















Senior Editor

A VFAW system joined this 5xxx-series aluminum (top) to a 3xxx-series aluminum (middle) and low-carbon steel (on the bottom).
Engineers during the Great War noticed something odd about the shrapnel that stuck to armored tanks: It wasn’t simply inserted into the tank’s side. Force from the impact caused material on the tank and shrapnel to fuse together. That is, the impact created a weld.
From this came a process now known as explosion welding. To perform it, a controlled detonation forces one workpiece into another workpiece at high velocity. Patented by DuPont in the 1960s, explosion welding proved to be a good way to join two or more metals that couldn’t be easily or efficiently welded by traditional methods like arc welding.
The resulting joint is a sight to behold for anyone versed in welding. The process doesn’t heat the material, which eliminates most problems inherent in welding dissimilar materials, like different melting temperatures and mixing-induced intermetallic compounds that can reduce weld quality dramatically. Want to join aluminum to high-strength steel? Perhaps two aluminum grades that can’t be thermally joined? No problem.
With explosion welding, surface material between the two base metals is violently expelled, and you’re left with clean surfaces that fuse together under pressure to form a weld of the same integrity as its parent materials. It’s a thing of welding beauty—except for the explosives. They don’t make the process very easy for the average fabricator to adopt.
This was top of mind in 2011 for Professor Glenn S. Daehn and Research Scientist Anupam Vivek at the Impulse Manufacturing Laboratory at The Ohio State University’s College of Engineering. They were studying electromagnetic forming, a process that sends a large pulse current from a capacitor bank through a solenoid coil. The forming action comes from the force created by two opposing electrical fields concentrated in a very small area.
The same capacitor bank current can be passed through a thin wire or foil and generate higher pressure (significantly higher than the pressure available in electromagnetic forming) by an electrical explosion of the thin conductor. “We found we could develop enormous pressures in a reproducible way,” Daehn said. “From here, Anupam took the steps needed to turn this technique into a welding process.”
From those first experiments came a process now known as vaporizing foil actuator welding, or VFAW. At the most basic level, it welds the same way explosion welding does—that is, it forces two workpieces together at high velocity in a controlled fashion—which is why both VFAW and explosion welding are in the same group of processes known as impact welding. But the force that pushes the workpieces together in VFAW is very different.
Instead of an explosive, VFAW sends an intense electrical pulse into a foil. That foil is placed between an anvil and something called the flyer, the base material that’s pushed into the other base material, which is called the target. The flyer moves over a small distance to impact the target. The flyer and target could be overlapping pieces (a typical lap joint) or base metals that overlap in a different configuration, like a flange weld. Between the base metals is also a small standoff distance, which, as will be explained shortly, plays a critical role.
An appropriately shaped foil is needed to provide the right pressure distribution to the flyer. For instance, a small constriction in the foil can provide a spot pressure to develop an impact spot weld. If you need a different weld shape—a longitudinal seam, a stitch geometry, or even multiple weld locations in a small area—a foil shape can be cut to suit.
How this weld is created has to do with how the foil explodes when you rapidly jam a certain amount of energy into it; in this case, a few kilojoules (up to 10 has been tested) from a capacitor bank deposited within 10 microseconds and directed to a very small space. An electrical pulse flows from the capacitor bank through the foil (the actuator of the process), inducing so much energy into the foil that it vaporizes, changing instantaneously from a solid to a plasma gas. This creates intense pressure.
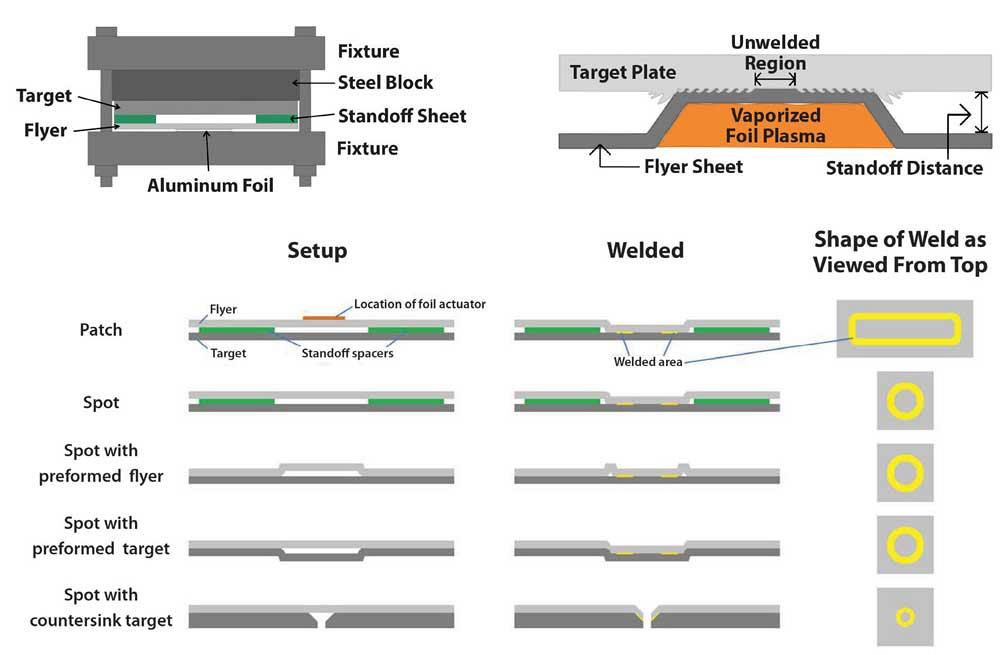
To perform VFAW, an appropriately shaped foil is needed to provide the right pressure distribution to the flyer. For instance, a small constriction in the foil can provide a spot pressure to develop an impact spot weld. If you need a different weld shape, a foil shape can be cut to suit.
As Vivek explained, “The pressure is created by turning the foil into a gas by running a very intense electrical pulse through it. A small solid volume turns into a very large gas volume if allowed to expand freely.”
Because the hot gas takes up much more space, it needs somewhere to go. As the foil vaporizes, the plasma gas is under great pressure and expands, pushing the flyer into the target.
The flyer really, really flies. In lab tests, the OSU team determined that the flyer went from 0 to 1,800 miles per hour—about twice the speed of sound in air—in less than 3 millionths of a second. That’s fast and forceful enough to cause the two materials to weld together.
Although VFAW directs a lot of energy into the foil, so much so that it vaporizes it, not much heat is used to make the actual weld. “In total VFAW uses far less energy and produces less heat than resistance spot welding or even friction stir welding,” Daehn said. He added that the solid-state process can successfully join ferrous to nonferrous, traditionally nonweldable aluminum alloys to each other, aluminum to high-strength steel, magnesium to aluminum, and even metallic glass to copper. This is all possible because only a small volume of the material is highly deformed and the fusion of material occurs solely from the violent impact, like shrapnel welding to the side of a tank, only in a much more precise and civilized fashion.
To bring this technology to market, the OSU lab is working with various industry and government partners, including Honda, Ford, Ashland, Oak Ridge National Laboratory, Pacific Northwest National Laboratory, Arconic, Jefferson Industries Corp., Magna, the Department of Energy, the National Science Foundation, and the state of Ohio, as well as specialty machine builder Coldwater Machine Co. in Coldwater, Ohio.
Coldwater is working with OSU to develop and perfect a pedestal machine that feeds foil actuator material (VFAW’s consumable) below the flyer base material. As Mike Spodar, Coldwater’s senior welding engineer, explained, “To industrialize this system, we’ve developed a feed system to deliver an individual foil coupon to the weld area. We had to establish what size and shape that foil will be, determine the orientation, and a way to deliver it.”
He added that the process can be noisy, so an enclosure or another sound abatement system may be necessary or desired in a production facility. Thin-gauge joining occurs with a “pop,” but when the system joins thicker material—flyer materials up to 0.25 in. thick have been tested—the pop becomes louder.
In the current system, a coil feeds foil coupons to the work area. After each weld cycle, the foil coupon is vaporized and another coupon is indexed into position.
Spodar added that a system in a production situation must consider the small amount of debris remaining after the foil vaporizes. “The aluminum foil has a plastic packet around it to insulate it,” he said, “and this leaves a small amount of debris after the foil is vaporized. We’re developing ways to remove that debris and keep the area clean.”
At present the collaborators are looking at various markets for this technology. In the short term, these markets could include specialty job shops that tackle unusual challenges. “We want to find those shops who say, ‘Give us your most difficult problems and we’ll solve them.’ Those will be our early adopters,” Daehn said.

In this pedestal machine design, a foil spool feeds into a work area. Once the foil coupon is indexed into place, the VFAW process commences.
In the long term, collaborators see potential for VFAW in a production environment, even in the automotive industry—particularly considering the push toward lighter-weight materials. A welding process that can join a variety of materials gives designers more options. To this end, Coldwater has several potential VFAW system designs on the drawing board that put the foil feed on the end of a robot arm.
Although most of the OSU team’s work on vaporizing foil actuation (VFA) has centered on welding, it didn’t start there. Early VFA projects involved forming, cutting, and embossing.
“Lately we’ve mostly been focused on welding,” Daehn said. “But in the end, this VFA approach is a way to generate even hundreds of tons of force over very small areas for very short periods of time, within millionths of a second.”
The suite of techniques includes a process researchers call “punchless cutting.” Picture a typical operation with a punch, a mating die, and sheet metal in between. Now, replace the punch with a pressure pulse developed by a vaporizing foil. In a time frame measured in millionths of a second, the foil is energized and turned into a plasma gas, which then creates a pressure that punches a hole and sends the slug through the die.
As Vivek explained, “Instead of using a matching punch and die, we are using this instantaneous pressure created by the vaporized foil to punch out whatever is unsupported by the die. Everything that is supported by the die remains. What is left behind is a cleanly sheared workpiece.”
The punch edge has a tiny bit of rollover to it, but as Daehn explained, “The edge is very smooth and should have better fatigue and fracture properties than something that was cut with an EDM [electrical discharge machine] or laser.”
This again wouldn’t be for conventional punching or cutting applications but instead for specialty material that couldn’t be cut another way, at least not cost-effectively.
“One of the very first things we did with [VFA] technology is to shear high-strength steel with a one-sided die,” Vivek said, adding that this process could help engineers cleanly punch the most challenging materials, such as high-strength martensitic hot-stamped boron steel.
Stress relief is another VFA application, which could find a use when forming high-yield-strength material that exhibits significant springback. Vivek described one common titanium application in the aerospace industry in which titanium usually is formed warm to reduce its strength. Using a so-called “springback calibration” technique, VFA would allow the part with retained elastic strains (causing severe springback) to be formed, then “shocked” with pressure from the vaporizing foil. This shock would relieve the elastic strains and stresses in the sheet and, in effect, lock the metal into its new shape.
Shocking metal into a new shape; shearing a brittle material cleanly; creating a weld by forcing one sheet against another: VFA could find a niche in many places on the fabrication shop floor of the future. In fact, the OSU researchers are already working with a nearby career center, Tri-Rivers Career Center in Marion, Ohio, which is teaching students how VFA technology could be used for welding and other applications.
In all those applications, it will not be about prolonging punch tool life or dealing with a heat-affected zone in a weld or on a sheared edge. Instead, it will be about seeing the potential of pressure that can force whatever it’s pushing to accelerate from zero to twice the speed of sound within several millionths of a second.
Images courtesy of the Impulse Manufacturing Laboratory, The Ohio State University College of Engineering, iml.osu.edu.
Coldwater Machine Co., www.coldwatermachine.com



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





