















Bending aluminum 101: How to bend 6061-T6 aluminum
Forming such tempered material is possible, but it isn’t easy
Question: We’re having trouble bending 6061-T6 aluminum without cracking, and I was wondering if you could give us a few pointers?
Answer: 6061-T6 aluminum is tempered and notorious for not bending easily. From a bending perspective, it’s always best to bend these parts in an annealed state and then temper them to the correct condition. That’s the ideal, anyway, but the reality is that many parts arrive at the press brake in a less than ideal state. Alas, it’s the life of a press brake operator.
T6 aluminum is precipitation-hardened, which is a form of artificial aging that causes particles within the metal to be spread evenly throughout the grain structure of the metal. Once the particles become dispersed, they hinder any further dislocation of the grain, thereby strengthening the metal.
To create these precipitates, the aluminum is heated using a solution treatment at high temperatures and at a prescribed time, then quenched for rapid cooling. This type of hardening typically is performed in an inert-atmosphere vacuum at temperatures between 900 and 1,150 degrees F. The process can take up to four hours to complete, depending on the characteristics of the material.
General Advice on Aluminum Bending
When bending aluminum, know that the smaller your inside bend radius, the larger the chance that cracking will occur in the part. Also know that, for the best results and fewer cracks on the outside of the bend, the bend line should go across or diagonal to the material grain when and where possible.
Ideally, part designers should know that when it comes to aluminum grades, 3003 and 5052 will bend, 6061 will not. This is generalizing, of course, as there are ways to form 6061. The aluminum series’ ability to bend tends to decrease as you move down the list of tempers, from annealed to T4 and T6. Bending these tempered alloys is not impossible, but it is very difficult and will most likely require large bend radii to avoid cracking on the outside of the bend. If you’re not careful, you can completely fracture the bend line.
The Right Die Angle for Bending Aluminum
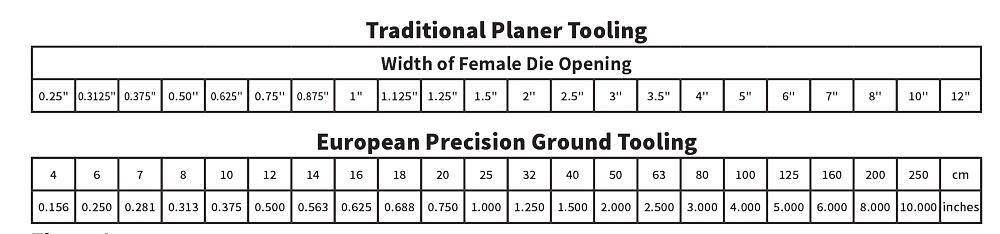
As when air forming any other material, when forming aluminum, you choose an appropriate die width based on the material thickness and the radius-to-thickness relationship.
If you review a tooling catalog, you’ll probably find that the number of die widths to choose from is somewhat extensive from 0 to 0.5 in., and each is usually cut with included angles from 88 to 90 degrees. For die widths 0.5 to 1 in. you have fewer options, and the included die angle goes from 90 to 88 and 85. Between 1 and 2 in., your width options are reduced again, and the included die angle closes even further, from 78 to 73 and even less (see Figure 1).
Why the different die angles for air bending? The larger the die width gets, the more significant the amount of springback you’ll get. So the included die angle is decreased accordingly to push the material around the punch nose, helping to relieve springback. This overbends the material. When pressure is released, the material springs back to the desired angle.
At some point the die becomes too narrow, and the punch doesn’t have the clearance it needs to overbend. Bottoming out the punch may be an option—though not for your 0.25-in.-thick 6061-T6, which, again, is notoriously difficult to form.
Regardless, for other materials and material thicknesses, bottoming out the punch can be a way to “make it work.” The punch descends to a “less than material thickness” position in the die. Bottoming the punch and die in this way and applying the extra tonnage, you may be able to reach your targeted angle plus the springback, albeit with dramatically increased forming tonnage.
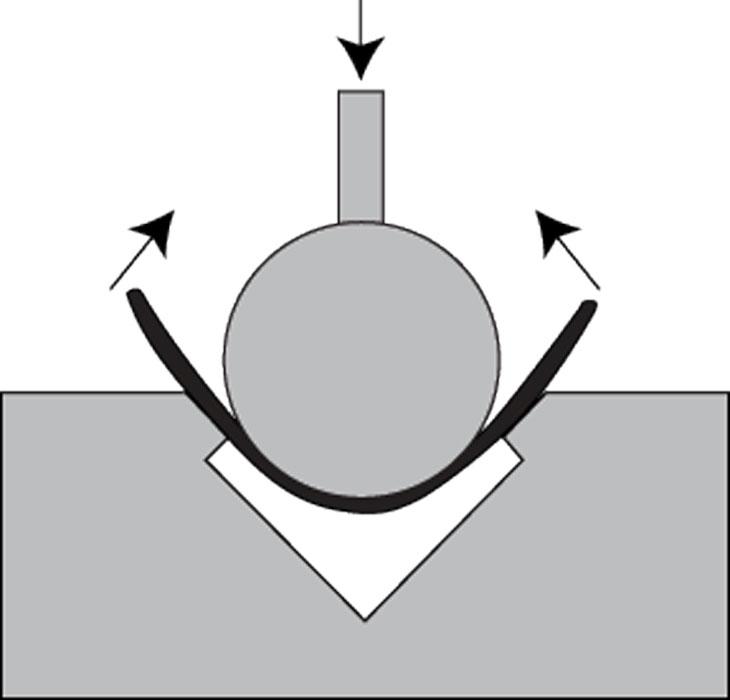
Another (and usually better) strategy is to air-bend with a relieved die (see Figure 2). This kind of die provides the clearance needed for the punch to penetrate deeper into the die space. Relieved die angles can be very narrow, down to 60 degrees in some cases.
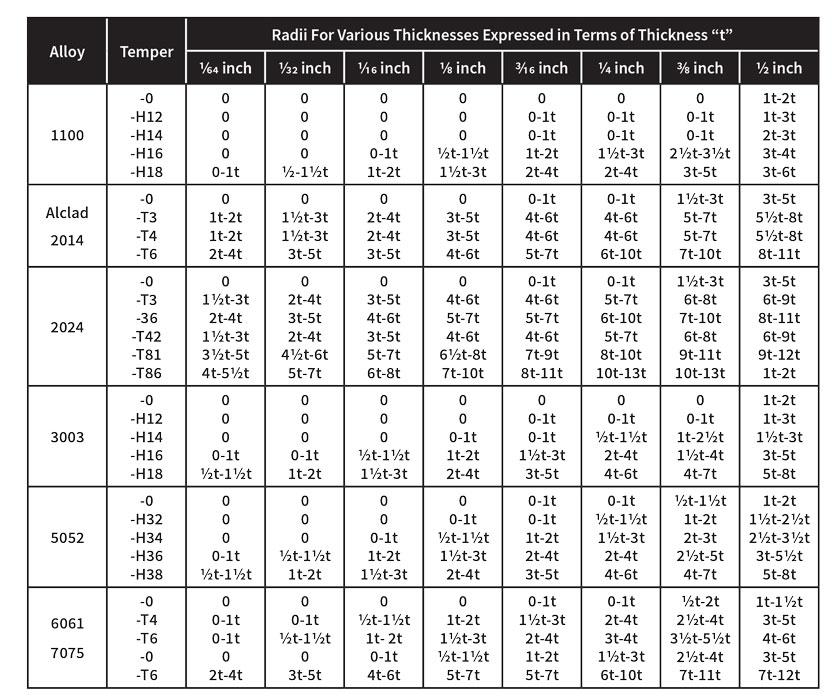
Still, if you want to avoid cracking, abide by the minimum bend radius in 0.25-in.-thick 6061-T6, which is quite large (see Figure 3), and avoid bending acute angles. Say you get a print that says you need to bend a part to an external angle of 100 degrees—that’s an internal angle of just 80 degrees. When you are bending 0.25-in.-thick 6061-T6, cracking can occur when bending past an external angle of just 86 degrees. Chances are that you’ll never make it to 90 degrees, much less make it to an external angle of 100 degrees.
Heating Aluminum
In my 40-plus years in the trade I have bent quite a lot of 6061-T6 aluminum. I’ve avoided cracking by having a large radius relative to the material thickness. And I’ve sometimes performed a three-step bend—a 2-degree bend in front of the bend centerline, a 2-degree bend from behind the bend, and then an 86-degree bend in the center.
I’ve also heated the part. Early on I was taught a “down-and-dirty” way to soften the aluminum, and it is one of the best tricks I know. It involves heating the part with an oxyacetylene torch in the following manner:
- Detune the acetylene torch and coat the area to be bent with soot.
- Turn back the O2 and set your rosebud tip to an ordinary flame.
- Heat the part uniformly until the black soot goes away.
This should anneal the 6061-T6 (or other “T”) into a T-0 material. This makes the aluminum about as bendable as it can get.
Note that aluminum does not change color when heated, so getting burned becomes a real concern. Also, as aluminum comes from the mill, it develops a coating, aluminum oxide, as it cools. This surface condition is left alone by the mill because it’s a natural coating that protects the aluminum from the elements during transport and storage.
While protective, this coating creates another problem for anyone who is self-annealing the material: Aluminum oxide melts at a higher temperature than the encased aluminum. You must use extreme caution, as the aluminum will melt from the inside out. You can blow a hole in the material before you see any visible sign that any melting is occurring.
A generic temperature for forming is around 500 degrees F. Know that if you heat materials enough to bend them, you can change the temper of the base material, in which case you will need to retemper it.
Bending Acute
Let’s consider a challenging job. Say you’re bending 0.25-in.-thick 6061-T6 aluminum to a 100-degree external angle (80-degree internal angle). To make this easier, you’d start with your 6061 material in the soft, T-0, state. You’d probably air-bend by using a 3.0-in. die opening with a relieved profile. Again, this shape gives the punch the clearance it needs and requires far less tonnage than bottoming would require.
When the job is complete, you’d send the parts out to be tempered, perhaps fixturing the formed components to reduce the chances of them deforming during the tempering process.
More 3003 Aluminum … Please
For more information on this subject, type “Applying the 20 percent rule to 6061 aluminum” in the fabricator.com search bar.
Forming 6061 aluminum isn’t impossible, but part designers should know that, for the press brake operator, it’s not the ideal material. Good press operators will get the job done, but they would much prefer another aluminum grade. When an operator sees aluminum 5052 or, even better yet, aluminum 3003 on the part prints, it’s probably going to be a much better day.
Steve Benson is a member and former chair of the Precision Sheet Metal Technology Council of the Fabricators & Manufacturers Association International®. He is the president of ASMA LLC, steve@theartofpressbrake.com. Benson also conducts FMA’s Precision Press Brake Certificate Program, which is held at locations across the country. For more information, visit www.fmanet.org/training, or call 888-394-4362. The author’s latest book, Bending Basics, is now available at the FMA bookstore, www.fmanet.org/store.
About the Author

About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

{kind=link}
{kind=link}
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Steel industry reacts to Nucor’s new weekly published HRC price

4
Dynamic Metal blossoms with each passing year

5
Metal fabrication management: A guide for new supervisors
