
















Editor-in-Chief

Powersports enthusiasts are a demanding lot. They want the latest engine optimization offerings as soon as they become available. That means Factory Pipe wants to deliver its performance exhaust systems to its OEM customers as soon as possible.
“We’re not providing basic transportation. We’re providing exciting user experiences.”
That’s Ross Liberty talking about the powersports industry that his company builds exhaust systems for. It sounds like marketing speak, but it captures the essence of the powersports consumer. They don’t want to wait for the latest technological refinements that will help them squeeze more horsepower out of an engine. They want them now.
In serving customers that build these all-terrain vehicles and snowmobiles, time to market is king. That’s why Liberty’s company, Factory Pipe, aims to provide the complete package—design, manufacturing, and delivery of exhausts—to its powersport OEM customers.
“Our design-build model, integration of product and process knowledge, and in-house tooling provide for the shortest time to market, which in turn promises the most exciting user experience,” Liberty said.
To be able to deliver on this mission, the Ukiah, Calif.-based manufacturer is an extremely vertically oriented company. It not only designs and manufactures the product, but it also makes its own deep-draw tooling, weld fixtures, and leak-check fixtures. It doesn’t look to outsource anything it doesn’t have to. Just like powersports enthusiasts know, staying in control as much as possible allows you to enjoy yourself amidst the chaos unfolding around you.
Liberty didn’t learn these lessons overnight. His manufacturing education began as a teenager in the 1970s.
Liberty made his first exhaust pipe when he was 13 years old. He was looking to squeeze some more horsepower out of his Hodaka motorcycle with a 90-cc engine.
A few years down the road, he took a job making aftermarket exhaust pipes and learned how some of the smaller aftermarket manufacturers were doing it. They were rolling cones and assembling the different parts to create the exhaust systems. Liberty had other ideas. He wanted to walk in the footsteps of the big boys that stamped parts.
Of course, he didn’t have the budget, just the will. It turned out that was enough.
Using a torch and a grinder, he created some tooling from basic plate material. He cobbled together the makings for a crude stamping press. For power, he got creative and leaned on his 1963 Chevrolet Impala. He disconnected the car’s power steering and hooked it up to the hydraulic cylinder on his press. When the car was running and connected to the press, he could turn the steering wheel left to open the press and then right to close the press.
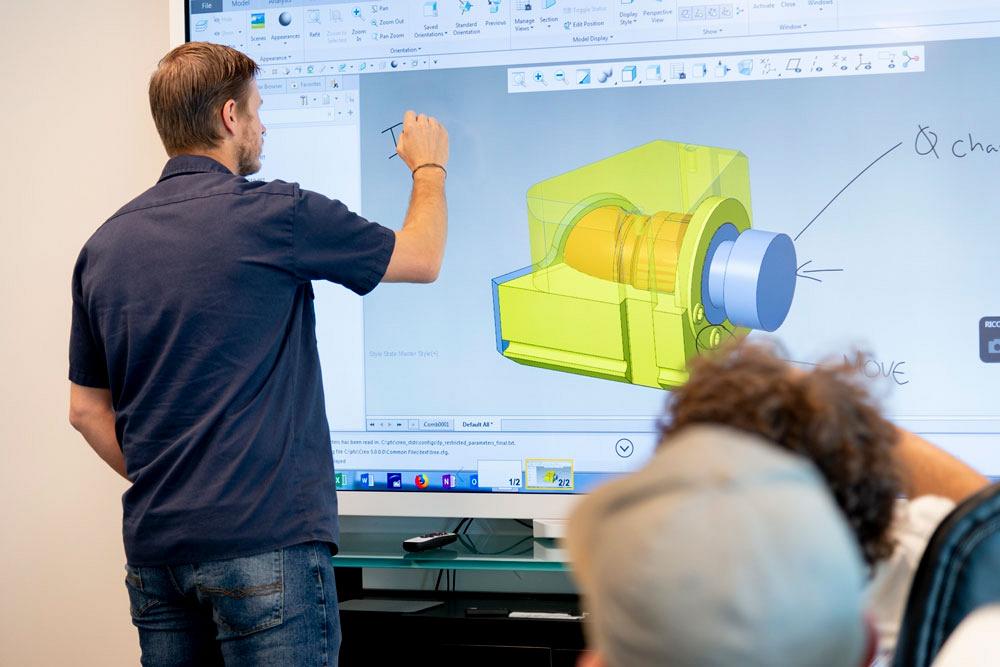
Figure 1
Factory Pipe prides itself on focusing solely on exhaust systems for the powersports industry. It sees its extensive knowledge of this area as a value-added service that other competitors can’t match.
“I had no idea how all of this stuff worked, but I needed to stamp this part out,” Liberty said. “This was all I had, so I was going to make it work.”
He also found a way to make his own tooling more efficiently than sending it out to a tool and die shop. He formed, assembled, and welded an exhaust, and then filled the form with molten aluminum. After it cooled, the aluminum was cut in half with a band saw, creating the beginnings for tooling for both sides of the exhaust.
By 1977 Liberty was firmly established as an exhaust system manufacturer for other aftermarket component companies. Since then most of the industry has adopted stamping and welding as the method for fabricating exhaust systems. But in many ways, they are still chasing Liberty and his shop.
He was an early adopter of robotic welding cells, which helped to streamline the welding operations. Factory Pipe now has 10 welding robots.
He also took on laser cutting about 15 years ago. Liberty said he was looking for a 2-D laser cutting machine at the time but changed his mind when he saw an Amada Theta laser cutting machine in action. It was capable of 2-D and 3-D cutting, which was a game-changer considering most competitors were using either a band saw to chop away the trim on parts coming off presses or paying for expensive trimming dies to do the same job.
Liberty realized that it took only an hour at the most to create a trimming program to run on the laser cutting machine. Competitors would wait months just to get a trim die made.
“That really made a big difference in the motorsports world because it’s all about time to market. It’s critical,” Liberty said. “The laser also gave us the flexibility and ability to change quickly.”
Liberty’s understanding of the market was critical in growing the business over the past couple of decades. Factory Pipe is now up to 50 employees and serves OEMs and aftermarket suppliers all over the country (see Figure 1). The business has evolved from low volume and high mix to more of medium mix and volume. Liberty said a typical product run might be 2,000 to 3,000 for one type of exhaust assembly (see Figure 2), with the largest of such a run being 20,000.
To stay on top of the demand for Factory Pipe’s services and try to be competitive in California, Liberty still keeps his eyes peeled for advanced technology. That led him to his new fiber laser cutting cell installed in early 2018.
Liberty said he had been keeping his eye on fiber laser cutting technology and knew it could have a big impact on Factory Pipe’s operations. He considered several 3-D laser cutting machines from large manufacturers, but was convinced to consider a 3-D laser cutting cell (see Figure 3) by an automation technician, who recommended FANUC robotic integrator Dynamic Robotic Solutions (DRS), Auburn Hills, Mich.

Figure 2
Being vertically oriented, Factory Pipe controls all aspects of production, including powder coating.
What made the DRS technology pitch stand out was that the equipment was not only going to deliver the speed and accuracy of the new fiber laser cutting technology, but the cell also would contribute to consistent one-piece flow downstream. Only those parts that were required downstream would be trimmed at that moment. The equipment was tailored for Factory Pipe’s work flow.
This is how it works, according to Liberty. The cell can be loaded with up to 20 different parts at any one time (see Figure 4). If a welding job is completed on one of the robotic welding cells, that cell indicates a part has been finished, and the software initiates a trim cutting program in the fiber laser cutting cell. Only that specific exhaust stamping is trimmed. When the trimming is completed, an operator removes the exhaust components and sends them to the welding department.
What about the other parts that might be sitting in trim fixtures? They just sit there, untrimmed, until the laser gets the signal to trim a part for downstream demand.
“It’s the ultimate in single-piece flow,” Liberty said.
If the welding department is really hopping, the laser cutting cell’s operator is much more involved. He can unload one side of the table while the robot with its laser cutting head goes to work on the other side of the table. The robot can always be cutting, when needed (see Figure 5).
“This thing has outperformed our three older CO2 lasers,” Liberty said. “It’s at least as fast as those lasers combined, and it’s more accurate.”
That accuracy is making the welding operation more efficient as well. Because of the more accurate cuts, the welding robots can proceed as programmed and not run into difficulties associated with inconsistent gaps. A Faro laser scanner that was once the safety net in terms of catching trimming errors is now looked upon as a reminder of how well the laser cutting cell is performing on a day-to-day basis, according to Liberty.
“I never would have expected a one-off machine like this to perform as reliably as it has,” he said. “It’s not like they built hundreds of this type of cell. They built one and hit it out of the ballpark.”
The technology introduction has contributed to the bottom line as well. Factory Pipe has seen a 50 percent improvement in productivity when it comes to laser trimming and watched overall production costs decrease as less overtime is needed, rework in welding is reduced, and energy consumption has fallen. (A fiber laser has a wall-plug efficiency—the total electrical-to-optical power efficiency—that is about three times that of a CO2 laser.)
Liberty said the responsiveness of the equipment gets him most excited. The factory floor is ready to respond at a moment’s notice. Laser trim programs can be created within an hour. Because no hard tool trim tooling is involved, trim fixtures can be created in hours. And when the welding department needs exhaust components, the laser cutting cell can deliver a trimmed part in minutes.
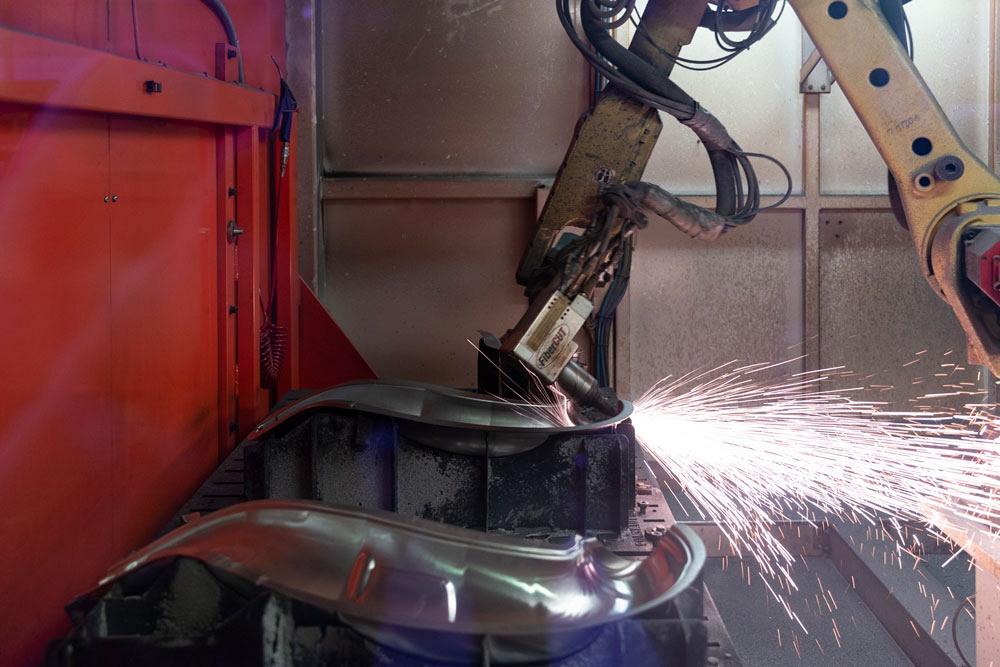
Figure 3
A FANUC robotic arm and Laser Mechanism FiberCUT® laser cutting head comprise the laser cutting apparatus used to trim exhaust system parts.
Serving the market that it does, Factory Pipe understands that timing is everything. Liberty knows this. The company plans to purchase another FANUC fiber laser trimming cell from DRS next year.
Photos courtesy of Factory Pipe, www.factorypipe.com
Dynamic Robotic Solutions, www.drsrobotics.com/na
FANUC Robotics, www.fanucamerica.com



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}