















Vice President
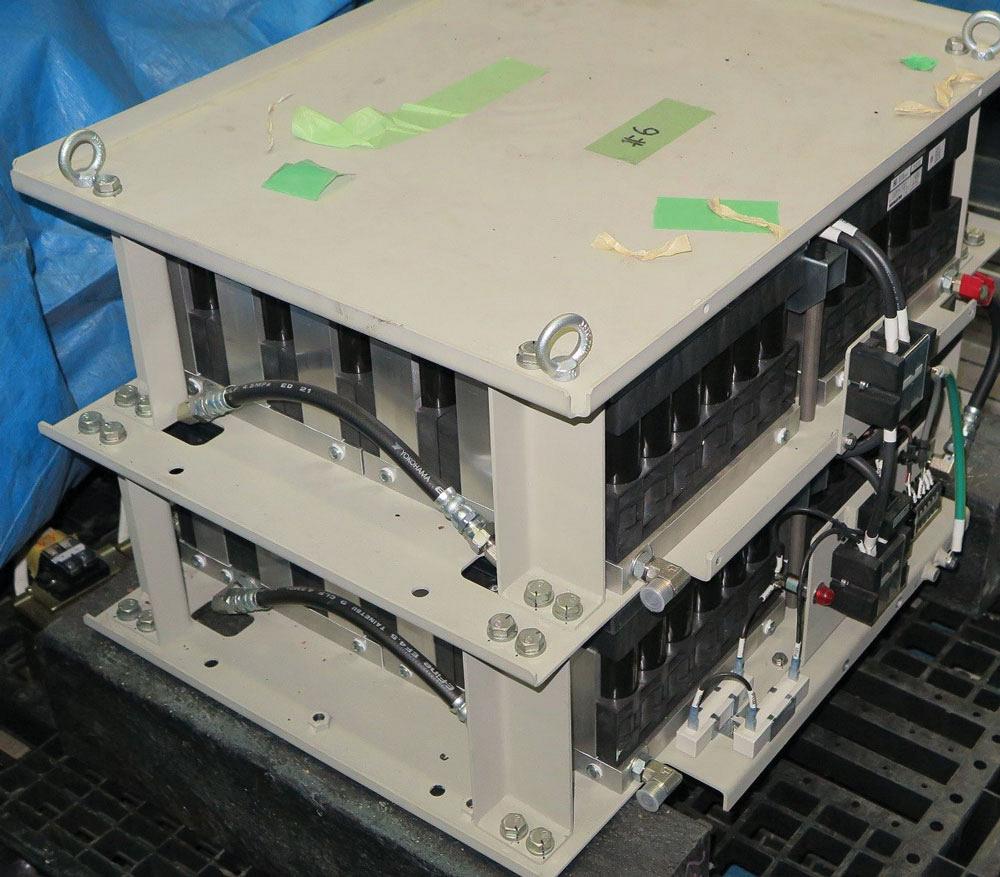
New capacitor technology allows for a smaller footprint and needs cooling to perform efficiently.
Servo press technology was first introduced on a global production scale in 2001. Since then the production and cost-saving benefits of servo technology have certainly been realized in the market.
Today some press manufacturers are adding more “refinements” to their systems to enhance these benefits to improve the efficiency and performance of the press.
For example, one recent improvement has been to add liquid cooling to the servomotors to increase their efficiency at high production speeds. Heat is the Achilles’ heel in any servo-driven system, whether it be a press, transfer system, or construction equipment. Transferring the heat from those servo-
motors quickly and efficiently to the liquid cooling system is a key factor to minimize energy loss from those motors.
The same holds true if a capacitor system is used (see lead image). Even the latest, nonaluminum capacitor technology is not immune to heat. Liquid cooling of these banks will lengthen their life, as well as improve the capacitors’ efficiency.
This new capacitor technology allows for a smaller footprint, meaning less space is needed for control panels on the shop floor or mezzanine.
The digital nature of servo-driven presses presents the opportunity for improvements in the control system. In addition to the hardware upgrades, many presses’ control platforms are being upgraded to improve communication from the press to the plant production monitoring systems (see Figure 1).
Such monitoring systems have been available on presses for many years from several OEMs. Although the systems monitored the press and compiled production running data from the press, there wasn’t a lot of detail in the reports they generated.
For example, these first systems relayed the rate of strokes per minute, how many hours the press ran, and if an e-stop condition occurred, but nothing more. Stamping manufacturers didn’t receive data as to why a press was running at a certain rate or the cause behind an e-stop–whether it was caused by a misfeed, buckle detection, utility problem such as an electrical surge, or something related to the auxiliary equipment such as the coil line or conveyor. They had no way of knowing how often these e-stops occurred. In many cases, the operator either had to manually enter these reasons or just didn’t have time to do it.
But the stamping industry has changed, and demand for more specific information to improve the bottom line has grown.
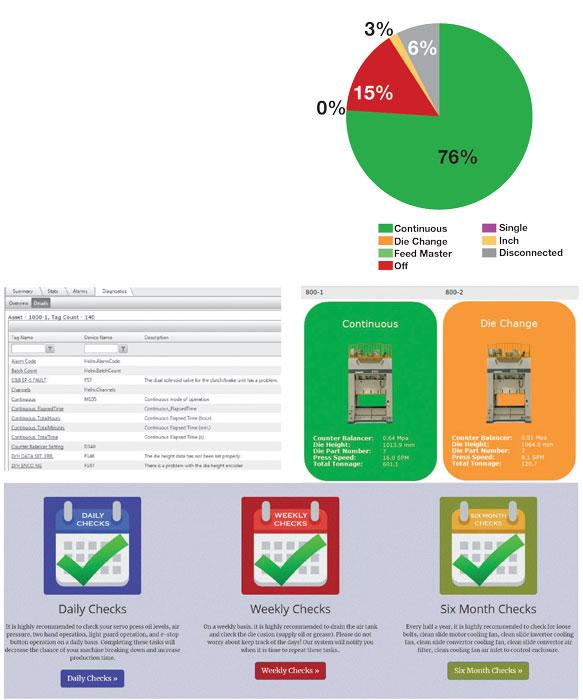
Figure 1
New press check systems show diagnostics pointing to the specific cause of a component failure, as well as operator check lists.
Several acronyms and initialisms are heard in industry today: overall equipment effectiveness (OEE); internet of things (IoT); Industry 4.0, which is a name given to the current trend of automation and data exchange in manufacturing technologies that include IoT and a few others. Though there are differences among these, the common thread for all is the ability of machines, devices, sensors, and people to connect and communicate with each other.
Without specific data, it’s not possible to determine an OEE and identify problem areas in the production process to take corrective action. Data needs to be timely and immediately available via the IoT or the internet of people (IoP).
The important point to remember is that the press alone doesn’t make the part. The press system makes the part. Coil lines, transfer systems, die sensors, quick die change systems, and onboard automation equipment for auxiliary equipment such as tapping and part insertion all are necessary for that application process. Just as for the press, the operation of these components must be transparent to operations management.
Another function that Tier 1 suppliers and their suppliers require today is the ability to predict any failure of a manufacturing system caused by the failure of a component in that system. The initialism PFA, for predictive failure analysis, originally referred to computer mechanisms that analyze error trends. These mechanisms were intended to predict future failures of hardware components and proactively establish methods to avoid them. Now PFA has been adapted to our industry and become more a standard term with major OEMs.
An example of PFA is oil changes in a press based on its actual running time and oil heat, instead of just once a year as the machine manual states. That might mean that the oil is changed every six months to avoid oil breakdowns and corresponding downtime. This approach applies to bearings (both roller and bushing) and other components as well. The concept is that the machine gets fixed before it breaks.
Of course, this requires algorithms to be written and sensor technology to be installed. This would have to be done not just for the press, but for all the peripheral equipment that comprises the system as well. Therefore, PFA algorithms must be written for the coil line, feeding equipment, transfer systems, die sensors, quick die change systems, and onboard automation equipment as well so that the press monitoring system can gather all that data and send it to management in real time.
Digital stamping technology, getting a big push by digital servo technology, continues to evolve, and no one knows for sure what the next technological innovation will be—or when it will come. But one thing is for sure: The use of robots and other intelligent devices will increase for more efficiency and a safer manufacturing environment. This also mandates the increased demand for PFA and the corresponding initialisms.
Autonomous cars, inclusive in Industry 4.0, are already in process. What’s next?
Jim Landowski is vice president for Komatsu America Industries, 1701 Golf Road, Rolling Meadows, IL 60008, 847-437-3750, www.komatsuamerica.com.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





