















Co-founder
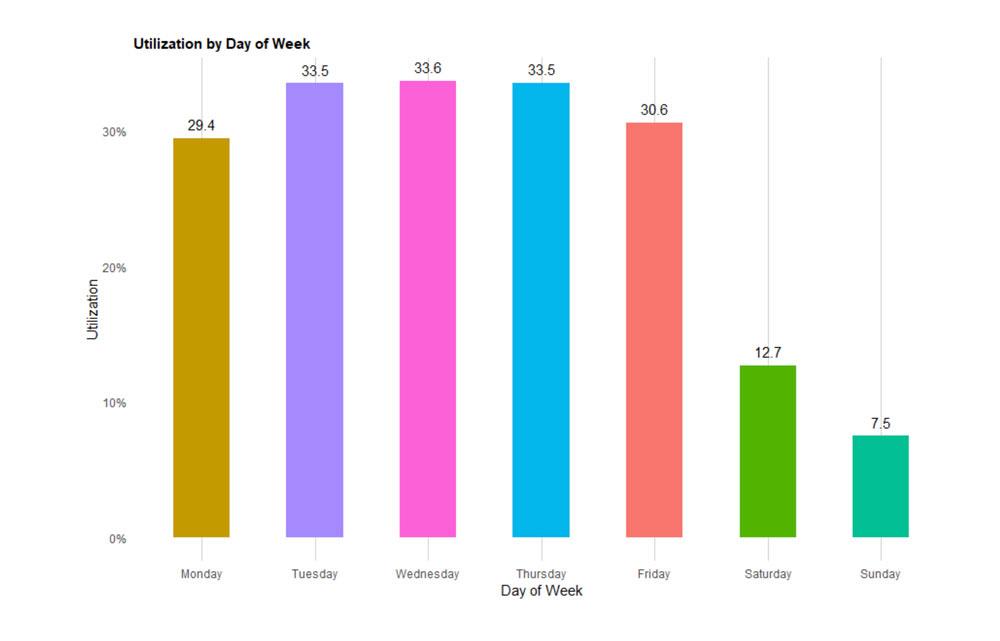
A study of 3,000 connected machines across various companies revealed that productivity varied greatly with the day of the week. On average, Mondays were the least productive weekday.
The following is adapted from “Building a roadmap to digital manufacturing transformation” presented at the FABTECH® 2018 (www.fabtech expo.com) conference, held Nov. 6-8 in Atlanta, by Eric Fogg, co-founder of MachineMetrics Inc., 5 Strong Ave., Northhampton, MA 01060, www.machinemetrics.com.
I once was a machine operator in a job shop, and I know what it can be like. On Fridays the boss often walked up and asked where a particular order’s parts were, because the customer needed them by the end of the day. A typical order was about 450 pieces. I had to tell him we just had 60. He told me the job was released a week ago and asked why on earth I had only 60. I didn’t have any good answers.
I wasn’t proud of myself, even though I really hadn’t done anything wrong. But it certainly didn’t make me feel good about my job. I soon found that a lot of operators and supervisors felt this way. Everyone worked so hard, and yet all too often jobs fell behind—but why, exactly?
Tap into machine data and you begin to find the answer. A recent study of 3,000 machines, all with their uptime tracked, revealed an uptime of less than 30 percent. As a machine operator, I probably wouldn’t have believed it. But when you actually measure the time a laser cuts, a punch punches, a press brake cycles, and a machining center makes chips, you begin to see the source of the problem.
Massive machine breakdowns—the ones for which you fly out machine tool technicians to get the machine running again—are a problem, of course. But add up all the hours lost to these emergencies, and you’d see that those alone wouldn’t account for every late order.
The primary causes are the hardest to see. It’s the little things—the 10 minutes of delayed setup here, five minutes searching for a tool there—that really add up, and it’s why tracking machine uptime has become so critical.
We’ve all heard and read about the industrial internet of things, Industry 4.0, and the “digital thread” that follows a product throughout its life cycle—from engineering and prototyping to production, shipping, and on-site service at the customer. There’s some truly amazing potential, but let’s face it: These pie-in-the-sky notions aren’t yet reality on most shop floors. In fact, most lack the basic building block of a connected factory: Something has to tap directly into the machine controllers—ideally, every CNC of every machine brand, no matter its age—to retrieve the data.
It’s common for workers to “clock in” on a job, perhaps using an adjacent tablet or laptop near the machine, but this doesn’t capture all the data that the machine control has. Ultimately, you want to know when the hard or soft tool—the punch, plasma, laser, or welding arc—is working on metal and producing good parts.
Standards for connected machines have existed for years. These include OPC (open platform communications) and the MTConnect™ standards. And in recent years, third-party translators have emerged, with the ability to connect to hundreds of different systems. As fabricator demand for machine data increases, so will the ways to access that data.
That said, it’s unrealistic to expect a fab shop to become a so-called “connected factory” overnight. When machines start to become connected and the data starts coming in, a fabricator should grab the low-hanging fruit first, the lowest being simply tracking machine uptime.
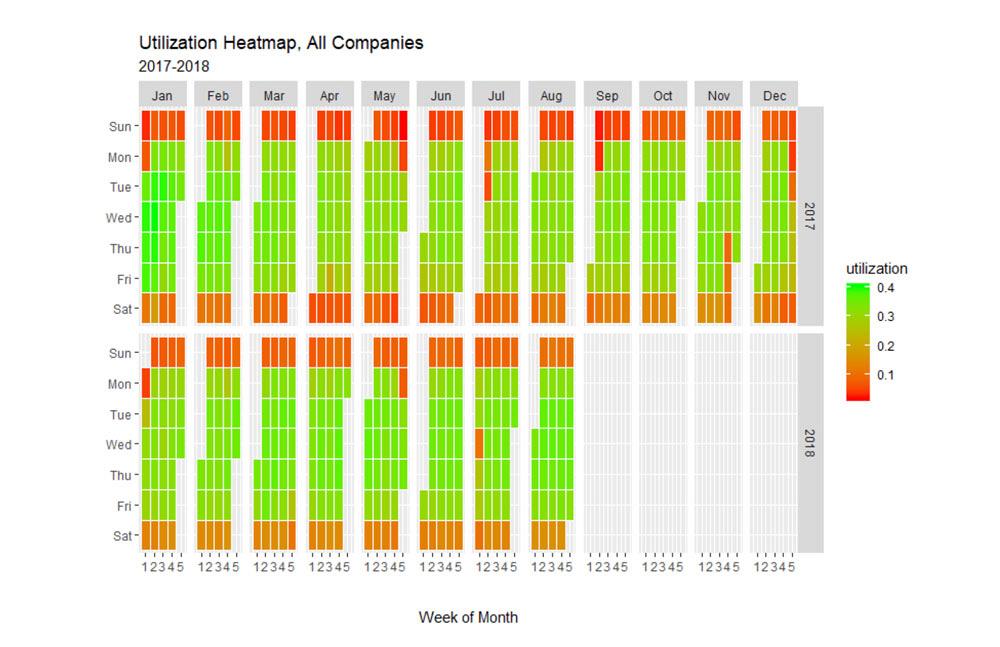
This heat map shows utilization of more than 3,000 connected machines over a year and a half. Note the low utilization levels on Monday.
Consider the story of the $3 drill bit. One shop had a manufacturing cell with a drill press with the cheapest drill bits that the shop could find. Sure, the operator had to change out the drill bit continually, but managers observed the operation and saw that it took just five minutes to change out the tool. And the drill bits cost just a few bucks, so what was the big deal? Besides, the drill press wasn’t the manufacturing cell’s constraint operation, so if the drill press produced more, the cell wouldn’t be more productive anyway—right?
When the shop started tracking uptime on that machine, a different story emerged. Sure, it sometimes took the operator five minutes to walk over to the tool crib, retrieve a new tool, walk back, and change out the tool. But other times it took as long as two hours. Why? As supervisors discovered, the cross-trained operator was taking advantage of his cross training.
When he walked over to the tool crib, another operator would ask him for help on another project at another machine in the cell. Managers walked the floor and observed this, but they rightly thought that this was a good thing. After all, it was the very reason the company invested in cross training. That operator was adding value, and the cell’s employees seemed to be working well as a team.
The problem was, the cell’s machine operators were working without data. When they saw the data, they realized that the lack of productivity at the drill press actually was starving the cell’s constraint operation—not a good thing—and soon after realized the value of a more expensive drill bit that wouldn’t have to be changed out so often.
They discovered that reducing the number of changeovers could save the company tens of thousands of dollars. More expensive drill bits still would have made sense even if all changeovers truly were just five minutes. Five minutes here and another five minutes there, again and again and again, really add up. It’s the little things that, taken together, snowball into major productivity problems. And yet, because the changeovers are just a few minutes, people don’t see them as a problem—unless they have the machine data.
Uptime data alone can reveal a lot. For instance, it might show that overall productivity is low at certain times of the day, week, or year. One recent benchmarking study of 3,000 connected machines revealed that many shops tend to have low productivity numbers on Monday morning. Why? Operators might be powering on equipment and setting up various jobs. That downtime carries a certain cost, and if you have the data, you can quantify it.
Say that each machine in a factory produces zero parts between 7 and 8 a.m., two parts between 8 and 9 a.m., six parts between 9 and 10 a.m., after which the machine produces on average 12 parts an hour. The machines could be producing 12 parts an hour all Monday morning, but they aren’t. Would it make sense to hire a semiskilled person who could come in Sunday evenings to prep the shop floor? Depending on the cost of each part and the number of machines a shop has, hiring a person might make business sense—or it might not. The point is that without the data, people most likely wouldn’t be asking the question in the first place.
True uptime data also can help with a fabricator’s capital equipment planning. If a laser’s beam-on time is low because it’s waiting for sheets to be loaded, perhaps the operation would benefit from material handling automation for the shop’s existing lasers, new lasers, or both.
If a press brake is being underutilized, does the fabricator really need more brakes, or could existing brakes be more efficient with good preventive maintenance, training, job documentation, or better material? Note that a shop still might choose to buy a new brake for other reasons, like the difficulty of training inexperienced people on older machines. But the machine uptime numbers at least help a shop manager go into the machine-buying process knowing what current machine utilization really is.
When you connect to the controller, you reveal what the controller knows, and this usually includes both its uptime as well as how long it really takes to run specific jobs on specific machines. This in turn can help managers plan and salespeople and estimators estimate accurately should request for quotes (RFQs) for similar jobs come in the door. It also can help an operation identify its true sweet spot in the product mix, the kind of work that a shop fabricates quickly, efficiently, and competitively.
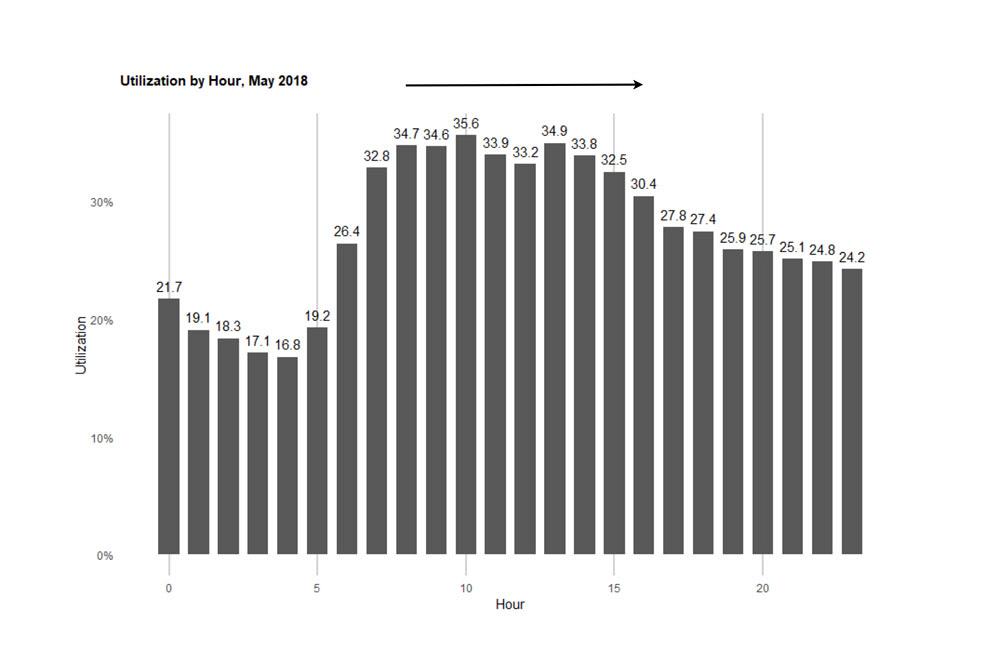
A recent benchmarking study showed that utilization on average is at its lowest over the night (third) shift into the beginning of the day (first) shift.
That said, job-specific data may be lacking on some machines, particularly for ones that involve nests of parts. A laser, punch, or plasma could cut a nest that has parts from dozens of different jobs. Again, when you connect to a machine controller, you can only pull what the controller knows. Historically, most cutting machines use program files that describe the cut lines, but they don’t have any part information. New approaches to nesting and file exports could change this, however, and in the near future, it might be possible to tie in machine cutting data with information from nesting software.
Uptime tracking also is possible in downstream processes like welding and assembly. For instance, it’s possible to tap into a welding power source to track arc-on data (though in manual welding, job-specific data might not be available; again, you can pull only what the controller knows). If a shop chooses to track these manual processes, operators often use some type of foot pedal or palm button to initiate the tracking.
Correlating machine data with specific jobs brings up significant possibilities. Is this truly the best routing? What sequence of jobs on this machine works best? Still, these analyses can get involved, and they often aren’t the lowest-hanging fruit of the connected factory.
Immediate benefits, in fact, can come with simple uptime data, particularly from a shop cultural perspective. True, many might feel that such machine monitoring wouldn’t go over well with operators. Big Brother comes to mind. Still, it really depends on how a fabricator uses the data—not to discipline but to help its front-line operators and, not least, identify and recognize its top performers.
For instance, if managers know that a certain person fabricates a job in less time, they can reward her accordingly (raises, promotions, bonuses, etc.) to ensure she stays with the company. Without data, her high productivity might go unnoticed, which might spur her to look for other work.
Now think back to my experience as a machine operator—about those Fridays when my boss asked about those 450 parts, and I had only 60 completed. What if my boss saw my machine uptime data, and on Monday saw that utilization levels weren’t as high as they should be? With real-time data, he could have come out to the floor immediately and checked up on my progress.
Why was I behind? This is Monday, not Friday. I can remember a few hours ago and tell him what happened. Next, he could have asked—well before any emergency, before orders were late and fires were being put out—something every front-line worker would be happy to hear: How can we help? That simple question can prevent those fires from starting and, ultimately, make employees much happier to come to work.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





