















Managing Director of the Hot-forming Division

Hot forming, once the domain of hydraulic presses, can now be performed on a modified servomechanical press.
Editor’s Note: This article contains direct comparisons of two technologies, which normally is outside of our editorial policy; however, because the authors’ company manufactures both hydraulic and servomechanical presses, we decided to allow the comparisons.
As corporate average fuel economy (CAFE) standards require increasingly lighter vehicles, stamping manufacturers look for innovative ways, such as hot stamping, to form increasingly harder metals that can provide the safety standards required while also being thinner, and therefore lighter, than those previously used.
Hydraulic presses have been the default technology for hot-stamping presses. Recently servomechanical presses have entered the arena that hydraulic presses previously soloed.
Why? There are three good reasons for servo press technology to make its foray into the hot-stamping process: energy efficiency, cycle time, and reliability (see Hot Forming sidebar).
It is time to take care of the environment. Manufacturers are more and more concerned about reducing carbon emissions. In some cases, their customers require a calculation of the carbon footprint. What is becoming more common is a consumption audit of the installation in the early stages of a new design or even at the request for quote (RFQ) stage.
The electrical energy consumption difference between hydraulic presses and servomechanical presses is documented. Carbon emissions are deduced based on energy consumption. In a hot-forming installation, carbon emissions are calculated based on its furnace power consumption (electrical or gas), press consumption (electricity), and any other energy needed such as compressed air or cooling water.
Through this audit, stampers can make decisions to modify the design, and therefore the investment. As a result, the environmental effects of energy consumption, cost, and investments are balanced in final purchase decision-making.
Hydraulic presses have some efficiency vulnerabilities. In a hydraulic press, the pump motor runs most of the time whether or not force is required. This continuously running motor requires energy—up to 30 percent of the installed power in a conventional configuration. Conversely, in a servomechanical press, the motor runs and consumes energy only when the slide is moving, so it consumes about 30 percent less than a hydraulic press.
Like a hydraulic press, a servo-mechanical press can stop at bottom dead center (BDC). A conventional mechanical press cannot because it has a fixed movement profile and can stop only at top dead center (TDC).
Using a servomechanical press, a stamping manufacturer can continuously reduce the cycle time until it is optimal.
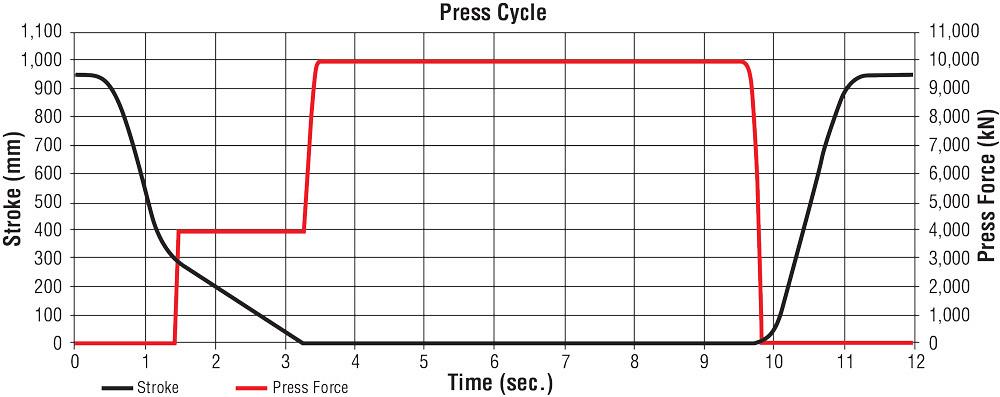
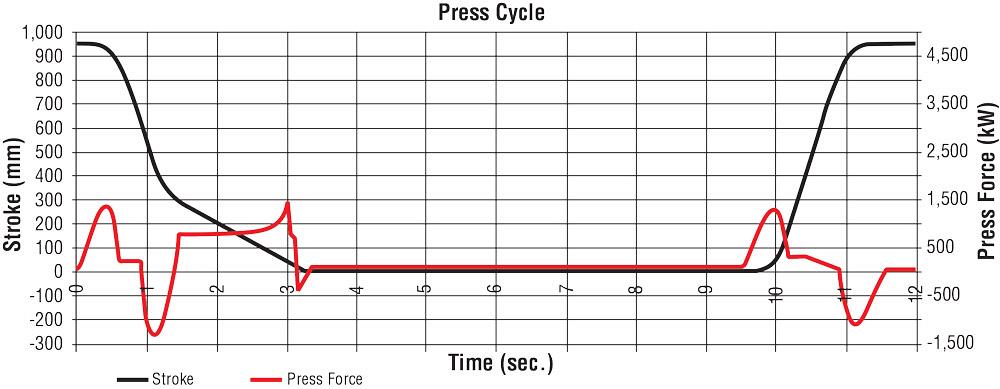
Figure 1
The force/time profile shows that during a drawing operation, the force was constant.
Hydraulic press repeatability depends on a range of parameters such as oil temperature, oil aging, and valve wear. Even servo-hydraulic systems are high-inertia, meaning that reaction time is reduced. This variability may negatively affect the resulting part accuracy.
The closed-loop motor of servomechanical kinematics ensures accuracy, although a servo-hydraulic press is also a closed-loop system; however, its dynamic reaction time is longer and therefore its accuracy is lower.
Hypothetical Hot-Forming System. A hypothetical hot-forming process was simulated. The working conditions considered were:
In Figure 1 the black line shows a press slide position and time profile according to the defined conditions. The force/time profile (red line) shows that during a drawing operation, the force is constant. In a real operation ,though, some variability may occur.
Hydraulic Press. Based on that data, a hydraulic press’s energy performance was evaluated based on total installed power of 800 kW (see Figure 2). In a conventional (nonservo) hydraulic press, up to 30 percent of the installed power can be wasted in standby.
Servomechanical Press. A simulation of an installation with 1,140-kW total installed power was performed to evaluate a servomechanical press’s efficiency (see Figure 3). In this case, the main motor’s consumption in standby was set at 50 kW, because a servomotor’s system efficiency is 95.5 percent:
Negative power values are obtained when the press slide decelerates. This occurs mainly before the die contacts the material and before TDC. This energy can be reused, improving the overall equipment energy efficiency.
Under these working conditions, a 45 percent reduction in annual energy consumption during the hot-forming process on a servomechanical press can be expected, although other parameters may vary the results.
Hydraulic presses require constant maintenance. Leakages and wear in the hydraulic equipment cause numerous production interruptions and frequent maintenance. Frequent maintenance shutdowns reduce OEE.
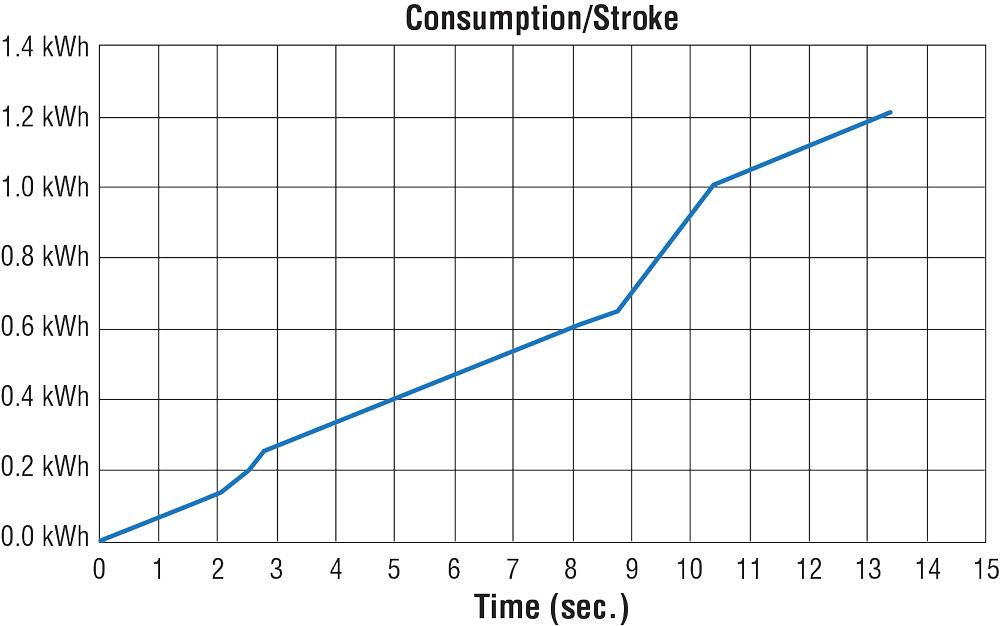
Figure 2
Hypothetically a hydraulic press running 13 seconds per cycle, 24 hours per day, 300 days
per year has an OEE of 70 percent.
Servomotor technology is 15 years old; it has been tested and proven to be reliable. Mechanical systems are inherently more resistant to maintenance problems than hydraulic because hydraulic pumps and cylinders wear out. In addition, the mechanical kinematics of its motor’s closed loop enhances its accuracy. Hydraulic systems are susceptible to leakages, and their valves and components are sensitive to oil conditions and temperatures, dust, and water, requiring frequent replacement.
An informal survey of 25 European OEM Tier 1 users of mechanical and hydraulic presses carried out in 2014 was referenced to evaluate the maintenance downtime in both press types. The results indicated 21 percent less maintenance was required on mechanical presses, resulting in more production time and fewer maintenance expenses.
Additional testing was conducted to analyze the position accuracy, force stability, motor torque performance, and the required restarting torque at BDC. With the servomotors turning, it was determined that the conditions at BDC were suitable for serial manufacturing. The position control allowed a controlled and stable force on the part and die. No measurable significant power was consumed.
So what happens with the energy consumption when the press is under force at BDC? To maintain pressure, a hydraulic press must keep some pumps running. Although no “work” is performed, the running press consumes a substantial amount of energy because motor-pump systems generally are inefficient—30 percent under these conditions.
A servomechanical press does not really control the force in a direct way; it controls only the slide position. The first challenge was to stop the press at BDC and keep it still. Initially the setup parameters were not prepared for these conditions, and the result was a minimal but continuous back-forward movement within the positioning tolerance window. This movement was an energy consumption problem (and could be a part quality one too).
It was necessary to perform the test in a full-size machine (8,000 kN) to achieve the correct program and tuning parameters. Once the slide was still and in position at BDC, the force stabilized and no power was being consumed in the servomotors.
Although the full press closed on the die, the servomotors did not move and so did not consume energy. This was a key difference compared to a hydraulic press.
It is noteworthy that a conventional servomechanical press must be modified for hot forming because restart under load conditions may cause bushing damage (see Figure 4). Capital costs are a factor also.
Hot-formed components are manufactured by austenitizing boron steel blanks in a furnace and then simultaneously forming and quenching them in a press. At a rate greater than 30 degrees C per second, the austenitic microstructure transforms into martensite. A fully martensitic microstructure generally is desirable because of the very high (approximately 1,500 MPa) tensile strengths.
To ensure the metallurgical transformation, the transfer of the hot blank from furnace to die must be as fast as possible; therefore, a fast automation system and high-speed press closing are necessary.
In particular, dies are manufactured with internal water cooling refrigeration first to ensure that the correct structure transformation takes place, and second, to increase the productivity, as cooling time is a critical factor in cycle time calculation.
Diemaking manufacturer BATZ S Corp., located in Igorre, Spain, wanted a servomechanical press for die testing and pre-serial product manufacturing of hot-stamped parts. It is common for its customers to want to see a number of finished parts (from several hundred to a few thousand) before they will approve a die for their own production. All the assembly of the components must be done and pre-serial parts manufactured.
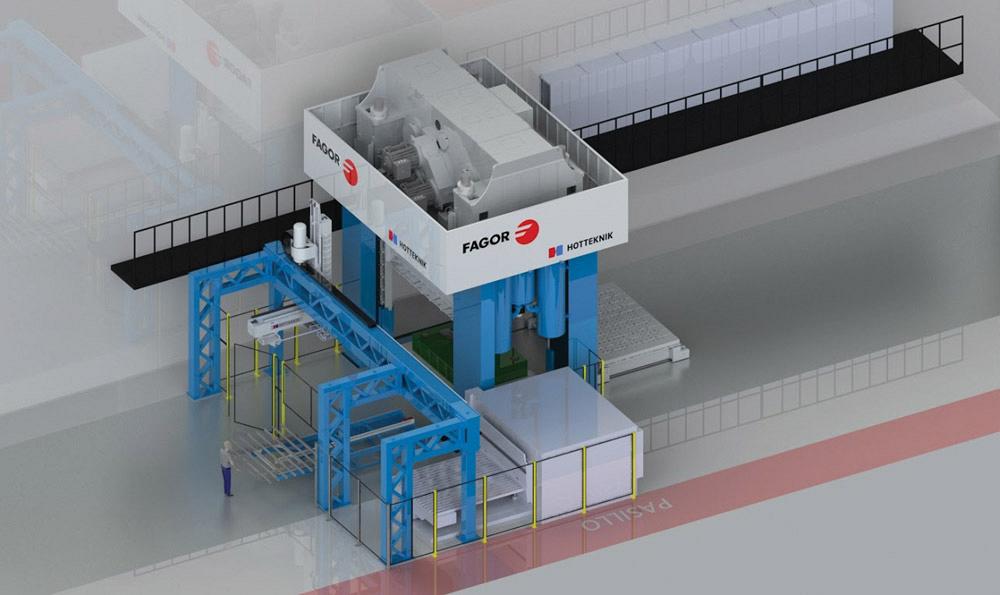
BATZ commissioned a 15,000-kN hot-forming servomechanical press from Fagor Arrasate. The installation includes a multilevel furnace and automation system. It is currently in the early stages of production in the press manufacturer’s test facilities in Spain. The installation, expected to be operative in March 2016, will be used both for die tryouts and pre-serial manufacturing.
Its main characteristics are:
Previously conducted tests and developments indicated how to set the conditions correctly for hot forming in the servomechanical press. A new challenge arose with the human-machine interface (HMI). The way that hydraulic and mechanical press parameters such as speed, force, and strokes per minute (SPM) are set differ. Therefore, a mixed interface was developed that enables the control of the servomechanical press and at the same time provides the information required to ensure compatibility between this press and any other hydraulic press.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}