















Senior Editor

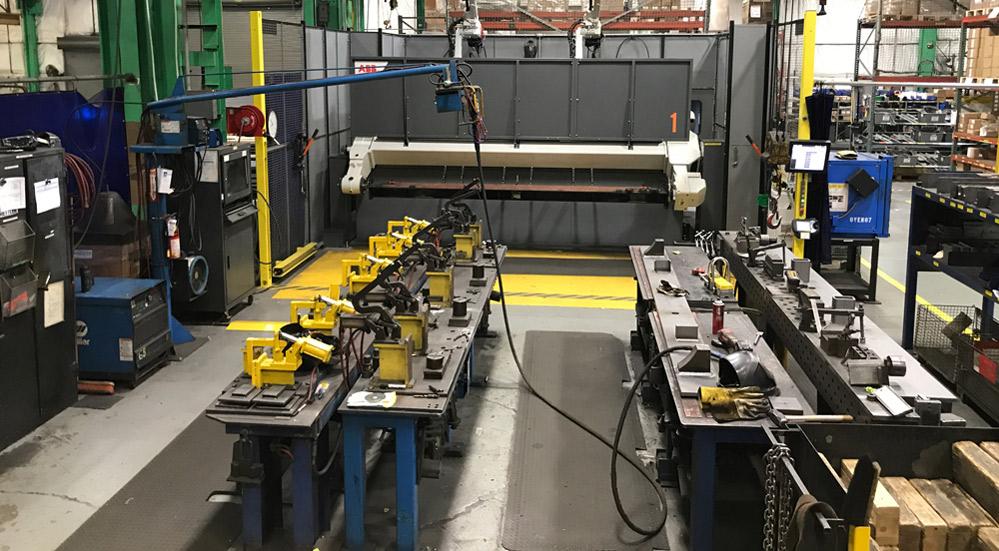
A magnetic lifter removes a cut deck plate from the plasma cutting table.
About a decade ago, if you had walked the floor of Mettler Toledo’s plant that produces truck, rail, and high-capacity scales, you would have seen a very different operation. A plasma table cut some parts, but others came from an aging shear, a machine that took up significant space and, thanks to its age, wasn’t very reliable. Persistent reactive maintenance on a primary cutting system is never a good thing.
Today that area of Mettler’s Columbus, Ohio, plant has changed. The shear is gone, material flows quickly to and from the plasma cutting system and a nearby press brake, and an adjacent welding area has been utterly transformed. The story exemplifies how one improvement affects another, which in turn affects another—a kind of “positive” domino effect that has positioned the operation for a much more productive future.
If you’ve purchased produce using a grocer’s automated checkout lanes, you’ve probably used one of Mettler Toledo’s products. The company makes the integrated scales that weigh the vegetables and fruits and anything else purchased by the pound. It makes laboratory scales, inline product inspection systems, and other products. And all of them look nothing like the massive, heavy fabrications at one Mettler Toledo plant in Columbus.
The 120-employee plant does make scales, only scaled up for industrial, rail, and truck use. When a trucker pulls into a weigh station, he will drive over a treaded plate or concrete that was poured over a metal base. That’s the surface of a scale that can be dozens of feet wide and long, depending on what the application requires. The fabrications involved all lie underneath. Scales are fabricated in modules that can be used alone or combined with others. In this sense, the scales can be, well, scaled up to meet the needs of the application.
Spanning the length of each module is a series of U-shaped, 3/16- to 1/4-in.-thick carbon steel stiffeners, 10 to 20 in. wide and 15 to 23 ft. long. Each module also has two 0.75-in.-thick end plates that span the scale width, usually between 9 ft. 10 in. and 11 ft. 10 in. long. The end plates hold various small parts, including the receiver plates for the load cells that perform the actual weighing and, if a scale uses more than one module, the connection points to other modules.
This is classic, heavy-duty, large-workpiece welding and fabrication, and until recently the fabrication department had to deal with the classic large-part-fabrication problems, especially when it came to material handling and welding; three years ago, both created significant constraints.
Employees used a combination of vacuum lifters and manual techniques to move sheets and plates through cutting and bending. This included a 100-ft. plasma table and a 600-ton press brake used to form the U-shaped ribs. Vacuum lifters work well in a variety of manufacturing environments, of course, particularly those that involve nonmagnetic material. But Mettler’s vacuum hoists needed to lift heavy loads. It took more than 30 seconds for suction pressure to build, and the suction pads had to be replaced frequently.
So in late 2017 the company replaced the vacuum-based system with magnetic lifters from Industrial Magnetics. The magnets help lift long steel rib parts to and from a roller ball table in front of the press brake tooling. After the first flange is formed, workers pull the piece out, reset the backgauge, and form the second flange. On the first part of a new batch, brake operators use a test jig to ensure the bend angles are correct.
The external bend angles are slightly less than 90 degrees, giving the ribs an ever-so-subtle trapezoidal shape after they’re welded to the scale’s deck plate. After inspection, the magnetic hoist grasps the ribs by the bottom of the channel and stacks them on wood blocks, where they’re moved to welding.
The roller ball table is made of magnetic material, which demonstrates a key benefit of magnetic lifting: the circuitry can be designed to match the thickness of the load. In the ribs application, the load is comprised of long, 3/16- to ¼-in.-thick material. In this case, the magnetic circuit was designed to penetrate deep enough to hold and lift the 3/16-in.-thick material used to make the rib, but not so deep as to pull against the roller ball table itself.

A magnetic hoist places a blank that will be formed into a U-shaped stiffener on the press brake.
“You can design the [magnetic] circuit with different shapes, sizes, grades, and arrangements of magnetic material to achieve the required magnetic circuit performance for an application,” said Collins McGeorge, director of sales at Industrial Magnetics. “For example, you can configure a circuit that offers a very strong surface hold, and yet is not a deep-reaching circuit. This allows you to pick up only the top sheet from a stack of metal, even if it has been treated with a sticky, oily coating.
“This was the case in one of Mettler’s applications,” McGeorge continued, “and because the magnetic circuitry [was designed] to reach only so deep, the magnet could eliminate the need for an air knife and other more manual separation methods.”
The ability to integrate magnetic tooling into a lift-assist is another benefit that’s put into play at the plasma table, where a separate magnet lifts steel plates onto the table and then removes cut pieces from the nest.
“The magnet is able to pick up an individual blank sheet from the stack and load the plasma,” said Brandon Koch, manufacturing engineer at Mettler Toledo, who has been highly involved in the Columbus plant’s recent improvement efforts. “Then, after cutting is complete, it’s able to simultaneously pick up the separate nested parts and release them individually in different locations. Overall, we’ve been able to reduce the number of hoists at the plasma by 35 percent.”
Koch added that the number of gripper tool changes (compared to previous lifting methods) at the plasma table fell by 25 percent. And the number of hoists overall, for both the brake and plasma system, has fallen by about 24 percent.
By early 2018 lifting efficiency was critical because by that time the operation had transferred all of its previously sheared work to the plasma cutting table. Managers decided to remove the shearing process altogether, which freed up valuable floor space for the company’s next improvement: robotic welding.
Mettler Toledo is no stranger to welding robots. Robots mounted overhead perform the linear welds that connect the ribs to the scale decking. Each scale module has about seven ribs, which adds up to a lot of welding. The product mix is too large and variable for a hard fixture, of course, so operators lay out the ribs onto the deck, tack them, fixture them, then run the robot.
Until recently, welding the end plate assemblies remained a manual operation—and for good reason. It remains one of the most complicated joining applications in the plant. The end plates have various small components welded to them, but the plates themselves are 0.75 in. thick.
All that welding had previously led to excessive heat buildup. Warpage was unavoidable, which was a problem considering the end plates needed to be straight for downstream welding and assembly operations. So multiple times during a shift, operators had to move the end plate assemblies to a separate press for straightening.
The welding process itself couldn’t be eliminated—and why automate the process if the work had to be straightened in a secondary operation anyway? Robots would simply push the bottleneck in front of the straightening press.

Mettler Toledo is no stranger to robotic welding. For years the company has robotically welded stiffeners to scale deck plates.
Moreover, the operation didn’t have the part mix traditionally thought to be suited for robotic welding. Part geometry variation among these end plates abounds. If the company implemented robotics, the operators would need to spend a lot of time with the teach pendant.
Of course, welding and robot programming technology has evolved. First, engineers found that pulse welding (GMAW-P) could reduce problems with workpiece distortion. Combine this with a large copper heat sink on the fixturing table, and engineers found that distortion could be virtually eliminated. Working with Wolf Robotics, Mettler installed a robot welding cell that not only controls distortion of those end plates, but also takes weld programming and simulation offline.
Now operators receive a blank end plate and place it in one of four adjustable jigs, which together account for all the base plate designs for all the scale platforms the plant produces. They then arrange the smaller components and tack them in place, at which point they fixture the assembly onto the table. The robot touches off the wire tip to verify the part position, then commences welding.
The robot takes between 15 and 18 minutes to complete the welds; again, these are big parts, some as long as 11 ft. 10 in. long. At this production rate, an operator usually can finish tacking the next job before the robot finishes welding.
Most significant, the end plates themselves rarely need straightening. “Operators bring the plate to the straightening press only once in a blue moon now,” Koch said, adding that “they’re now able to get far more than 90 percent of the products off the cell without having to straighten them.”
The previous manual operation produced just eight to 10 end plates over an eight-hour shift. “With this new robotic cell we were able to double production,” Koch said. “So we can now do 16 to 20 end plates per shift.”
That boost in welding capacity has opened up more possibilities for further efficiencies. They include the welding of small components that go onto subplates that hold small parts, like base plates and risers. (Base plates hold the receivers that in turn hold the load cell. Risers serve the same function but also can elevate the scale module when needed.)
At this writing these all are welded manually, and it can be a repetitive task. “We recently developed a fixture that can hold up to 12 small parts at once,” Koch said, adding that work has yet to be completed in programming, but once that’s finished, “it should be another 50 percent time-saver for us.”The improvement continues. At this writing Mettler Toledo engineers are looking to rearrange the welding area for the company’s floor scales, which are industrial scales used to weigh various components and products with capacities from 500 lbs. to 20,000 lbs. Components for welding are being moved to the point of use, and portions of the operation could be automated.
“We did a study, and it looks like about 60 percent of our floor scale weldments could fit into seven different part programs,” Koch said, “so the number of part changeovers [in a robot cell] wouldn’t be significant in the long run.”
Jigs are set adjacent to the end plate welding cell, where welders tack components in place before loading them onto the fixture table.
Koch added that the number of welders at the plant hasn’t dwindled. In fact, the need for welding knowledge is greater than ever. Many manual welding jobs remain, and robot operators still need to know how to lay out, tack, and prepare parts for the robotic welding operation. Overall, the plant is ramping up for new scale product lines that will require additional capacity and new inspection and testing technology.
Such expansion has led to a continual evolution of Mettler’s fabrication. Ultimately, scale components need to be on the move, from plasma cutting to bending, to welding, assembly, painting, inspection, and shipping.
The efficiency puzzle has many pieces. Magnetic lifting is one piece, advanced robotic welding is another. The odd thing about this puzzle is that its pieces can change, and the picture is never fully complete. At Mettler Toledo, the search for the next piece isn’t stopping anytime soon.
Photos courtesy of Mettler Toledo, www.mt.com.
Industrial Magnetics Inc., www.magnetics.com
Wolf Robotics, a Lincoln Electric Co., www.wolfrobotics.com


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





