed on or too close to the bend line, weaken the bend.
Also consider the heat-affected zone created when laser or plasma cutting the flat. Thermal shock hardens the material in the area of the cut, which again affects how the workpiece will form because of the change in material temper across a bend—softer in some places, harder in others.
Back to the Machine
Whether it’s a change in temper, thickness, or yield strength, all these factors change how the press brake itself responds and how the change in bending forces is manifested.
Of course, the machine itself has its own set of variables. One of the most significant and unavoidable issues for the press brake is that its frames deflect or deform under load. This occurs because the power flow of a press brake is typically produced at the ends of the bed while we generally do our forming in the center. This causes plenty of deflection in the bed and ram, where the forming is taking place. The deflection is amplified by the flexing back of the side frames under load, a phenomenon known as yaw. When you change the material yield strength or thickness, the deflection will increase or decrease accordingly.
What will manifest in the part is known as the canoe effect (see Figure 2), where the internal bend angle is greater in the center than at the sides. This occurs because the punch and die are farther apart at center than at the ends.
You can compensate for this deformation with a crowning system (see Figure 3), which your new brake no doubt has, but how much crowning is necessary? Many press brake manufacturers use databases calculated based on a given press brake design and standard sheet metal characteristics as dictated by the mill’s ASTM requirements and published certifications. Of course, as described previously, material characteristics vary, which is why some machines make crowning and angle adjustments in real time.

Figure 3
This antideflection device has adjustable wedges. Depending on the device, wedges can be moved with a mechanical or hydraulic system or a combination of both.
Nothing Is a Panacea
To think that sheet metal will behave in an unchangeable manner is merely an illusion. Various press brake technologies help deal with material variation, but of course no one technological feature is a panacea, at times leaving press brake operators still struggling with part-to-part consistency. And again, they do so for a straightforward reason: sheet metal behavior is unpredictable at best.
With all the variables involved within sheet metal, operators still can find it difficult to produce parts, even with a state-of-the-art press brake. They need to know what the sheet metal tolerance variables are and how to compensate for them, especially when single-piece jobs or small batches require operators to achieve the correct bend angles and dimensions on the first try. They should be able to compensate for some of these variables using functions incorporated into the press brake and its controller—but as for other variables, not so much.
Still, don’t lose your faith in your purchase of that new press brake with all its bells and whistles and precision-ground tooling. Compared to the alternatives, they are making your operation far more efficient.
About the Author

About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




