















Senior Powder Sales Manager

Automated powder coating applications systems with accompanying automated color-change capabilities can go from spraying one color to another in approximately 10 minutes.
As more metal fabricating companies embrace lean manufacturing principles, they are beginning to look beyond the blanking, bending, and welding departments. No stone is being left unturned in search of waste.
That includes the powder coating line. Metal fabricators involved in powder coating are looking for that right balance of system flexibility, maximum uptime, and efficient material consumption.
Some might assume that such a balancing act might require a large investment in state-of-the-art application and powder-reclaim technology. They would be wrong. Lean powder coating practices are a real possibility for a shop of any size. It’s just a matter of determining what they want to accomplish.
At the core of any discussion about being a lean powder coater is the need to change colors. When the powder coating line is down for a color changeover, parts are not being finished. Meanwhile, the powder coating spray technician is still being paid, and the pretreatment system and curing oven are both running. If a color change takes place, management wants it to happen as quickly as possible.
This can’t be done haphazardly, however. If a shop doesn’t do a good purge of the powder lines, which feed the powder from the feed source to the part, it can’t get a good part. For example, if the shop is applying a finish with a liquid paint, mixing white and red results in a pink coat, which might not meet the original specification but still look OK. If it applied a white powder coat with a line that wasn’t properly purged of the previously applied red powder, the shop could end up with a red part with white specks; the powders don’t blend.
That is why equipment makers spend so much time developing systems that purge out the powder quickly and completely. For larger systems, those same companies design equipment so that all areas where powder coating is in process can be easily accessed and cleaned between color changeovers. Cleanliness helps to prevent potential quality problems.
With that in mind, the metal fabricator looking to minimize the color-changeover time needs to ask itself just what is the mix of colors being sprayed. If a shop has 15 color offerings, but changes colors only once or twice a shift, it likely won’t require a technologically advanced color-changeover system; manual intervention may be enough. (Even a company spraying just one powder coating color over a shift should commit to cleaning the application guns after every shift.)
If the shop with 15 color offerings changes colors 15 times over a 24-hour day, it might want to consider a technological intervention to handle the color changeover. Keep in mind that such an investment should not be looked upon as being the silver bullet in optimizing a powder coating operation. Fab shops should already have their processes, such as scheduling and quality monitoring, nailed down before making the investment. By establishing as much operational efficiency as possible before a capital equipment investment, the fab shop can feel confident that it will make the most of its newfound capabilities.
Reclaiming powder overspray and reusing it seems like the right thing to do, but first impressions can be deceiving. For many shops, it might not make sense.
Every metal fabricator with a powder coating line should keep this in mind as it weighs material reuse against powder coating uptime: In many cases, line time is more valuable than the cost of the powder material. That fact has been proven out consistently over the years and across manufacturing settings of all kinds.
Small or medium-sized fabricating shops looking to make color change as efficient as possible in their operations might consider new lean application equipment that is designed to allow an operator to change colors in less than a minute.
In fact, it’s safe to assume that it’s going to cost a manufacturer around $500 per hour to run that powder coating line. This includes the powder material being sprayed, the salary and benefits of the spray technician, the energy being used to run the curing oven, and the chemicals in the pretreatment tank, just to name a few of the factors that influence that hourly cost.
The price of standard RAL powder coating materials averages $3.50/lb. With that in mind, a fabricator interested in reclaiming and recycling powder in an environment with multiple color changes will want that process to be as efficient as possible. Now if that same fabricator is powder coating a high volume of parts, then the cost per part can be improved by actually reusing the oversprayed powder material.
On the other hand, a fabricator that is powder coating a large item, such as a dumpster, which might take more than 10 minutes to finish, likely will not have any interest in recycling the powder. Throwing away a few dollars’ worth of powder to keep that line moving and maximizing the production of products is the winning recipe for that fabricator.
Most important, from a time perspective, reclaiming powder for reuse is going to add extra time to the color changeover. As mentioned previously, powder materials can’t be mixed because the resulting coat would be unacceptable for almost all jobs. That means a thorough cleaning of the entire powder delivery system is needed to ensure the quality of the reclaimed powder.
The good news for metal fabricators interested in reclaiming and reusing the powder is that color changeover can be done in 10 minutes. The technology is not fast as lightning, but it has advanced to the point where it makes equipment from even 10 years ago seem incredibly slow by comparison.
What takes place in that 10 minutes? In the most automated systems, the color-changeover process starts with the line technician initiating the change on the intuitive touchscreen control. The cleaning inside the powder application booth is performed by powerful air pulses, which convey the fallen powder to the central channel extraction area. (Also, because the powder delivery is automated, only a small amount of overspray has to be cleaned up.) The cleaning of the automatic guns inside and outside is done without manual intervention and in seconds. Automated cleaning of the pumps and key areas, such as the sieve and the collection tank, takes place. (Unusable powder particles are reliably filtered out by means of air turbulence, and the remaining powder, once it has been carefully sieved, is collected for reuse.) The operator selects the next color to be powder coated, and the system is ready to respond.
Automated systems without reclaiming requirements can change color in about half of the time. Technology buys efficiency, but that may not be for everyone.
Shops that have a more manual approach to powder coating also can be ensured that a steady pace of production can be achieved. Less complex systems have been developed to bring quick color changing to the masses.
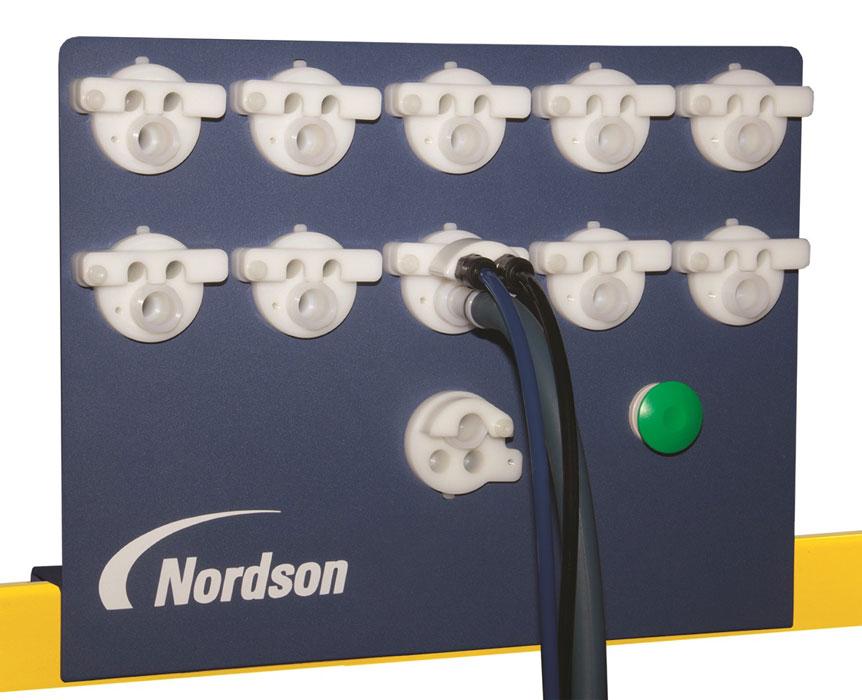
For instance, with a recently released system to the market, color change occurs in a few quick steps. When the spray technician wants to make a color change, he disconnects from the previous color, connects to the purge station, cleans out the hose, and reconnects to the new powder color. This takes place in about 30 seconds.
Such a system has the added benefit of reducing the amount of powder that is purged from the lines. Instead of purging the entire line that feeds back to the material source, the technician is purging only the short length of delivery hose, from the cleaning manifold to the spray gun.

Training not only helps to create more engaged employees in the powder coating department, but also acts as a motivator for everyone to take ownership of the finishing process.
While technology certainly can help any metal fabricator in its battle against waste, skilled personnel are just as valuable. That’s why fabricating companies should consider investing in training for their powder spray technicians.
The training, particularly when it’s done off-site, allows the employee to learn not only the right way to do things, but also see what happens when things don’t go according to plan. He has more time to mess up a part and observe what happens when a mistake, such as too much powder buildup, occurs. He also gets more familiar with the equipment before returning to the job where the main focus is on finishing the part and sending it on its way to the customer.
Such training also is proof to the individual that his employer is willing to invest in him. That motivates the employee to take more ownership of the powder coating process, which is another key component in establishing a lean finishing operation.
Greg Dawson is a senior powder sales manager, Industrial Coating Systems, Powder Group, Nordson Corp., 300 Nordson Drive, Amherst, OH 44001, 800-433-9319, www.nordson.com/ics.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





