

















Contributing editor
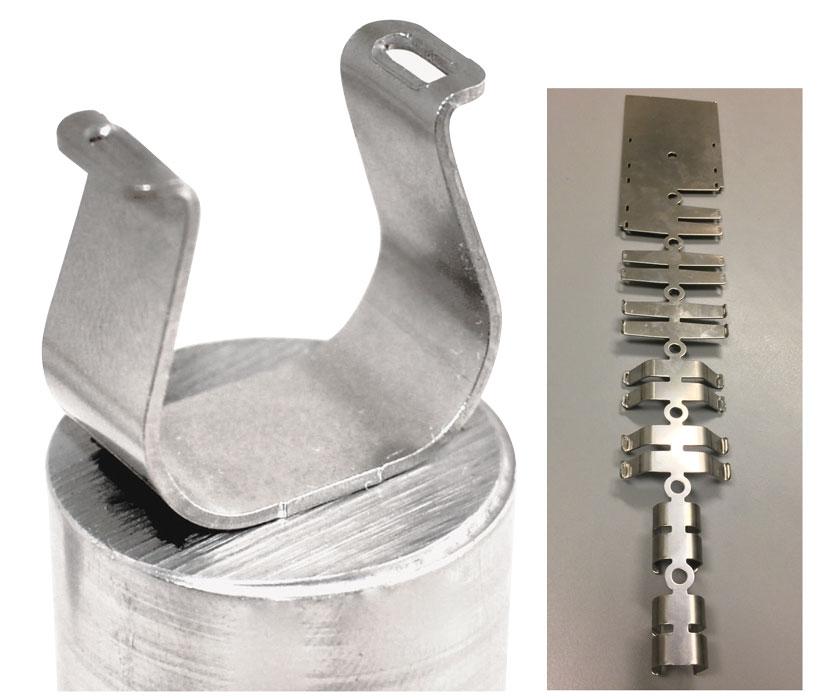
So much depends on a small C-clip stamped for a powertrain component. Forming the tiny part out of stainless steel in a mechanical press was creating seismic reactions to the tools and punches and prohibiting Scandic from being able to meet its customers’ volume and quality demands. Clip photo courtesy of Scandic, San Leandro, Calif.
Scandic, a stamping manufacturer in San Leandro, Calif., encountered severe tooling problems when manufacturing a critical component for an important customer.
Dies were cracking. Parts were failing. Small hole-punch tools were breaking faster than a runaway car down Lombard Street. The shock at snap-through could register on the Richter scale.
Being located in an earthquake-prone zone, Scandic is familiar with seismic events—but not to one in a press.
The unusual part, a small, C-shaped clip, came with challenges inherent in the engineering (see lead photo). “It is not a real long die, and there aren’t huge amounts of steel involved, but it is very challenging to stamp it without breaking the punches,” said Scandic President Hale Foote. “The part has a critical dimension from tip to tip, which means you’re going around six different bends. If any of those vary half a degree, it’s out of spec. Plus, it has spring properties, it can move in the oven during stress relieving, and there’s a load requirement,” Foote said.
That alone was not the problem, though it might have been an obstacle for another stamper—not for Bullitt-like maneuverist Foote (see Figure 1).
Scandic has long specialized in manufacturing miniscule parts with multiple bends—almost none of them at right angles—with specific spring and load specifications and functions (see Figure 2). The small parts the stamper makes usually are made of high-temper spring materials, have compound forms, and need complicated tooling, Foote said.
What made forming the part challenging was at the intersection of punching holes nearly as small as the material thickness and very high-tensile-strength stainless steel, Foote relayed.
Dan Morgan, production manager, elaborated: “The hole diameter is about 60 [thousandths of an inch] and the material is 40 [thousandths of an inch]. The rule of thumb is that it be three times the material thickness. This is nowhere near that.”
“So we’re breaking the rule,” Foote added. “Stampers do that occasionally; we beef up the punches to make them extra-tough, but these clips had to be stamped out of full-hard temper stainless steel—really tough stuff.”
The material’s tensile strength is 220,000 pounds per square inch (PSI). In comparison, mild cold-rolled steel is an estimated 58,000 to 80,000 PSI.

Figure 1
Scandic President Hale Foote is not one to shy away from challenging, even difficult stamping jobs, but a stainless steel clip forming project had him between a ram and a bolster. Photo courtesy of Scandic.
The job was wreaking havoc in the mechanical straight-side press originally dedicated for the job. “The 1-mm punches kept shattering,” Foote continued.
“We might get 5,000 strokes or we might not get any and one would shatter. We were just going through punches like crazy. Whole die sections were cracking after a couple thousand strokes in our mechanical press.” (See Figure 3.)
Unsurprisingly, not only were the punches and dies impacted, the parts underwent deformation also, Morgan relayed. “We would get fracturing on the clip’s ears, because the way the punch enters the material is in a direction that isn’t conducive to forming. The grain of the material is not in our favor. So fracturing occurred on the ears pretty extensively, and that’s a really bad thing because it’s going into an automated assembly. Our customer cannot have defects.”
Scandic manufactures these clips for a particularly discerning Bay Area automaker. The part is integral to the powertrain. “Our customer was adamant that they had to have these hole features, this temper, and this thickness,” Foote said. Even the steel’s grain direction on press was specified.
“I remember conversations on Friday nights between our engineers and our customer. We discussed material changes, but they were not very receptive to it. They had already gone through the testing using this material,” Morgan said.
Scandic experimented with different tool materials and coatings to extend tool life and made incremental gains. “We tried every tool alloy in the world. We tried carbide, coated punches … we went through the whole gamut,” Foote said.
Morgan explained. “Initially we built the tool with just standard tool steel … A2, D2 … and then we threw some high-speed tool steels in there too, M4. After that we looked at the Vanadis® and other powdered metals. Everything kept breaking. Whole die sections would fail. The cross sections are kind of thin. If you look at a punch or a die section, you can see that there is very little support there. The punches just kept snapping on us constantly.”
Foote added, “It was awful. We needed 26 of these per vehicle.”
The team tried a carbide punch and steel die combination that improved tool life, but more improvement was needed—and Morgan had reservations about using carbide. “At that point, I didn’t want to use it on this job because you need to have really good support. You can’t have it failing downstream and then carrying a chunk of high-speed steel or tool steel through the die. The carbide is too brittle, and many of these sections were just too fragile. It was too much of a risk.”
What finally provided resolution to the problem was already sitting in the shop. Previously, the stamper had purchased an AIDA DSF-C1-1500, 165-ton servo-driven press (see Figure 4). The staff had experimented with it but had not yet fully tested its capabilities on a specific job. “We were evaluating it with tools from an old 60-ton press that was on its last legs. We tried a lot of the servo’s features—flexibility, adjusting the shut height, and designing a stroke that is conducive to what you’re stamping,” Morgan said.

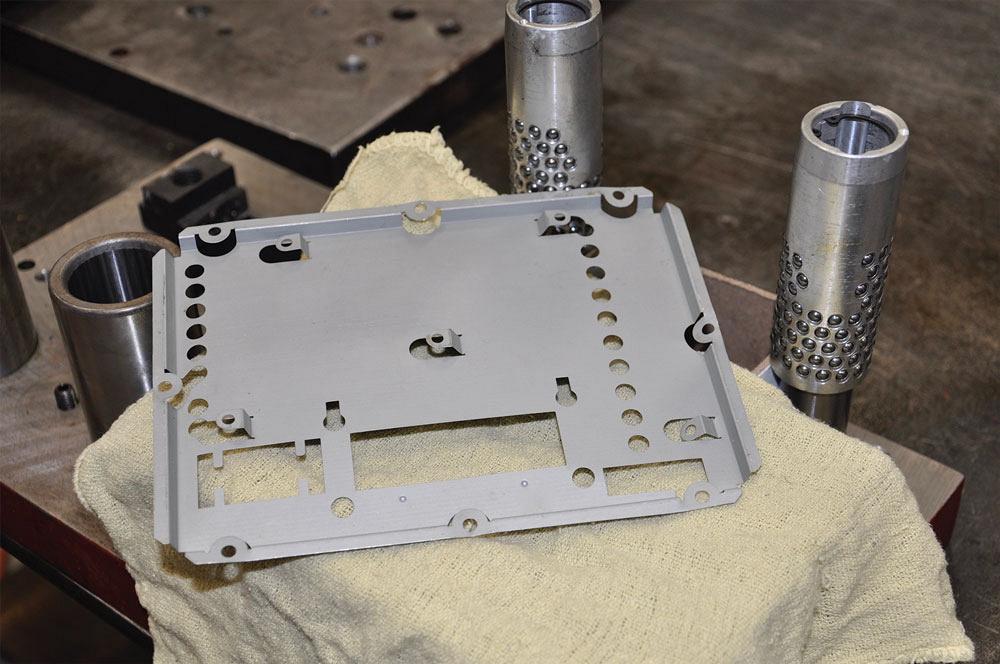
Figure 2
This clip part was stamped out of 17-7 stainless, annealed and heat treated to be springy. It holds a lens onto a laser scanner similar to those used in a grocery store checkout. Small, spring-tension parts are a staple of Scandic’s product offerings.
“So we moved the job over to the servo, designed a stroke profile, and slowed down toward the bottom of the stroke so it went through nice and slow,” Morgan continued.
“It worked.”
Foote added, “It was the identical tool. We didn’t change punches or the approach. We took the tool out of the flywheel press and put it into the servo press.
“We’re no longer having that huge shock and then snap-through. That allowed the punches to last longer and decreased the fracture on the ears,” Foote said, adding, “This job really illustrates the benefit of slowing down the press at bottom dead center [BDC] while still applying full tonnage.”
The stroke is programmed to accelerate after it pierces the steel to make up for speed lost when the ram slows during breakthrough. Not only do the operators gain speed by accelerating in the ranges of the cycle when the die is not making contact with the material, they also realize speed gains by running the press in pendulum mode. In pendulum mode, the die stops right after the BDC and reverses direction, hitting BDC again without going through a full cycle.
The job runs at 25 percent of the stroke speed in pendulum mode. “We lose a little speed at the bottom of the stroke but make it up by not having to go the whole 360,” Foote said.
Initially Scandic was getting 15,000 strokes before having to sharpen or replace punches—about 3,000 strokes an hour for about five hours of production. In comparison, on most jobs, a punch cycles at least 50,000 strokes (100,000 parts in the two-out die) before it is serviced.
The operators swapped out sets of key punches and continued. Morgan and the staff kept working to improve tool life. The team experimented with die clearances. “In the beginning we went with some standard 5 to 10 percent clearances. We ended up at about 15 percent around a lot of the features. That helped the longevity,” Morgan said.
Morgan and Foote said they began carefully observing the material conditions and chemistry under which the punches lasted longer and arrived at an ideal hardness and elongation range for the stainless they purchase. “So it’s still full-hard stainless, but by studying the data, we saw that higher elongation is really just as important as lower tensile strengths. If we can buy the material still within the 185 to 220 range spec, but between 185 and 187 tensile strength with 6.5 percent elongation, we have a lot fewer problems,” Foote said.
In addition, rather than waiting for failure, Morgan launched a regular maintenance schedule that included fine-tuning all the tool steels. Currently the maintenance schedule calls for swapping out punches every 25,000 strokes (50,000 parts). “There was a learning curve. How frequently should we service it? What can we do? We’re sharpening the punches every 25,000 strokes, taking 0.0010 or 0.0015 in. off. We get maybe 20 sharpenings and then throw that punch away,” Morgan said.
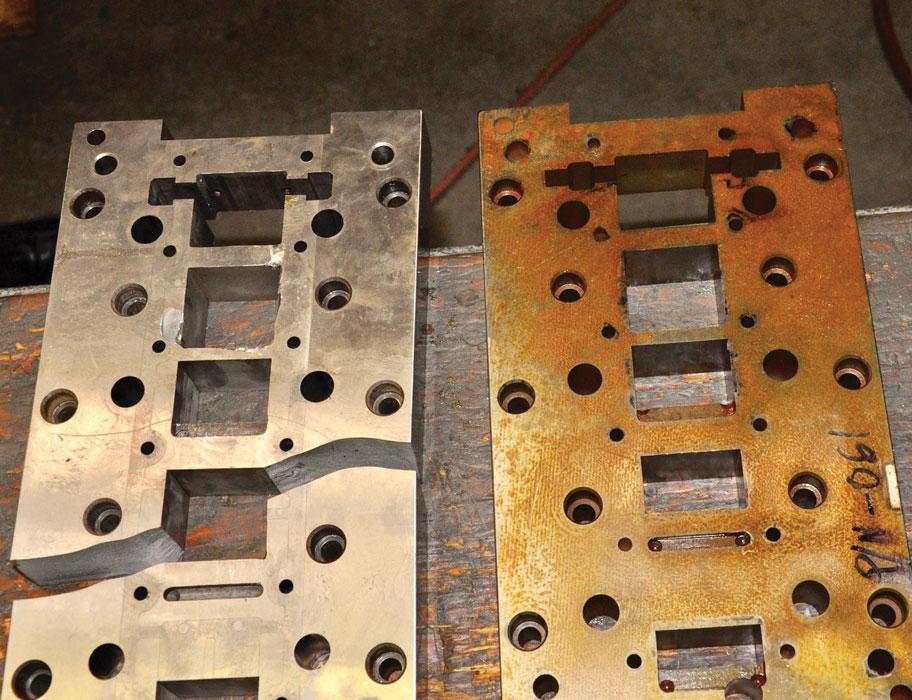
Figure 3
The destructive force of the punches into the 220,000-PSI full-hard stainless cracked dies, fractured the small hole-punch tools, and mangled parts. Photo courtesy of Scandic.
The company is exploring other ways that it can use the press to enhance productivity and to expand into new markets.
Foote said that the servo press’s capabilities offer opportunities to perform work the company doesn’t normally do and to experiment with unfamiliar prospects, such as those with thicker materials, larger parts, and deeper draws (see Figure 5).
“It’s much easier to do draw work in the servo, especially during setup,” he said. “You can just dial down a small travel wheel, and the toolmaker calls out ‘give me 3 more degrees.’ There’s not a lot of that drama like there is when you try a brand-new tool into a flywheel press, slow it down, cross your fingers, then kaboom! The servo is much more forgiving.
“For a solar project, we’re drawing a cone-shaped feature for the mounting system. So we did some development of that shape to try to prove out the forming process before we designed and built a progressive die. It’s a drawn feature, and since we don’t normally do draw work, this was an easy way to get into that,” Foote said.
“What we learned from putting the job in the servo press allowed us to develop it even further for stamping on our flywheel press,” Morgan said.
Scandic receives a multitude of requests to do prototyping. “Here in Silicon Valley, we turn down work every single day.” For those prototyping jobs Foote does accept, being able to perform quicker setups and to make dies with fewer stations are expected to improve Scandic’s prototyping and short-run profit margins (see Hybrid Approach to “Tweener” Volumes sidebar).
Scandic recently completed a 15,000-square-foot facility expansion to accommodate growth, especially as it has taken on larger parts than it had stamped previously. The addition is a dedicated pressroom.
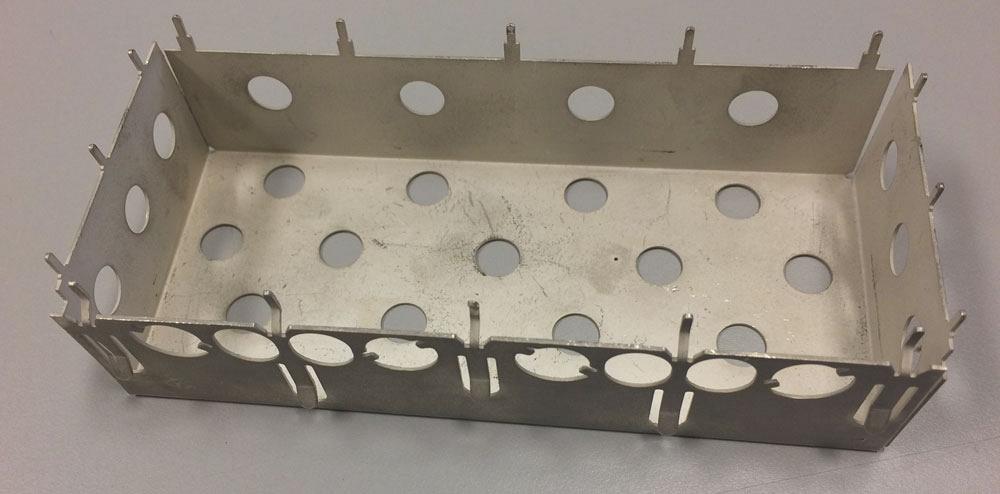
Initially a four-slide springs and tiny, spring-loaded parts manufacturer, the company now also stamps parts as large as a 24-in. tray (see Figure 6). As a result, the company has purchased more presses and larger presses—and the accompanying feed and material handling equipment.
“Our business has become more stampings than springs. We’re still a spring company, we still make springs, but we produce more stampings, many of which function as springs, with load and deflection specifications. Bigger presses require bigger coils and more room. About a year ago we were out of space. To change a die, you had to move three coils and a pallet. We had to put on this big addition for the presses.”
Since building the addition, Scandic has added one 220-ton press and recently brought in four additional presses for a takeover job.

Figure 4
Scandic searched the world over, then found the resolution to its tool breakage and part fracture problem right on the shop floor—its servo press. Photo courtesy of AIDA.
Foote reported that since moving the automotive clips job to its servo press, the company will be able to manufacture 2.6 million pieces this year (see Figure 7). Of course, it wasn’t able to reach that volume right away. Foote and Morgan said it took most of the four years that Scandic has been manufacturing the job to get it to this point.
They said that although they appreciate all the additional benefits the servo press offers, such as customizing stroke length to perform in-die tapping, its greatest value to them is that it enabled them to get a critical job done. “We went from very little yield and catastrophic tool failure—a few hits and crash—to actually being able to cycle 25,000 strokes and produce 50,000 parts,” Foote said.
He added, “This C-clip part is a great illustration for why a servo press has a place in a stamping plant. The clip still is a difficult part; but it definitely would not run on a flywheel press at a constant ram speed and it definitely does run on a servo press. It had to be stamped on a servo.” S
Scandic, hfoote@scandic.com, 510-352-3700, www.scandic.com
Scandic has developed a hybrid approach in utilizing its capabilities and know-how to profit from manufacturing “in-between” volumes. “We have lots of odd quantities of 5,000 to 10,000 parts per year. That’s not really enough to justify an 8-foot-long prog die—you don’t want that much overhead—but it’s too many for a laser,” said Hale Foote, president of Scandic.
“So we have an active book of work that we call stage tooling. We build a progressive die that does all the holes and perforations and even some of the preforming, and then the bending is done with separate tools on a hand-fed press or on press brakes.” That approach took a $20 laser-cut part down to a $4 part, he relayed. “It’s all about the ROI. As we told a customer, ‘You could buy a $20,000 die and get per-part costs like this, or you could pay $70,000 for a tool and get the parts at a very low per-part cost.’ At that in-between quantity—20,000 parts per year—a lot of stampers would say that’s not a good fit. So this is how we do it so it makes sense.”See Side Bar Photo

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...







{kind=link}
{kind=link}
{kind=link}
{kind=link}