















Ask the Stamping Expert: Is it necessary to balance a die in a press?

Q: I always try to balance my single-stage and progressive dies in our presses. However, with some new dies coming in, I have no room to move them in the press to a balanced condition. Is it necessary to balance a die in a press?
A: To give you a better understanding of the subject, we should discuss the reasons for die and press balance in general. Explaining how to calculate off-center loads at each station would take several pages by itself, but the Fabricators & Manufacturers Association Intl. offers training on the subject.
To produce repeatable, high-quality, close-tolerance stampings, you must balance the die station loads in the press. This also will help you achieve maximum die and press life and maximum profits. Dies should be balanced both right to left and front to back on single- or two-point-connection presses. Balance from front to back is especially important, because an off-center load will put excessive force on the press gib bolts. It is not uncommon for them to break.
Presses must be designed and manufactured with a tolerance that allows clearance for moving parts. These clearances often are more than what the die allows. Clearances also vary from one press manufacturer to another. Gibs vary from 0.004 to 0.010 inch overall, and total slide lift varies from 0.020 to 0.040 in. Oil flow, which is almost uncompressible between the moving parts of the press, will compensate for some of the clearances, so press lubrication maintenance is critical.
An off-center load in a press (see Figure 1) will cause a teeter-totter effect in the parallelism of the slide through each press stroke. The press and die tolerances are being forced from one extreme to the other very quickly. This can cause high punch and die wear, chipping, burrs, vibration, and inconsistent stamping quality. The die pillars cannot correct this. These deflections are small but are magnified as press size, die area, and tonnage get larger.
Die setting blocks (sometimes called stop blocks) should never be used in a die to correct an off-center load situation because this will ultimately destroy the press—a very expensive proposition. The die always must be set with clearance between the faces of the setting blocks. If you set the press shut height and get an acceptable part at a given press speed, changing the speed will cause more or less inertia of the slide and die, and the shut height will change.
Dies can be balanced by putting a false load in the die opposing the offending off-center load. However, this will increase the overall press tonnage required, and the press must be sized accordingly.
Often dies are manufactured in two halves for ease of handling and because the tool manufacturer does not have a press large enough to try out the complete die. Acceptable parts are produced with each half of the die, but when the die is delivered to the production press, it will not work because off-center loads have not been considered.
Setting up sensors on the die and press will give you an oscilloscope reading of the press cycle in real time during production.
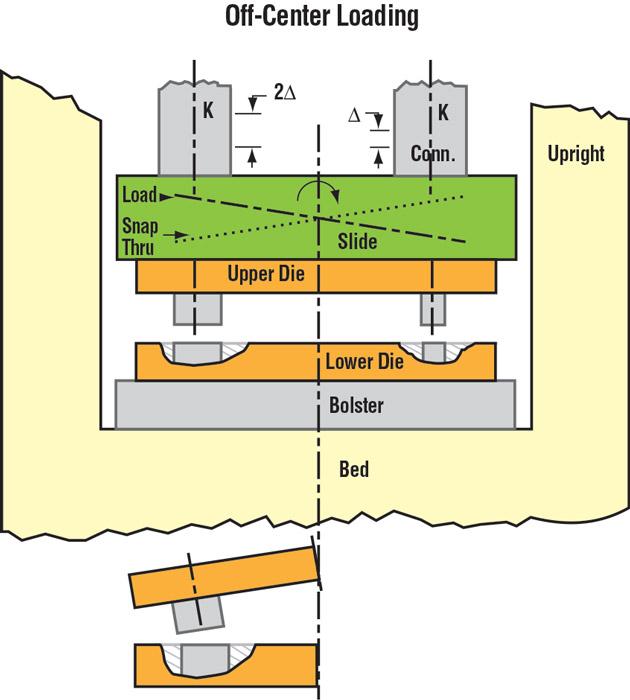
Figure 1
An off-center load in a press will cause
a teeter-totter effect in the parallelism of
the slide through each press stroke.
About the Author
About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




