















Laser Division Product Manager

You can improve a fiber laser blanking’s cut edge by optimizing the assist gases and taking advantage of updated nozzle technologies.
Once a new and unfamiliar technology in the sheet metal fabrication industry, fiber lasers now are considered a proven and reliable approach to blanking operations.
One benefit of using fiber lasers to perform blanking is the clean, oxide-free edge that you can obtain using a nitrogen assist gas with it. The absence of oxidation improves downstream processes such as powder coating and welding because better adhesion and weldability can be achieved.
You can improve a fiber laser blanking’s cut edge by optimizing the assist gases and nozzle technologies.
Nitrogen purity levels play a large role in edge and part quality. Understanding what to expect from purity levels can help you achieve the desired part quality and other end goals such as powder coat adhesion or weldability. If a bright silver finish is desired for industries such as medical and food-grade equipment, a purity rating would need to be 99.9 percent (see Figure 1).
If the market you supply is agricultural implements and powder coat adhesion and parts per day are your main areas of focus, a lower nitrogen purity level such as 98 or 99 percent can achieve the required results. Understanding which level is needed is important in sizing your nitrogen generator upfront to avoid disappointments in edge quality or machine performance after the fact.
Whether a fiber laser is your first laser blanking machine or you have transitioned from a CO2 laser machine, your assist gas consumption, especially nitrogen, will be higher. This increased nitrogen consumption is caused by several factors.
With fiber technology’s availability of much higher wattage ratings than CO2 laser cutting machines, you can now process materials that previously had to be cut with oxygen. Your CO2 laser may have been limited to cutting mild steel with nitrogen assist gas at 3/16 inch thick, or 7-gauge material. With a fiber laser’s higher wattage capacity, the mild steel nitrogen processing range can be expanded to 3/8 in. or even ½ in. thick.
Because the processing range of fiber lasers is broader, it follows that nitrogen gas consumption will be greater as well. Having the ability to cut thicker material with nitrogen obviously will increase your nitrogen consumption because higher flow rates are needed.
For example, a 4-kilowatt CO2 laser may have used 1,700 standard cubic feet per hour (SCFH) to cut 3/16-in.-thick or 7-ga. mild steel. Cutting 3/8-in.-thick material will double gas consumption to 3,400 SCFH.
There are several ways to combat this increased nitrogen demand: gas mixing, nozzle technologies, and nitrogen-generation systems. All of these can help improve edge quality as well.
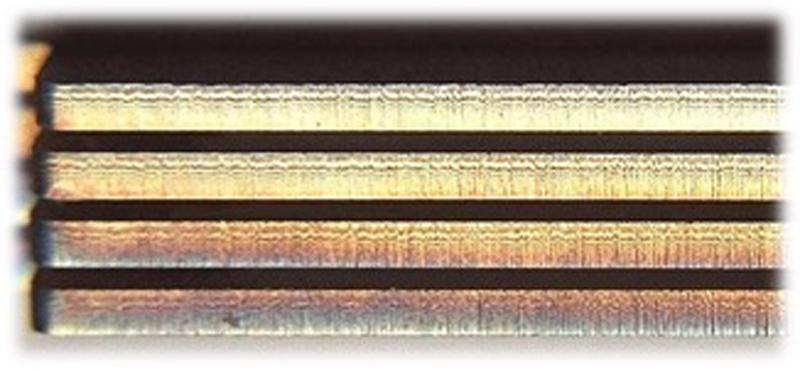
Figure 1
The higher the nitrogen gas purity, the brighter the finish.
Gas Mixing. Mixing systems allow you to bring regulated amounts of oxygen into your cutting process, reducing the amount of nitrogen being consumed. This actually results in better edge quality and increased feed rates in many materials too.
Once your nitrogen-delivery system has been determined, an option to consider to improve edge quality would be to add a gas mixer. The additional piece of equipment is inexpensive, has a small footprint, and can be added to almost any fiber laser.
If you have ever had to laser-cut aluminum with nitrogen assist gas, you have witnessed the burr and dross that often result. By adding a gas mixer to your setup, you can bring small percentages of oxygen into your cutting process to reduce or eliminate those burrs. The gas mixer is hooked to both the nitrogen and oxygen supply lines, and different levels of purity can be selected per the application.
There are also benefits to gas mixing when cutting mild steel. This is done in the same manner by adding small amounts of oxygen into the cut. This will result in better edge quality, increased feed rates, and lower nitrogen consumption.
Gas mixing applications are often paired with some of the newest nozzle technologies that allow you to cut with much lower gas pressures and flow rates. Reduced pressures can also reduce your cost per part.
Laser and Cutting Head Technologies. Different nozzle technologies have advanced to reduce nitrogen consumption and even improve edge quality. Some fiber laser machines allow you to apply beam mode changes and auto collimation features (see Figure 2). Fiber lasers have a beam mode with a very high-powered spot density. Known as the Tem00 mode, this is great for high-speed cutting in gauge materials.
Cutting thick plates requires a larger kerf to allow more material to be removed. An optimal mode for this application would be a Tem01. Choosing a laser that can make these mode changes automatically will help you to improve edge quality throughout the entire range of materials you are cutting. You can improve the cut edge quality even further by changing the depth of field and beam diameter with an auto collimation function.
Nitrogen-generation Systems. These systems reduce the cost of nitrogen and eliminate gas supply contracts. By purchasing your own nitrogen-generation system, you can take advantage of capital equipment depreciation, accelerating your return on investment.
So how is nitrogen generated? It is done by separating air into nitrogen, oxygen, argon, and other gases. It may surprise you that the air that we breathe is 78 percent nitrogen, 21 percent oxygen, 0.9 percent argon, and traces of CO2 and other gases.
When should you consider generated nitrogen? It is always a good option, especially if you are running multiple shifts or multiple lasers or if your product material mix calls for nitrogen-cut conditions.
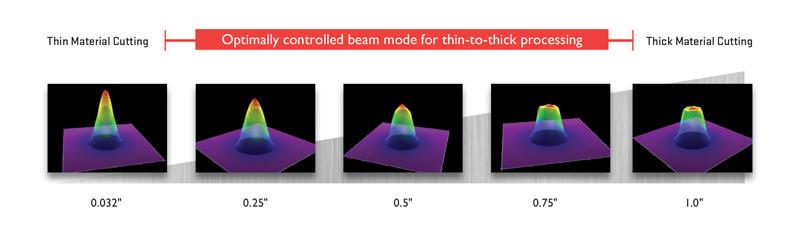
Figure 2
Using the optimal beam mode for the material improves cut quality.
Three types of separation systems are commonly used: membranes, pressure swing adsorption, and cryogenic fractional distillation of liquid air (bulk nitrogen systems).
1. The membrane system comprises hollow fiber membranes that are used to create a mechanical process to separate the air. This is achieved because of the molecular size variance of the nitrogen and oxygen molecules. The membrane polymer is designed to allow the fast-moving water vapor and oxygen molecules to diffuse through the membrane and capture the nitrogen as the product gas (see Figure 3). These systems are designed for 205-pounds-per-square-inch (PSI) delivery and are recommended for gauge materials. They have simple installation and a small footprint. These systems often are used on a one-to-one basis with the core laser machine.
2. When higher delivery pressures and flow rates are required than a membrane system can produce, a pressure swing adsorption system is recommended. This type of system is also recommended for multiple machines or if future expansion is desired. A pressure swing adsorption system uses a carbon molecular sieve as its method of adsorbing the oxygen molecules and delivering the desired nitrogen assist gas. The system can deliver much higher gas pressures as well as higher SCFH flow rates. It can also produce higher nitrogen purity levels.
3. Cryogenic fractional distillation of liquid air is the process of separating the gases from the air by cooling it until it liquefies. These are the bulk tank systems that often are used to provide assist gases to the laser. They can deliver high purity levels but are energy-intensive.
Generating your own nitrogen in-house is likely to accelerate your return on investment. It most cases, an ROI can be reached in less than two years. In shops with multiple shifts or if multiple machines are being used, the return is even sooner. After the ROI is reached, long-term savings will accumulate, attributed to the elimination of the monthly bulk gas delivery fees, equipment rental fees, and evaporation loss.
Evaluating a new large capital investment such as a fiber laser can be a lengthy and overwhelming experience. Often only feed rates or power ratings are inspected, but when other aspects are considered, the true cost proposition can best be seen.
If you have transitioned from CO2 laser technology to fiber laser technology, you probably have already experienced benefits. Perhaps one of the most noticeable is the lack of optics, which means that cleaning, aligning, and replacing optics is a thing of the past.
In addition, the electrical consumption savings of the solid-state beam generation reduces your hourly cost of operation.
Because the material processing range is expanded to include copper, brass, titanium, thicker aluminum, and stainless, you can expand your customer base or eliminate alternative cutting and blanking equipment formerly needed to blank these materials.
All of these cost advantages can offset the higher costs of greater nitrogen gas consumption.
Dustin Diehl is laser product manager for Amada America, 7025 Firestone Blvd., Buena Park, CA 90621, 785-430-9224, www.amada.com.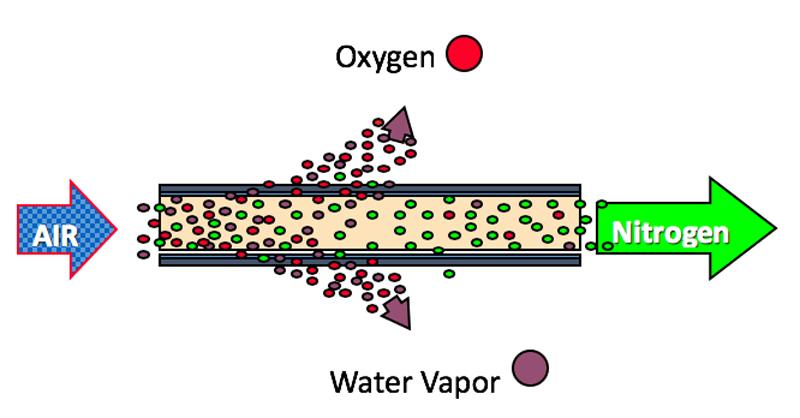
Figure 3
The membrane polymer allows fast-moving water vapor and oxygen molecules to diffuse through the membrane and capture the nitrogen as the product gas.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





