















Hydroforming continues to pick up market share, enhance vehicle safety
Nissan Titan’s door-to-roof support assembly is narrower, stronger, lighter than stamped equivalent

It would be an understatement to say that automotive engineers are creative. Since the industry’s infancy, when the original designers came up with a simple mode of personal transportation, they have spawned countless variants, including luxury, sport, economy, utility, and off-road. Among the oldest and most versatile is a utilitarian vehicle, the pickup truck.
One of the earliest versions was introduced in 1913, and since then they also have proliferated in size, style, and features. Modern trucks are available in dozens of combinations of body styles and drivetrains—standard cab, extended cab, crew cab, and king cab body styles; gasoline and diesel engines; manual and automatic transmissions; two- and four-wheel drive capability; and various carrying and towing capacities. Like modern passenger cars, high-end pickup trucks have the luxuries of a contemporary living room: spacious interiors, comfortable seats, advanced sound systems, Wi-Fi capability, and other modern features such as navigation systems and backup cameras. One such full-size truck is Nissan’s Titan®, which has been on the market since 2003. After a redesign for the 2016 model year, it earned 8.4 points out of 10, ranking No. 4 in its class as reviewed by U.S. News & World Report. The XD model was named 2016 Truck of the Year by Cars.com.
Longtime Tier 1 automotive components supplier and designer Vari-Form® developed an assembly for the 2016 Titan that reduced the part count, improved the vehicle’s integrity, and reduced its weight.
A Tale of Two Technologies
When Vari-Form got involved in the Titan, Nissan had had nearly a decade of experience with the many stamped-and-welded assemblies used throughout the vehicle. For 2016 Vari-Form proposed replacing a conventionally made body assembly for a hydroformed assembly, which is the company’s forte. Its expertise in this area is substantial.
“The first hydroformed part used in a mass-produced automobile was an instrument panel beam for a Chrysler minivan,” said Terry Nardone, director of sales and marketing for the Crowne Group, Vari-Form’s parent company.
“Vari-Form did quite a bit of the development work on that part, and because the company was the only automotive supplier involved in hydroforming at that time, it developed the market,” he said. That was back in 1990, and it led a headlong rush to convert countless parts and assemblies to hydroforming.
After replacing that first component, hydroforming’s role grew and it gained a lot of traction in replacing assemblies of components. This doesn’t mean that hydroforming is going to replace stamping, which is a fast and capable process backed up by a vast reservoir of experience. However, hydroforming does have an important place in the automotive industry. Hydroforming a component isn’t as fast as stamping a like component, but often a complex assembly based on a hydroformed part is lighter, stronger, and has fewer parts and therefore is faster to produce than a like assembly of stamped parts welded together.
For several years, automobile engineers worked to convert parts and assemblies from stamping to hydroforming, but sometime in the early 2000s they began designing parts for hydroforming, skipping stamping altogether. These days, Vari-Form takes a big-picture view of hydroforming’s role. The company’s strategy, Hydroforming-intensive Body Structures (HIBS), regards hydroforming not just as a way to make better parts, but as integral to making better automobiles.
Jamb, Pillar, and Rail. “This design began as a follow-up to a discussion that started quite a few years ago,” said Gurpreet Aul, P. Eng., one of Vari-Form’s project engineers. “In December 2010 Nissan needed a new roof rail for the Titan,” he said. “It would be a new generation of the truck and it would have to meet new safety requirements.” Vari-Form saw an opportunity in the hinge jamb, A-pillar, and roof rail (see Lead Image).
“Nissan already had a design that had met the crash-test requirements,” Aul said, referring to an assembly that comprised a bent tube with some stamped components attached to it. This wouldn’t be an easy sell; Nissan already had a proven component, and overcoming momentum is usually a challenge. Aul knew that an alternative part would have to provide substantial advantages to interest Nissan.
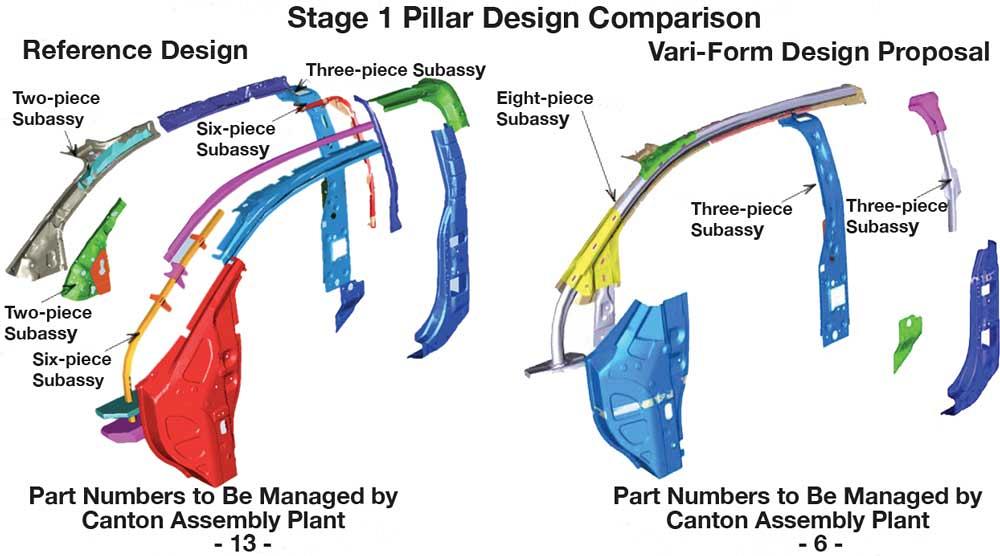
Figure 1
The reference design for the 2016 Nissan Titan was intended for an update to the truck’s design, which led to a redesign of the jamb, A-pillar, and roof rail (left). The engineering staff at Vari-Form worked with Nissan engineers to develop a lighter-weight assembly that reduced the part count.
Still, Aul knew that the company had a good chance of developing an assembly that would overcome any potential resistance to change.
More Material in Less Space. “Hydroforming changes the tube’s shape,” he said. “This allows us to pack more tube into the available space. In other words, we can pack in more tube than the space seems to allow.” Using the space as effectively as possible is key in a pillar.
“Because this component is in the windshield area, an overriding goal is to make the part as narrow as possible,” said Blair Longhouse, P. Eng., engineering manager. Less steel leaves more room for glass, a safety benefit.
“Making a narrower pillar improves driver visibility,” Aul said.
Another goal concerned strength. The reference part was an assembly of 22 separate components joined by welding.
“Joints compound stresses,” Aul said. If Vari-Form’s engineering team could reduce the part count, they’d reduce the number of joints, which would mean the assembly could withstand more stress. The primary strength goal concerned the weight-bearing capacity of the part. Based on requirements set forth by the National Highway Traffic Safety Administration, the vehicle’s roof would have to support three times the vehicle’s weight to protect the occupants in a case of a collision or a roll-over. Other potential results of reducing the part count would be weight reduction, which improves fuel economy, and less time needed to build each assembly. It also would make it just a little easier to install each assembly.
“When you have more parts in an assembly, you have more dimensional variation, which means you have more variation in fit-up,” Aul said.
This didn’t mean that the project would be easy. The proposed assembly would be substantially more difficult to hydroform than a typical chassis or engine cradle component, Aul said. Body components typically have higher diameter-to-thickness (D/t) ratios and thinner walls than structural members, so the process requires careful analysis. Thinner walls are more likely to wrinkle when compressed and tear when stretched, so the material’s yield strength and ductility are more critical, as are process steps, die design, and lubrication. Taking all that into consideration, the team also was interested in using a high-strength material. Although increasing the strength makes it more challenging to form, the payoff is that the part needs less material, generating additional weight savings.
It’s not necessarily difficult to do all of this; it’s difficult to do it in a restricted space. It wasn’t like designing a component early in the design process. The Titan had been produced for years when Vari-Form got involved in this assembly.
“We had significant design constraints,” Longhouse said. “The body side outer and body side inner locations could not change.”
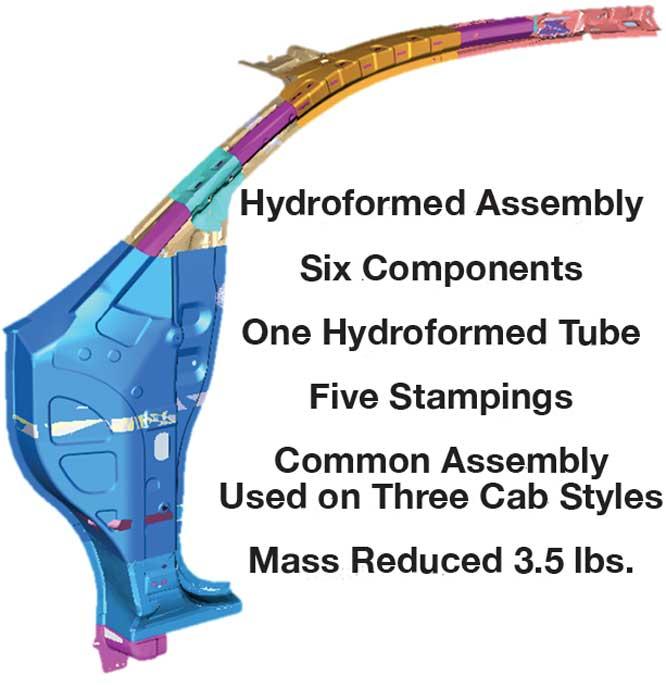
Figure 2
The revised proposal of Vari-Form’s jamb-pillar-rail assembly reduced the part count by 20 items and 35 pounds per vehicle.
“It’s challenging when the dimensional parameters are set, but then again, this is our area of expertise,” Aul said. “Nine times out of 10, our work involves existing assemblies. The question is always the same: ‘Here’s a stamped part. Can you do better?’”
Modern Technologies Assist Modern Manufacturing Processes
Quite a few modern technologies help make the development work go much more quickly—and the manufacturing go much more smoothly—than it did when hydroforming was new. Choices among modern alloys, advances in software and computing speed, and computer numerical control (CNC) for machines are three specific factors that have influenced and assisted in the development of hydroforming.
For the jamb-pillar-rail assembly, the reference material was DP-600, a dual-phase material with an ultimate tensile strength (UTS) of 600 megapascal (MPa), or 87,000 pounds per square inch (PSI). Although it wouldn’t be too difficult to form, the engineering staff knew that it wouldn’t be strong enough for its proposal. It chose to work with DP-980, a material with 980-MPa (142-kPSI) UTS.
Much of the development work these days is done by simulation software. After designing each part and working out the particular characteristics of the entire assembly, Vari-Form’s engineering team relied on computing power to run dozens of iterations—in some cases nearly 100—to optimize the design, and then did further development work based on the outcomes of those simulations.
It didn’t end there. The company partnered with Altair, a firm that specializes in such simulations. After Vari-Form ran simulations on the part, Altair would run simulations on the entire vehicle—a process that typically took several hours, usually overnight—and Nissan would do the same.
At the manufacturing stage, strict control over the bending and forming processes is another aspect that makes such complex components possible. CNC assists benders by minimizing or eliminating wrinkling in compression zones and excessive wall thinning or tearing in elongation zones, while control over the hydroforming press’s cylinders help to keep good control over the material as it flows through the die.
Taking the material, design, and manufacturability into consideration, the outcome was a substantial reduction in part count and complexity (see Figure 1).
A Changing Crashworthiness Standard
The Vari-Form team wasn’t finished. The roof rail went through a second design iteration.
“Offset crash standards were announced suddenly for the North American market,” Longhouse said. Previous crash standards involved a head-on collision with a stationary object as wide as the vehicle; a small offset crash involves a rigid object that is 25 percent of the width of the front of the vehicle, and a moderate offset is 40 percent of the width. The standards refer to collisions with objects on the driver’s side and the passenger’s side.
To quote the rationale as stated by the Insurance Institute for Highway Safety:
To help encourage further improvements in frontal crash protection, the Institute in 2012 introduced a driver-side small overlap frontal crash test. The test is designed to replicate what happens when the front left corner of a vehicle collides with another vehicle or an object like a tree or utility pole. This crash test is a challenge for some safety belt and airbag designs because occupants move both forward and toward the side of the vehicle.
In the driver-side small overlap frontal test, a vehicle travels at 40 mph toward a 5-foot-tall rigid barrier. A Hybrid III dummy representing an average-size man is positioned in the driver seat. Twenty-five percent of the total width of the vehicle strikes the barrier on the driver side.
“To meet the new standard, we lengthened the tube so it extended all the way down to the sill and reinforced the A-pillar,” Aul said. “To make matters as simple as possible for Nissan, we designed one part to be cropped as necessary to fit all of the cab variations,” he said, referring to single cab, crew cab, and king cab (see Figure 2).
Although the automotive manufacturers can develop tubular parts, they don’t have to. This is Vari-Form’s forte.
“This is all Vari-Form does, and we do it very fast,” Aul said. “Often we can simply look at a design and tell if it’s going to work or not.”
“We’ve made 100 million parts and never been called out for a supply issue,” Longhouse said.
How Strong Is Strong Enough?
The goal was to hydroform the part from material with a UTS of 1,000 MPa (145 kPSI). Vari-Form got close, within 2 percent, by using DP-980. Other materials and processes were available that would have put the part well over then 145 kPSI threshold, but Vari-Form determined that 980 was sufficient, and some of the other alternatives would cause too many forming difficulties to be worthwhile. It’s a matter of a sound cost-benefit analysis: If the engineering staff tries to make this part stronger, will the manufacturing team be able to make it at all? It’s not a matter of making a part as strong as possible, but making it strong enough for the application and doing so efficiently.
“We were working in an area in which increasing the part strength led to diminishing returns,” Longhouse said. “Many people think that more is better,” he continued, “but that’s not always true. More is more, but more isn’t necessarily better,” he quipped.
Vari-Form®Corp., www.vari-form.com
About the Author

About the Publication
subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Zekelman Industries to invest $120 million in Arkansas expansion

2
3D laser tube cutting system available in 3, 4, or 5 kW

3
Corrosion-inhibiting coating can be peeled off after use

4
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.

5
HGG Profiling Equipment names area sales manager
