















National Sales Manager

folding machine can make short flanges as demonstrated with this 0.15-in. sheet in the process of receiving a second bend.
Folding machines have been widely adopted in the architectural and sign-making sectors of metal fabricating for quite a while. It might be time for those in the job shop and contract manufacturing community to learn how this bending technology could help them as well.
Did you know that spray booth manufacturers use this technology to precisely bend large sections of galvanized steel efficiently and to create interlocking mechanisms for the pieces to lock together easily during installation? Did you know that some metal fabricators rely on folding machines to make boxes with sides that are almost 12 inches tall? Did you know that other shops are using the machines to do radius bends without the indentations commonly produced by press brakes? These are just some of the applications where folding machines are being used in general industrial fabricating.
Folding machines are not meant to be a replacement for press brakes. Large-tonnage machinery and small, electric press brakes are great examples of machine tools that are designed for specific jobs. But look around a typical job shop and you might see a collection of midtonnage press brakes with 10-foot beds. Does it make sense to have the same type of tool for the variety of bending jobs that come through a job shop? A folding machine can offer a shop flexibility in bending that it simply can’t get from another stand-alone press brake.
Before exploring where a folding machine might fit in a job shop, you need to understand how the technology works.
A folding machine primarily comprises a clamping beam with a straight rail for bending material (up to 130 degrees), the lower beam with tooling, the folding beam that forms the metal around the upper beam rail, and a table on which the material rests. The table has gauging that helps to put the material in position for the bend. Control software coordinates the gauging. An operator, working from the front where the folding beam is or from the rear near the table, initiates each bending cycle, typically with a foot pedal. Robotics also can be used to run a folding machine.
When the sheet is in place, the clamping beam comes down and holds the material in place. That’s when the folding beam engages the sheet that extends from the bending window. The beam swings up and overbends, then releases the sheet and allows the material to spring back to the desired angle.
The backgauge table comes into play especially when a fabricator is working with large sheets. It supports the sheet during the entire bending process.
How large can the sheets be? Folding machines have been built with bending windows as wide as 40 ft. That’s not the average, but manufacturers typically are looking for something pretty wide to take on bending work that can’t be done as efficiently on the press brake.
The table attached to the folding machine helps to make that efficiency possible. Only one operator is needed to run a bending job, no matter how large the sheet size may be. The operator only needs to square and position the sheet on the table for each bending step. Roller balls on the table help the operator move the sheet around.
This is one of the most important benefits of a folding machine. It can form these large sheets of material without the operator having to support the material in the air during forming. This eliminates the need for multiple operators to help in handling these large parts, a situation that normally takes place when fabricators are trying to work with large workpieces at a press brake.
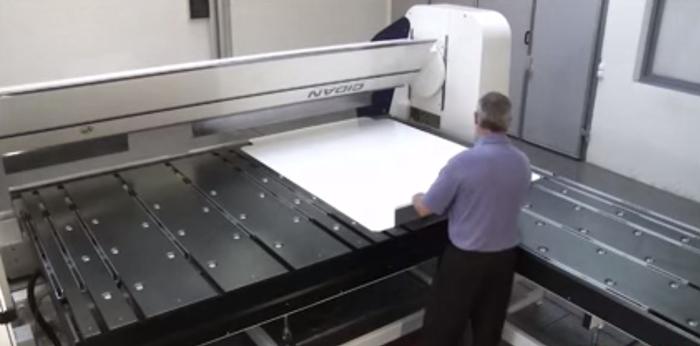
A large table in the rear of a folding machine helps to support large workpieces and allows one operator to handle the bending job.
For smaller jobs in which the operator doesn’t need the table to be entirely flat for material movement, the table’s pop-up fingers help to position the parts. The fingers can be controlled individually to ensure the part is secure before the clamp comes down. On advanced folding machines, the fingers move on linear guides and are driven by a servomotor via a ball screw. This provides precise bending and very quick positioning of the material between each bending step.
Tables can come in different shapes, an L- or U-shaped table, for example, depending on where the operator needs to be to run a job or the part type being bent on the folding machine.
From an operator’s perspective, he needs to select the bending job from the control and place the sheet against the fingers. This should ensure that the part will be aligned during the bending process.
When working with these large sheets, sometimes fabricators are looking for some sort of locking mechanisms to ease on-site installation of workpieces. The folding machine can assist with this as well by making edges with short flanges that interconnect, keeping the large part stable as final assembly takes place. These interconnections can be kept on file within the control software and called upon when needed.
Also, the fabrication of these interlocking panels usually requires both up and down bends. Modern folding machines are available that can bend both ways to limit the material manipulation as much as possible. Again, these complicated bending jobs can be done with only one operator.
A cylinder shape bent on a press brake can be identified fairly easily because of the indentations made in each step of the bending process. The material is moved a bit, and the press brake ram comes down, slightly bending the metal sheet into the open V die underneath. With each downstroke comes an indentation in the material.
For certain applications, that material deformation is OK. For those applications where the indentations might be a concern, a folding machine can make a difference. (It should be noted, however, that a folding machine can’t match the tonnage strength of a press brake. That’s why a typical folding machine is OK for bump bending material in the 16- to 9-gauge range.)
When it comes to bump bending on a folding machine, the folding beam is affixed in one position, which determines the radius, and the backgauge fingers automatically feed the material forward. The job determines the distance between the folding beam and the clamping beam, which then influences the smoothness of the radius. The operator only needs to hold the sheet against the backgauge fingers.
For thicker material, wing bending can be done on a folding machine. Here the folding machine is doing the actual radius bending. It’s useful when the material being bent is between 0.125 and 0.25 in. The backgauge finger advances the material, and the folding beam moves up, creating the bend angle. The backgauge finger continues to advance the machine for further bends until the radius bend is completed.
The addition of upper, folding, and lower beam tooling that is segmented within the bending window allows for the bending of complex shapes. This tooling makes it possible to fold profiles with positive and negative flanges with one setup. Also, folding machines with this capability typically have a table that moves up and down to gauge the different parts in the right position.

A folding machine can deliver an open (left) and a closed (right) hem.
Imagine three bends being made to one end of a metal blank, and the part is then spun around to do the same in the opposite direction of the original bends. The table moves down to accommodate the three previous negative bends. This Z-shaped part is just one example of the complex shapes that can be done with a folding machine and the right tooling setup.
Boxes and panels also can be fabricated with repeated precision. Segmented tooling can accommodate flange heights near 12 in. The precise bending leads to corners that are very accurate, which helps to improve downstream welding and finishing efforts.
Although most bending on the folding machine relies on the machine’s straight rail, fabricators that incorporate tooling into their bending mix won’t be spending the better part of an hour with tooling changeover. Quick-change tooling limits downtime when tooling needs to be added or replaced.
Folding machines aren’t found in every job shop, but maybe they should be. They can produce many of the same bends that a press brake can, freeing up the press brakes for jobs that can be done only on those devices.
Also, with the dearth of skilled press brake operators, a shop might be doing itself a favor by adding a machine that doesn’t require an operator with advanced machine tool experience. There are simply fewer moving variables to consider when working with a folding machine. An inexperienced operator is able to get up and running on a folding machine much more quickly that he could if placed in front of a press brake.
Folding technology fits in the modern job shop. It’s just a matter of finding the applications that make the most sense for it.
Chandler Barden is national sales manager, CIDAN Machinery, 665 Hwy. 74 S., Peachtree City, GA 30269, 770-692-7230, www.cidanmachinery-americas.com.

Radius bends also are possible on a folding machine. Unlike a press brake that digs into the material with each bump bend, a folding machine doesn’t leave an indentation in the material as the radius bend is being made.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





