















Mechanical Engineer and Director of Business Development
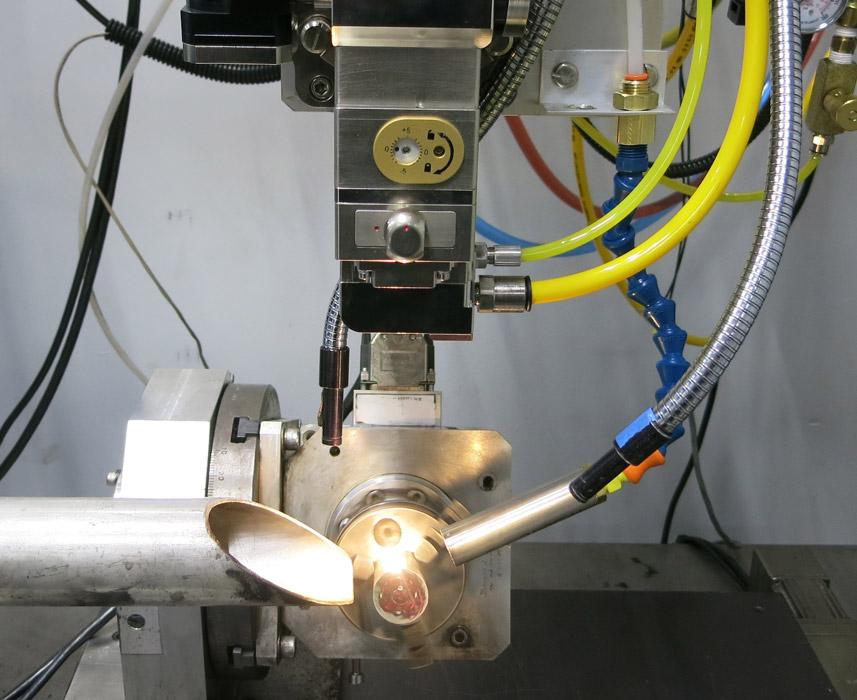
A laser beam welds a circumferential seam on a rotating workpiece.
“Which works best?” Who hasn’t heard that question when consulting with a customer about the fabrication of a part? In some cases, the question has a simple answer, but often not, and the decision to use process A or process B comes down to a comparison of pros and cons, with cost as the thumb on the scale that tips the balance.
For precision welding requirements, the choice is usually between electron beam welding and laser beam welding. Sometimes other types of fusion welding, such as GMAW or GTAW, might be an option, but arc welding processes don’t have the penetration, small heat-affected area, pinpoint precision, and weld purity of EB and laser welding. Electron beams and lasers can be focused and aimed with the exceptional accuracy required to weld the smallest of implantable medical devices, and yet also deliver the tremendous amounts of power required to weld large spacecraft parts. Electron beam and laser welding are versatile, powerful, automatable processes. Both can create beautiful welds from a metallurgic and an aesthetic perspective. Both can be cost-effective.
But for all the similarities, electron beam and laser welding are wildly different from each other in terms of underlying physics and functional operation in the real world of the shop floor. It is in these differences that one particular process might have an edge for a particular application. Key to finding the particular characteristics that might make one more suitable than the other is understanding how electron beam welding and laser welding work. On the surface the two seem the same, but the devil is in the details.
Electron beam welding was developed in the late 1950s. It was quickly embraced by high-tech industries, such as aerospace, for the precision and strength of its resultant welds. An electron beam can be very accurately placed, and the weld can retain up to 97 percent of the original strength of the material. It is not an exaggeration to state that EB welding, in terms of the quality of the weld, is unbeatable: It’s the top dog of welding processes.
EB welding is simple to explain. A tungsten filament is heated and power is applied to the point that the filament gives off electrons. These free electrons are accelerated and focused using electrical fields and magnetic “lenses.” This invisible stream of fast-moving electrons has tremendous kinetic energy. When these electrons strike a metal part, the kinetic energy is transferred to the molecular lattice of the material, heating it almost instantaneously.
The power delivered by an electron beam can be massive—to 10,000 kW/mm3. In fact, an electron beam welding system can throw enough power to simply vaporize metal (a process called electron beam machining). EB welding machines generally come in two power classifications, low voltage (60 kV) or high voltage (150 kV). A typical high-voltage machine rated to 7,500 watts can produce a weld in steel 2 in. deep with a width of approximately 10 percent of the penetration depth.
The logistics of operating an EB welding system aren’t simple, however. The process has to happen in a vacuum; otherwise, air/gas particles scatter and diffuse the electrons. A vacuum requires a vacuum chamber, so the size of a part to be welded is limited by the size of the chamber. Vacuum chambers can be small or large, but the larger the chamber, the longer it will take to establish the proper vacuum level, which is at a minimum 1.0 x 10-3 torr. The use of a vacuum, as well as the presence of X-radiation (a byproduct of the beam), precludes human handling, so the entire process has to be externally controlled, generally using CNC tables.
EB welding has been fully automated for decades. The collusion of all this technology—high voltage, vacuum, and high-tech automation—means that EB welding requires well-trained operators and very competent maintenance, and that the setup and running of an EB welding system can be expensive.
EB welding is a fusion welding process and thus requires a precise fit between the parts being welded, as a filler material is generally not used or required. The parts must also be securely fixtured to a motion-controlled table to precisely move the areas to be welded into contact with the electron beam. Most EB welding machines utilize a fixed beam with the part being manipulated under it via CNC.
Secure fixturing also minimizes the effects of shrinkage and warping during welding. The electron beam has to be carefully calibrated and focused and timed with the CNC motion to deliver a consistent weld with uniform penetration and minimal porosity. Each welding cycle involves loading the welding chamber, pumping down the vacuum, welding the part, and then venting the vacuum.
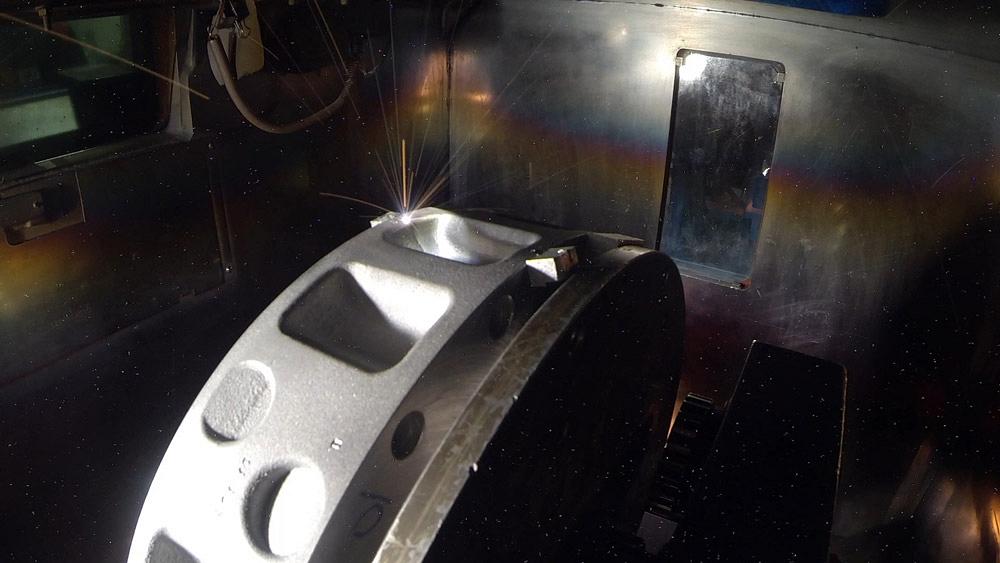
Electron beam welding can produce extremely high-quality welds, but the process must be performed in a vacuum. (The dots and slight distortions in this photo come from the process’s interaction with the camera lens.)
The chokepoints are the pumping down of the vacuum chamber and the loading/unloading of the parts. Hence, it is imperative that the engineers and technicians involved maximize the number of parts to be welded each cycle and optimize the movement of the CNC table. When this is all done correctly, electron beam welding can achieve very high quality and high cost-effectiveness.
Electron beam welding systems can weld all weldable metals and some metals that are not typically welded. EB welds are incredibly strong and pure. Impurities in the weld are vaporized, and welding in a vacuum means there are no gases or air to react and cause oxides.
EB welding can also join dissimilar materials that would otherwise be unweldable due to differences in melting points, which result in intermetallic compounds that cause brittleness. The precise nature of the electron beam and tight heat-affected area allow EB welding to basically melt the lower-temperature material onto the unmelted, higher-temperature material, resulting in a compact, vacuum-tight weld. It can be a bit cumbersome to deal with, but the products of EB welding are first-class in all respects.
Lasers were developed in the early 1960s, and by the mid-1960s CO2 lasers were being used to weld. A decade later automated lasers were welding on production lines, and the technology has continued to improve and find wide acceptance in many industries.
A laser welding system is capable of delivering a tremendous amount of energy very quickly and with pinpoint accuracy. The beam can be focused and reflected to target hard-to-access welds, and it can be sent down a fiber-optic cable to provide even more control and versatility.
Lasers basically work by rapidly raising and lowering the energy state of a material, which causes the emission of photons. How this occurs depends on the type of laser, be it a CO2 or solid-state system like Nd:YAG or fiber laser.
Regardless of how the photons are produced, they’re concentrated and made coherent (lined up in phase with each other) and then projected. When the photons are focused on the surface of a part, radiant heat melts the material in the heat-affected area and travels down through the part via conduction.
This means of applying heat is very different than that of EB welding. The power output of a laser can vary from a few watts to hundreds of kilowatts, and different types of lasers have different welding characteristics.
Laser welding generally requires the use of a cover gas to keep oxygen out of the weld area and improve efficiency and weld purity. The type of gas used depends on the type of laser, the material being welded, and the particular application. Some laser welding applications, such as hermetic sealing, require the use of a sealed glove box to provide a completely controlled environment. Over the past few years work has been done with laser welding in a vacuum. This method has yielded interesting results but has not yet been widely accepted in the industry.
One challenge with laser welding involves reflectivity. Many materials have a propensity to reflect some of the laser beam’s light (and energy) away from the part and the joint, especially as the material melts and becomes more mirror-like. This can minimize penetration and damage material in the vicinity of the weld joint.
To overcome this problem, the laser can be pulsed, or have its energy varied to “break” the surface. Pulsing in general is a useful method of laser welding because the amount of heat applied to the part is minimized, which limits part deformation. The alternative to pulsing is continuous wave (CW). As the name implies, CW lasers utilize a laser beam that is on continuously.
CW lasers are useful for cutting applications or when weld speed is important. For example, an automated GTAW machine might have a welding speed of 10 inches per minute (IPM), while a CW laser could easily run at 100 IPM.
Laser beam welding can achieve good penetration, typically up to about 0.040 in. deep in steel for a typical 350-watt laser. Laser welding can usually join crack-prone materials, such as certain types of steel and aluminum, and much like EB welding, lasers can join dissimilar materials.
Lasers are adept at applying the minimal amount of heat to a part, which makes them a good choice for welding electronics packages, particularly those that are hermetically sealed. Minimal heat means the weld can occur extremely close to sensitive electronic components and solder joints without damaging them. Lasers are also popular for medical device applications as the welds can be quite small with minimal discoloration of the part, and often the weld can be applied without the need for any secondary machining.
Which process is best usually depends on the particularities of the application. Laser welding is usually the process we look to first for a new application. Without the requirement for vacuum, laser welding is generally less expensive than EB welding, and the parts are easier to tool and fixture. If deep penetration is required, EB welding is the process of choice. Deeper penetration can also make a difference when it comes to materials with high thermal conductivity, such as copper.
A typical laser welding system can penetrate only about 0.020 in. in copper, while an EB machine can penetrate 0.500 in. Dissimilar metal combinations generally weld better with EB, but there are some applications in which lasers work better.
While there isn’t really any difference between the two processes from a quality perspective, there is a huge difference in the available quality standards and specifications that control how welds are applied. Hence, the weld quality requirements might make an impact on the choice of process.
EB welding grew out of the aerospace industry before lasers were available. As a result, the specifications for EB welding are complete and widely accepted. These specifications control all aspects of the process, including joint design, cleaning, vacuum requirements, machine qualification, operator training, and inspection criteria. Laser welding is not as tightly controlled. This puts more onus on the engineer to understand all aspects of the process in order to make sure it is performed correctly.
Frankly, it is difficult and somewhat disingenuous to list typical electron beam weld applications, or typical laser beam weld applications, because each use case is unique. Yes, EB welding is probably the best way to weld titanium, but if the part won’t fit in the vacuum chamber, EB can’t be used. Laser welding can work well for small parts, but the dynamics of part heat sensitivity might make electron beam the better option.
Often one or two critical factors make the process choice very simple. All things being equal, laser welding is generally more cost-effective, while electron beam makes the absolute best weld joint. But in some cases even that isn’t true: EB welding can achieve high production speeds with the right part and the right fixturing, and laser beams can make beautiful, pure welds with the right materials and setup.
Electron beam and laser welding are excellent means to fuse metals. Both processes are flexible, versatile, and when properly applied can make strong welds. The choice of which to use lies at the intersection of the weld requirements and the particularities of each process.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





