















Consultant

Smart torch consumables management can save a shop significant money. They needn’t be thrown away after every shift, nor should they be used until they fail completely.
During almost every shop visit I hear the same question: “How can I make my business more productive and yet save money?” The answer is simple: Take a look at your consumables.
It’s a common sight on the cutting shop floor: Next to every CNC plasma cutting machine is the 5-gallon pail of “used-up” consumables. Mostly copper, these spent consumables eventually find their way to the recycling bin.
Quite often I reach into this bucket and pull out a handful of parts to review. I see the erosion of the electrode and the swirl marks on the nozzle. The condition of the nozzle and shield orifices often tells a story about either the condition of the plasma cutting system itself or of training issues that should be addressed with machine operators. Sometimes as much as 40 percent of the parts in the scrap pail can go right back in the torch, where they can continue to produce parts with excellent cut quality.
Consider the consumables in Figure 1, which were removed from a system after cutting more than 6,800 linear feet (about 1.3 miles) of ½-inch steel. Based on the inspection procedures from the torch manufacturer, these parts are about half-consumed. You can put them back on the torch and continue cutting for more than a mile.
Why is this? Many times it goes back to the consumables inspection procedure, or lack thereof. If a shop has no specific rules on when to change consumables, then we should expect the operator to change all the replaceable torch parts at the beginning of each shift. While some of those parts should be changed once per shift—depending on the application’s power level, material thickness, and the amount of cutting the torch does—some consumables actually should last for 50 shifts or more.
Of course, sometimes a shop does have a consumables procedure in place, but the policy ends up costing the shop more in the long run. For instance, the parts in Figure 2 come from a shop where the supervisor instructed machine operators to use plasma cutting consumables until they fail. Unfortunately, this method can destroy such parts as the shield and nozzle that otherwise may have lasted two to 50 times longer.
A new electrode wears rapidly during the first 10 percent of its life and during the last 10 percent. In the middle of its life, the electrode wears slowly and predictably. And when you perform longer cuts, you have fewer starts (either piercing or edge starts) per electrode. Generally speaking, the fewer starts you have, the longer many consumables will last.
On most plasma torches, the electrode and nozzle do not wear at the same rate. In some situations, the nozzle can last three times longer than the electrode, and in other situations the opposite is true: The electrode lasts three times longer than the nozzle. It really depends on the power level, the torch design, and operator technique.
If you troubleshoot cut edge quality problems by changing out individual consumable parts, you often can solve the problem in a matter of minutes. For instance, debris stuck in an orifice or on a swirl ring could be to blame.
All plasma torch parts are produced to critical dimensions and concentricity (see Figure 3). Occasionally, though, you may run into a problem with cut quality even when all the consumables components look good. You can rely on the expert support provided by major plasma system manufacturers when needed. Regardless, it’s always best practice to prevent these problems from occurring in the first place. This happens through good operator technique and, of course, a proper inspection and maintenance regimen.

Figure 1 and 2
(left) Based on the inspection procedures from the torch manufacturer, these consumables are only about half-consumed. (right) This electrode, nozzle, and shield were used in a shop where machine operators were told to use their plasma cutting consumables until they failed.
The electrode powers the plasma arc and conducts high-voltage energy during the starting sequence. This energy ionizes the cutting gas, allowing the plasma arc to start. The electrode’s copper body should remain clean and shiny, even at the end of its life. Any signs of grayish heat discoloration could indicate a torch cooling issue.
The electrode tip does wear, especially at the hafnium emitter, where the temperature can exceed 3,000 degrees F during operation. When inspecting a used electrode, carefully view the position of the hafnium emitter pit at the very tip (see Figure 4). An off-center pit could indicate a gas flow problem that may be related to an incorrect or damaged swirl ring or incorrect gas flow setting.
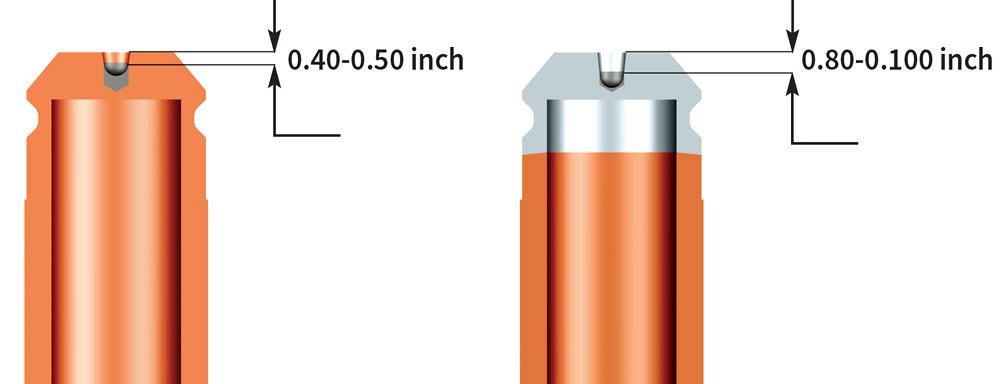
You can use a dial indicator to measure the pit depth (see Figure 5). The deeper the pit, the closer the electrode is to failure. Zero the indicator pointer using a new electrode that’s identical (that is, has the same part number) to the electrode you’re measuring. This gives you a reference point.
Say a used electrode shows about 0.023 in. of wear compared to the new electrode. The manufacturer’s suggested maximum pit depth for this electrode is 0.040 in.; if it’s allowed to wear much beyond this point, it’s ready for catastrophic failure. This electrode, then, having a pit depth of 0.023 in., has about 43 percent of its life left. In fact, this electrode will still cut like a new one.
Operators sometimes discard perfectly good electrodes, thinking that the electrode was causing poor cut quality, but in reality the problems were related to other factors, such as the wrong cutting speed or cutting gas pressure. The operators replace the electrode, the cut quality still suffers, and they spend even more time trying to troubleshoot the situation.
This leads to a common practice: To rule out consumables as a source of unacceptable cut quality, many choose to replace all torch consumables (that can be replaced) at the beginning of every shift. Again, that’s a lot of value going into the scrap bin.
Unlike the electrode, which has a pit depth you can measure easily, the nozzle doesn’t have a specific attribute to measure to determine how much life it has left. Instead, you need to closely inspect the wear on the nozzle orifice on the inlet and outlet areas.
The nozzle constricts the plasma gas to increase energy density and velocity. It also ionizes the plasma gas before the actual cutting starts. Inside certain nozzles, the gas actually swirls around the electrode. The centrifugal effect creates a cool layer of nonionized gas between the arc and copper nozzle. This is in part how a 25,000-degree-F arc can exit through a copper nozzle and not instantly melt it.
When inspecting a high-definition plasma nozzle, scrutinize the orifice shape on the outside and inside. You may need to use a jeweler’s loupe or a microscope.
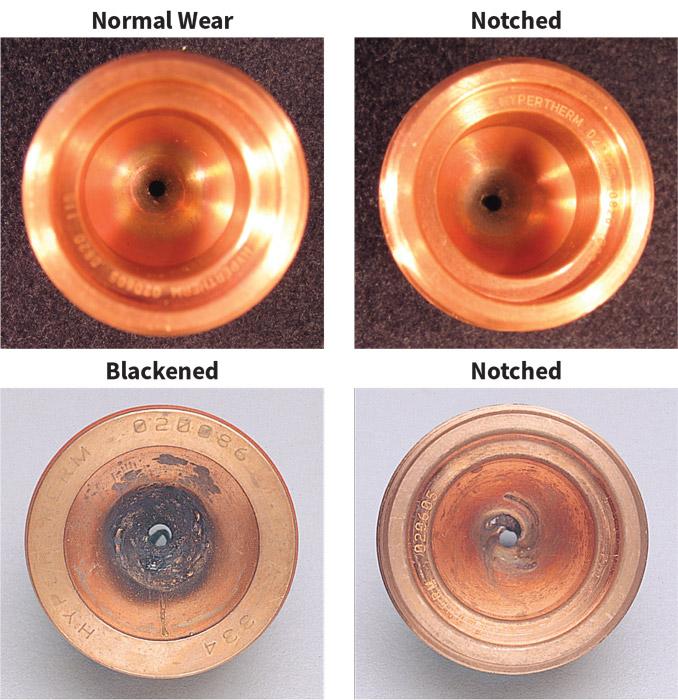
On the outside, make sure the orifice bore is perfectly round with no nicks. A new nozzle will have very sharp edges on the orifice, and after some wear those orifice edges will start to become rounded. This eventually affects cut quality (see Figure 6).

Figure 3
All plasma torch parts—(from left to right) the outer retaining cap, shield, inner retaining cap, nozzle, swirl ring, and electrode—are made to critical dimensions.
The nozzle’s inner bore is equally important. Look for a perfectly round orifice with no nicks or heavy arc marks. It’s normal to have a white or grayish residue in the bore and some black or gray swirl marks. You can clean the white material, which is hafnium oxide, with a pencil eraser. The black or gray swirls are carbon tracks formed during arc starting, usually from drops of coolant from the last consumable change. Do not scratch the inner bore of the nozzle with a sharp tool or attempt to clean the orifice with a tip cleaner. Both will affect performance.
Having the latest technology, the plasma system, CNC, height control systems, and CAM software should all work together to help provide the best combinations of cut quality, cut speed, and consumables life.
When cut quality problems arise, many blame the plasma torch or power source, but in reality these are just parts of a complex system. You have CAM, CNC, the control software, the motion control components (drive motors, gearboxes, drive amplifiers, and motion control software), and all are tightly integrated with the torch height control, the gas flow control, and the plasma cutting system. All of these systems must work as a well-choreographed dance troupe. The split-second timing of each component is really what provides the level of cut quality and consumables life that many expect today.
All this does a good job producing a plasma cutting arc that will cut virtually any conductive metal. And the temperature of that arc is very highly controlled. Think about how a copper nozzle, which melts at about 1,100 degrees F, can constrict a plasma jet of roughly 40,000 degrees F—and still be doing so after cutting a few miles of 0.5-in. steel, all with very nice edge quality.
For this reason, be sure to maintain your entire plasma cutting system. The major plasma machine manufacturers have preventive maintenance programs that should be followed. If properly maintained, these complex cutting systems should work well for decades.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}