















Chief Technology Office

Beyond coverage area per dollar, a UV-cured coating can offer other cost savings and benefits for pipe protection. Getty Images
Tube and pipe producers use a large number of consumable items. Saw blades, scarfing tools, and coolant filters are three such consumables. When evaluating such items for purchase, you might be tempted to judge their value by the listed price.
However, that analysis comes up short. The price doesn’t equate to the value. The price is the cost of the saw blade, the scarfing tool, or the coolant filter, but what you really want to purchase is a number of cuts; a number of linear feet of scarfing tool performance; or the ability to filter grit, metal fines, and other debris from the cooling system.
In other words, you aren’t buying a consumable; you’re buying a specific capability. If one saw blade costs twice as much as another, you might be tempted to purchase the less expensive of the two. However, if the blade that costs twice as much can make six times as many cuts, the more expensive blade is the better buy; it has triple the value of the less expensive blade. When you buy a scarfing tool that lasts longer, you’re buying more mill uptime, and when you buy a finer filter, one that traps more grit and metal fines, you’re making a better investment in equipment protection.
The logic for purchasing a coating is the same. Coatings vary by cost and by content. The cheapest coating is tempting to purchase, but a little research is necessary to see if it has the best value.
Take a case in which a steel tube producer is interested in reducing part cost. For this example, the product is a pipe that is 9.625 inches in diameter and 45 feet long. The coating target is 1.0-mil dry film thickness (DFT). Daily production is 2,760 pieces daily (938,000 pieces annually).
The analysis hinges on the amount of corrosion-preventive coating applied (the wet film thickness, or WFT) and the amount that remains after the coating dries (the DFT). We know that the DFT is 1.0 mil, so we work backward from there.
The choices are a solvent-based coating, a water-based coating, and a coating that cures in the presence of ultraviolet (UV) light. The solvent-based coating comprises 18 percent solids (this is the coating) and 82 percent solvent. The water-based coating is 27 percent solids and 73 percent water. The UV coating content is 100 percent solids.
The ratio of DFT to WFT is based on the solids content (see Figure 1):
Solvent-based coating: 1.0 mil divided by 0.18 = 5.56 mils WFT
Water-based coating: 1.0 mil divided by 0.27= 3.7 mils WFT
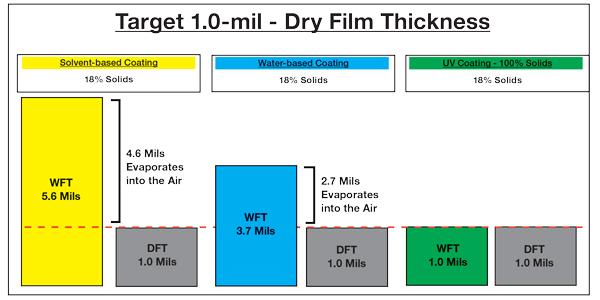
Figure 1
Among the three coating types, the ratio of wet film thickness to dry film thickness varies substantially.
UV coating: 1.0 mil divided by 1 = 1.0 mils WFT
The solvent- and water-based coatings lose most of their WFT content through evaporation during the cure process.
The customer currently is using a solvent-based coating system and would like to transition to either a water-based or UV coating. The cost per gallon varies considerably.
Solvent-based coating: $11.71/gal.
Water-based coating: $15.13/gal.
UV coating: $51.24/gal.
The cost per gallon is straightforward, but this isn’t the whole story. We don’t want a price per gallon; we want a price per linear foot of adequate corrosion protection.
For reference, let’s start with a gallon of any liquid and determine how it equates to covering a surface. At 1.0 mil thick, 1 gal. covers 1,604 square feet, which is derived from the following equation:
231 cubic inch/gal. ÷ 0.001 in. ÷ 144 sq. in./sq. ft. = 1,604.17 sq. ft./gal.
The effective coverage area is as follows:
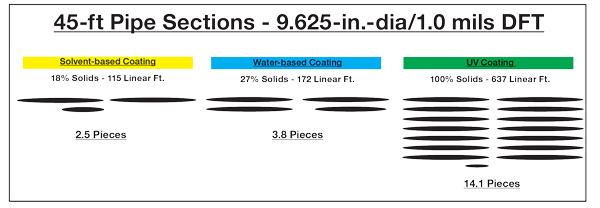
Figure 2
Using the solvent-based product as a baseline, the water-based formula provides 50 percent more coverage and the UV-cured formula provides 456 percent more coverage. To purchase the extra coverage, the water-based formula costs 29 percent more than the solvent-based coverage, and the UV product costs 338 percent more.
Solvent-based coating: 0.18 x 1,604 sq. ft. x 1.0 mils of film = 288.7 sq. ft.
Water-based coating: 0.27 x 1,604 sq. ft. x 1.0 mil of film = 433.1 sq. ft.
• UV-cured coating: 1.0 x 1,604 sq. ft. x 1.0 mil of film = 1,604 sq. ft.
The cost of coverage per sq. ft. is:
$11.71 over 288.7 sq. ft. = $0.0406/sq. ft.
$15.13 over 433.1 sq. ft. = $0.0349/sq. ft.
$51.24 over 1,604 sq. ft. = $0.0319/sq. ft.
Therefore, the lowest-cost coverage comes from the UV coating.
How does this information affect our customer’s application? Does the UV coating really enable the company to reduce the part cost? To determine this, we need to know the coverage in linear feet of pipe. Multiplying the pipe OD (9.625 in./12 in. per ft.) by pi to get the circumference, and multiplying that by 1 ft., provides the surface area of 1 linear ft. of pipe:
0.802 ft. x π x 1.0 ft. = 2.52 sq. ft.

We already know how far a gallon goes, in square feet, for each formulation, so we divide by 2.52 to determine the linear feet of pipe that each covers:
Solvent-based coating: 288.7 sq. ft./2.52 sq. ft. per ft. = 114.6 ft.
Water-based coating: 433.1 sq. ft./2.52 sq. ft. per ft. = 171.9 ft.
UV-cured coating: 1,604 sq. ft./2.52 sq. ft. per ft. = 636.5 ft.
How Many Lengths of 45-ft. Pipe? How does this equate to the customer’s specific product? At 114.6 ft., the solvent-based product yields 2.5 pieces/gal.; at 171.9 ft., the water-based coating yields 3.8 lengths/gal.; and at 636.5 ft., the last one yields 14.1 sections of 45-ft. pipe (see Figure 2).
Looked at a different way, using the coverage provided by 1 gal. of the UV formula (14.1 sections) as a reference, the customer would need 3.7 gal. of the water-based formula or 5.56 gal. of the solvent-based formula to provide similar coverage. The UV product provides the least expensive coverage, requiring 1 gal. at $51.24/gal. The water-based product is in the middle at 3.7 gal. x $15.13/gal. = $55.98, and the solvent-based formula is the least cost-effective at 5.56 gal. x $11.71 = $65.11.
Coating the Annual Output. So far, the cost difference isn’t much. This pipe producer could save about a dollar on each 45-ft. length of pipe if he changed to a UV-cured coating. Considering all of the costs associated with mining the iron ore, turning the ore into steel, converting the steel into pipe, and coating it, saving a dollar on each length isn’t significant. However, if we multiply that savings over a year’s production, it adds up.
With an annual pipe surface area per year of 106,369,200 sq. ft. (938,000 pieces x 113.4 sq. ft./piece), the solvent-based coating provides 288.7 sq. ft. of coverage/gal., so the pipe producer needs 368,390 gal./year. At $11.71/gal., the annual cost is $4,313,847. The UV-cured coating provides 1,604 sq. ft. of coverage/gal., so the pipe producer needs 66,310 gal./year. At 351.24/gal., the annual cost is $3,397,735. The savings is $916,112 annually.
Beyond coverage area per dollar, a UV-cured coating can offer other cost savings and benefits. Because it contains solids only, you pay to ship the product only; you don’t pay to ship anything that later evaporates. It contains no water, so it can be shipped and stored outdoors during winter months with no special considerations to prevent freezing. Because it contains no solvents or volatile organic compounds and it’s not flammable, it’s not hazardous to store and use. Finally, the equipment footprint for a curing system usually is small and the processing time is fast because the coating cures almost instantly when exposed to UV light.
Michael Kelly is vice president of global sales for Allied PhotoChemical Inc., 16024 Angelo Drive, Macomb, MI 48042, 586-232-3637, info@alliedphotochemical.com, alliedphotochemical.com.
Michael Bonner is vice president of engineering and technology for Saint Clair Systems, 586-336-0700, 12427 31 Mile Road, Washington, MI 48095, scs@saintclairsystems.com, viscosity.com.
Dan Montoney is chief technology officer for RapidCure Technologies, 7030 Fly Road, East Syracuse, NY 13057, 888-847-3610, rapidcuretechnologies.com.


The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





