















Choosing the right coated abrasive for plate finishing applications
A look at grain properties
 |
| Choosing the proper abrasive starts with understanding how the grain’s shape and other characteristics affect its suitability for the type of metal being finished and the surface finish required. |
Some types of coated abrasive grains are aluminum oxide, zirconia alumina, ceramic aluminum, and silicon carbide. Different types of carriers, or backings, that support the grains include cotton or polyester, or a combination of both known as poly/cotton, and vulcanized fiber, which is used for resin fiber disks. Some backings are flexible for use on contoured parts and some are stiffer for flat finishing. The backing can be treated to make it suitable for wet applications.
It is very important to apply the right abrasive for the job. Choosing the wrong abrasive can have tangible costs, such as poor product quality, more setups, and more part rework, as well as intangible costs, such as operator fatigue and discomfort, which can result in decreased productivity.
Choosing the right abrasive starts with understanding how the grain's shape and other properties affect its suitability for the type of metal being finished and the surface finish required.
Choosing a Grain Type
Plate finishing is broken up into two basic operations: grinding and polishing.
Grinding is performed when large amounts of material must be removed at very high rates. Rough grinding usually is required to remove burrs; heavy weld spatter; and dross, the tough scale that occurs as a result of thermal cutting processes. Grits for grinding can range from a coarse 24 to a fine 120.
Polishing is either a cosmetic process that prepares the part for its final appearance or a functional one that prepares the part for subsequent processes such as painting and coating, galvanizing, chrome plating, or welding. Polishing is required to remove the oxidation that often results from laser cutting. Grits for fine polishing usually range from 80 to 600.
Some grain types are inherently better for one type of finishing than another. Generally, zirconia and ceramic grains are better for rough grinding, and aluminum oxide and silicon carbide grains are suitable for polishing. The type of metal to be finished is another consideration. After determining finishing requirements, it is reasonable to ask, "When do I choose zirconia over ceramic for rough grinding?" or "When do I use aluminum oxide instead of silicon carbide for fine finishing applications?"
Understanding the characteristics of ceramic aluminum, zirconia alumina, aluminum oxide, and silicon carbide grains will help the user select the right grain for the application.
Ceramic aluminum, a sharp microcrystalline grain, cuts aggressively under light to moderate pressures (see Figure 1). Its quick cutting capability makes it suitable for grinding stainless steel, titanium, and high-nickel alloys. It works well on applications in which high rates of stock removal are required under light pressures, such as when plates require rounding or dimensioning.
 |
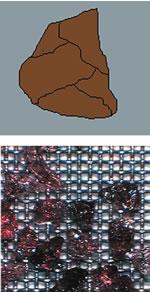
| Figure 2 Zirconia alumina lends itself to the higher temperatures and heavier pressures that are present in high-stock-removal applications. |
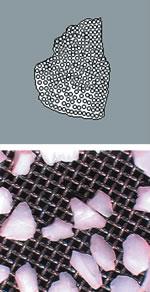 |
| Figure 1 Ceramic aluminum, a sharp microcrystalline grain, cuts aggressively, which makes it suitable for grinding stainless steel, titanium, and high-nickel alloys. |
Ceramic aluminum's microcrystalline structure gives it a very long life. It is temperature-sensitive, meaning that removing heat from the cut extends the life of the grain. Quite often ceramic products require grinding aids to reduce heat.
Zirconia alumina, although less expensive than ceramic aluminum, also is a single crystal that is very tough and sharp (see Figure 2). In fact, this grain is so tough that it withstands heat very well. However, a common problem with zirconia grain is glazing, which occurs when the grains dull from insufficient grinding forces. Rubbing the dulled grains causes the metal to adhere to the tips of the grain. Reducing glazing requires heavier grinding forces to fracture the grain and enable resharpening. Therefore, zirconia lends itself to the higher temperatures and heavier pressures that are present in high-stock-removal applications.
Zirconia's advantage over ceramic primarily is its performance in high-heat and heavy-pressure applications, such as those characterized by mechanically applied pressures that generate a large spark array. The heavy grinding pressures effectively resharpen the grain, promoting long wear life without adverse effects from the high temperatures. Plate examples are power-pack grinding of castings and automated grinding of fixtured tools.
 |
| Figure 4 Silicon carbide's sharp shape and extremely hard properties make it the most suitable grain to work on titanium, cobalt, and INCONEL® alloys. |
 |
| Figure 3 Soft metals such as aluminum and some carbon and stainless steels usually are good candidates for aluminum oxide. |
Aluminum oxide is a single-crystal grain used in most polishing applications because of its durability and longer service life than silicon carbide's (see Figure 3). This grain is less tenacious than ziconia and therefore requires less pressure to prevent glazing. Soft metals, such as aluminum and some carbon and stainless steels, usually are good candidates for aluminum oxide grain products. For the most part, these metals are not as sensitive to the heat that is sometimes generated by the aluminum oxide grain because of its crystalline structure.
Silicon carbide, also a single-crystal grain, is the sharpest and hardest of all grains, but it is also the most brittle of all, resulting sometimes in a short service life (see Figure 4). This grain's advantage is its ability to work well on very hard, tenacious metals such as titanium, cobalt, and INCONEL® alloys. Silicon carbide's sharp shape and extremely hard properties make it the most suitable grain to work on these metals. Conversely, the "blocky" nature of aluminum oxide grain renders it incapable of penetrating these surfaces efficiently, causing higher heat generation and resulting in a shorter service life.
In addition, because of silicon carbide's sharp, slender shape, it produces a brighter finish profile on stainless steel and some carbon steels.
Mark Boudreau is corporate engineering manager and Dave Jacoby is corporate sales and marketing manager, VSM Abrasives, 1012 E. Wabash St., O'Fallon, MO 63366, 800-737-0176, fax 636-272-7434, vsm@vsmabrasives.com, www.vsmabrasives.com.
About the Authors
About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




