















Editor-in-Chief
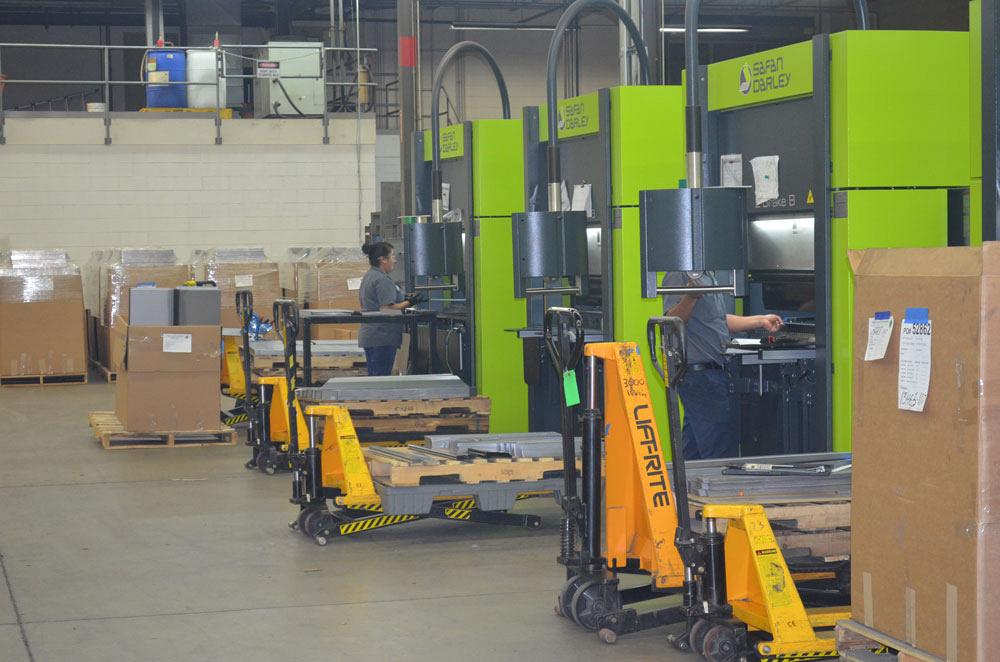
Ten SafanDarley electric press brakes now occupy the middle of the shop floor at Sureway Tool & Engineering Co. The fabricator made the investment in a move to relieve a bottleneck in the bending department.
When do you know you have a bottleneck in your bending department? When you install solid-state laser cutting machines and don’t add press brake capacity right away.
Sureway Tool & Engineering Co., Franklin Park, Ill., knew it was in for such a scenario when it bought a 3-kW TRUMPF solid-state laser cutting machine in 2011, one of the first in the U.S. with the company’s TruDisk laser generating technology, and added a 5-kW machine in 2013. Both had automated loading and unloading systems, which meant laser-cut parts came off the equipment at a pace the company had not seen with its CO2 lasers. This was particularly true because the company works primarily with 11- to 20-gauge mild steel, a thickness range in which the solid-state lasers excel.
At the time the company had 15 hydraulic press brakes, but it was looking seriously at electric press brakes as part of its next major investment. The older press brakes were not as reliable as they once were, and the leaders in the bending department were intrigued with what modern electric press brakes could do to boost productivity.
“When we saw how many parts were coming off the lasers, it was time to get to work,” said J. Carlos Rivera, Sureway Tool’s vice president of manufacturing.
Sureway Tool is heavily involved in point-of-purchase work, such as building retail product displays. The jobs are almost all unique, and customers demand quick turnaround on work. Time is of the essence, and having blanks sitting around waiting to be bent is not an acceptable business strategy.
In 2013 the search for a remedy to the bending bottleneck began. Sureway Tool initiated conversations with one press brake vendor, which offered to install a 4-foot electric press brake for six months at the facility to see if the press brake operators liked it. If they didn’t, the vendor would take it away. If Sureway Tool liked it, it could purchase it.
Well, a representative of another press brake manufacturer saw the new electric press brake and offered the fabricator the same deal. Another vendor followed. In a few short months, Sureway Tool was running three electric press brakes—two 4-ft. models and a 3-ft. one—right alongside its fleet of hydraulic brakes.
All of the electric press brakes had clamping systems that could accommodate other companies’ tooling, and they could be run with third-party software. Rivera said this was important because Sureway Tool didn’t want to be locked into working with only one vendor’s tooling and software.
In the proceeding months Sureway Tool trained the press brake operators from all three shifts (two 10-hour, weekly shifts and a three-day, 12-hour weekend shift) to use the electric press brakes. Management watched the operators go about their jobs and listened to what they had to say about the new machines. During that time the operators had positive things to say about one press brake that they had never really heard about before. They liked that it was easy to program and set up. The E-Brake from SafanDarley stood out the most.
The feedback prompted Sureway Tool to purchase another E-Brake in 2016. By that time the team knew where they wanted to invest. The company contacted the distributor for SafanDarley and ordered eight more press brakes.

Sureway Tool officials say the press brake operators found the new electric brakes easy to program and set up.
“We could rotate people through and get them trained before the bulk of the equipment arrived,” said Tim Berger, Sureway Tool director of operations.
The first batch of press brakes arrived for installation in April 2018. The others followed in May. By June all the press brakes were up and running. Meanwhile, nine older hydraulic press brakes were moved to the loading dock, waiting for the next chapter in their mechanical life.
If press brake operators were ready for these new brakes, so was the facility in general. Sureway Tool didn’t have to do too much in terms of plant layout. The company had already arranged the laser cutting machines on each side of the shop floor. The press brakes ran down the center of the facility. The layout was designed to minimize travel between the laser machines, the denesting area, and the bending department.
The new press brakes pretty much took the spot of the older equipment. (Rivera said that they were able to tighten the bending department’s footprint a bit, enough to allow a new robotic welding cell to fit on the floor.) Five of the new E-Brakes were 4-footers, joining the other two, similar-sized SafanDarley brakes.
With the machines in place, how was the transition for the operators? Let’s just say that having months to get used to the brakes before they became the standard means of bending parts proved to be a wise move.
“These are very easy to learn how to program,” Berger said. “That was one of the things that was part of our decision-making process.
“For these older machines, we had only two or three people on each shift that could set them up. With these new machines, we wanted to make sure that everybody could set up their own press brake. Understanding how easy these Safans were to set up gave us confidence that we could achieve that goal,” he continued. “We’re not quite there yet, but we’re getting there.”
As of now the operators are programming the jobs at the brake. (Plans call to move to offline programming in the near future to add more efficiency to the bending department.) With guidance from a press brake department lead, the operators are given jobs that are on schedule for delivery in the coming days. The operators retrieve pallets of parts with their own fork trucks and proceed to create the job.
Rivera said the “user-friendly” control interface makes it easy for the operator to plug material measurements and bend angles into the E-Control via a touchscreen. The control runs on a PC under Microsoft Windows®; the software was developed based on the Microsoft.net framework.

The graphic interface on the touchscreen control provides the operator a visual representation of what is happening during the job, even the location of the backgauge.
The only buttons visible on the control screen are those that are needed during operation. For instance, if material thickness is slightly off when compared to previous blanks, the operator only needs to adjust a knob, bringing down the ram to the material for an accurate bend. The control picks up on the adjustment and makes the necessary changes for the ensuing bends.
Rivera said the hydraulic clamping and precision tooling have gone a long way in speeding and simplifying brake setup. The clamping system runs the entire length of the new press brakes. The hardened clamping frames allow for consistent positioning and accurate centering of bending tools. Also, clamping can be done with the push of a button instead of having to wait for the operator to tighten each tool individually.
Sureway Tool purchased three styles of precision punches and a variety of dies for the new machines. “It’s enough to fill up a few of those machines at the same time,” Rivera said.
“The more familiar they get with the equipment, the better the transition is going to be,” Berger said, “but I can say that we’ve already seen a 20 to 30 percent reduction in our labor running the same or more through the bending department in the last three months.”
SafanDarley points out that the electric brakes are by nature faster than hydraulic brakes. The servomotors that run the ram can accelerate faster than hydraulic cylinders. Additionally, the backgauge, which is used across the entire length of the machine, has a positioning speed of 350 mm/sec.
The servo-electronic technology also allows for the even distribution of forces through the use of a roller drive system in the upper beam. In fact, the brakes use energy only when the top beam is moving. SafanDarley officials claim that an E-Brake can deliver energy savings of up to 50 percent compared with conventional hydraulic press brakes. Berger said that the brakes have helped the company earn some incentives from ComEd, the local power provider.
The new press brakes have a feature that allows the operator to use the embedded light curtain to operate a press brake. The operator doesn’t need to use a foot pedal. By switching to light curtain control, the operator simply breaks the light curtain to signal the ram to come down.
For instance, the operator can wave his or her hand into the focus area of the light curtain, and the ram will proceed down to a predetermined height that is millimeters above a pinch point. With another wave of the operator’s hand, the ram is instructed to come down and complete the bend. It then retreats so that a new blank can be put into place or the part can be removed and reset for the next bend. This entire bending process takes place over a second or two; hydraulic brakes may need several seconds to complete the forming action.
So why doesn’t the light curtain simply shut down the bending job when a human hand enters the bending window? The light curtain is able to keep tabs on the bending area while also allowing other movement in the press brake window because the sensors focus on an area of about 30 mm, or a little over 1 inch, where the bending takes place.
When the light curtain does pick up an unauthorized presence in that bending window, the ram stops within 80 milliseconds.
“We are starting to use that function more on certain jobs. Our goal is to use that as much as possible,” Berger said.
The bending department employees are not the only folks who like the new press brakes. The maintenance personnel are fans as well.
With the electric brakes, the maintenance team doesn’t have to spend hours draining hydraulic fluid and replacing it with new oil. Only a small reservoir for the hydraulic clamping needs regular attention.
The next big transition for Sureway Tool is moving the press brake programming offline. The company went this route with its laser cutting, having one engineer responsible for creating a complete program, about 20 a day. The sequence of sheets to be cut on the lasers is determined by what is needed for a specific job, not based on gauge; as a result, sheet thickness changes are frequent. That same thought process governs how jobs flow through the bending department.
Like in laser cutting, the fabricator is looking to have one person responsible for performing all the press brake programming. It is using AutoPOL CAM software. Rivera said the company hoped to have someone in place by the beginning of 2019.
With the eventual move of programming off the shop floor and into the front office, Rivera said he expects more capacity to be made available at the press brakes. That bending bottleneck is not going to reappear anytime soon.
But a fabricator’s pursuit of shop floor improvement is never done. In the near future the company might be taking a critical look at its laser cutting operations and perhaps the way material is stored and delivered to the laser cutting machines. Of course, that doesn’t take into account the new enterprise resource planning software that went live in early 2019 and the company’s new powder coating line.
At least people don’t have to worry about the bending department in the near term.
Sureway Tool & Engineering Co., www.surewaytool.com
SafanDarley, safandarley.com


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





