















Digital technologies help fabricator find path to the future
Manual processes give way to CNC, CMM, and I4.0

Two views of a spiral staircase in the Thomas Jefferson School of Law, San Diego, show off Albina’s forte, bending large HSS. Stairway stringers bent in helical spirals are key components in making eye-catching, space-saving staircases.
Like many fabrication shops, Albina Co. Inc., Tualatin, Ore., is the product of a humble origin. A pipe shop that started with a single employee, it grew to become a fabrication shop with expertise in a half dozen bending processes and decades of proficiency in bending essentially any form of steel. While most businesses last just a few years—many less than 12 months—this one is thriving after decades in business. It wouldn’t be an overstatement to say that its longevity is the outcome of a single staffing decision.
The company was formed in 1939 by three founders, who hired a local steamfitter, John Smith, as their first worker. Deciphering prints and using a variety of tools and machines to turn lengths of pipe, valves, and fittings into complex systems is rigorous, challenging work, both mentally and physically. For Smith, that wasn’t the end of the line. His time as a steamfitter was more of an apprenticeship than a career. Albina was a good fit for his background because the company would become much more than a pipe shop.
“The original company was a blacksmith shop in an old horse stable,” said Brian Smith, the current owner, CEO, and John’s grandson. “Back then the focus was 100 percent pipe,” he said.
John Smith’s time as the sole employee was limited, but no matter—his other title, first employee, carried a lot of weight. For much of his tenure, he was the most experienced person on the staff. As the original partners left the organization, Smith’s role grew. Over time he became a co-owner, and eventually the sole owner. Along the way he also was the shop foreman and operations manager, but his biggest contributions stemmed from his ingenuity. More than a fitter, Smith had a knack for all things mechanical, and ultimately he became an equipment builder. He was responsible for designing and assembling one of the company’s first bending machines.
“We still have the first machine he designed,” Smith said. “We call it the Model T. The gearbox is a transmission and differential from a [Ford] Model T.” Although tube and pipe bending machines have been commercially available for many decades, the Albina staff continued using the Model T long after the company had started to build up a fleet of equipment from machine manufacturers.
As the company’s cumulative expertise grew, its work in plate, angle, channel, beam, and hollow structural sections (HSS) outgrew the pipe projects.
“These days, about 65 percent of our revenue comes from the structural segment,” Smith said. Much of it is in construction; some of it is art. For a company like Albina, the work is never routine or boring, but the art and sculpture projects usually are a little more interesting than the architectural work.
“We get just 2 or 3 percent of our revenue from art projects, but they’re usually difficult, and the results are great marketing,” Smith said.
It’s almost impossible to list the all of the company’s current capabilities in bending steel. It bends angles flat (leg in or leg out), and it bends them on the diagonal (heel in, heel out, or heel up); bar—round, square, and flat (easy way or hard way); beam, including wide flange (easy way or hard way); channel with flanges in, flanges out, or hard way; rail with ball in, ball out, or ball up; tees with stem in, stem out, or stem up; round pipe and tube; rectangular tube (easy way and hard way); and square tube in a normal orientation or on the diagonal. The company also can roll and induction bend to make spirals and, in many cases, it can impart twist as well (spiral circular and spiral helical). It also does other challenging bends, including multiplane, off-axis, elliptical, parabolic, and reverse (S curve). To make these bends, it uses hot (induction) bending and cold bending by rotary draw, compression, rolling, point, and synchronized incremental.
While Albina bends the largest HSS to come out of modern tube mills—rounds up to 20 inches OD, squares up to 22 by 22 in., and rectangulars up to 24 by 12 in.—the company doesn’t stick to large materials only. It bends rounds as small as 1⁄4 in.

Fabricated by Albina Co. Inc. for a project in Seattle, The Spheres received the American Institute of Steel Construction’s 2019 IDEAS2 Presidential Award for Excellence in Fabrication. The company bent more than 1,000 lengths of rectangular steel tube for its portion of the project, eliminating nearly eight miles of welding and grinding work.
“Many of our manufacturing customers want kits and subassemblies, so we do some supplementary welding and fabricating, but we don’t want to cut into their business,” he said.
Moving Toward Modern Modes of Manufacturing and Measurement
When John Smith turned over the reins to his son and Brian’s father, the late Bill Smith, the company continued to expand its horizons, except in one area: It never crossed the threshold to the world of CNC. Bill was never convinced that this technology was a good fit for Albina.
“He didn’t think our shop was the right environment for CNC, computers, or anything electronic,” Smith said. The shop’s doors often are wide open, allowing in airborne dust and dirt, and the grinding and welding activities generate fine particulate matter that is harmful to sensitive electronic components.
Times changed, and most controls now are sold in cabinets or housings rated at IP-65 (ingress protection against dust and water), so eventually the
company’s direction changed. Under Brian’s leadership, the company has embraced some of the latest electronic technologies.Measuring. For the first 70 years or so, the company relied on common shop tools—carpenter’s squares, straightedges, and wooden blocks fashioned inhouse—to verify part dimensions. These were perfectly suitable in an earlier era, but they don’t have the precision that many builders and manufacturers want these days. Other drawbacks concerned measurement consistency from one worker to the next; proper annotation on quality control documents; finding the specific trouble spot if a part didn’t conform to the print’s specifications; and determining the remedy.
So the company invested in a coordinate measuring machine (CMM) from Hexagon. In addition to providing a better way to measure parts, the CMM gets the company much closer to the ultimate efficiency goal: first part=good part.
First, because Albina’s CMM is a laser-based system, it records the part’s dimensions accurately, thoroughly, and quickly. When using hand tools, the operator measures the critical dimensions, but time is the constraint that prevents taking enough measurements to create a complete 3D model of the part. By making a thorough reading of the part’s dimensions and comparing it to the CAD file, the CMM’s software provides a visual representation of the entire part, end to end, and shows where the part is out of tolerance on a color map.

Bends that have nothing in common help to illustrate the variety of Albina’s capabilities. A spiral helix made in large, heavy-wall, rectangular HSS (left) contrasts starkly with the undulating 2D bends made in small-diameter pipe for a chemical processing application (right).
Second, the software feeds this information back to the rolling machine so the initial part can be corrected. It also uses this information to make adjustments to the rolling machine’s program to improve the dimensions of subsequent parts.
Third, the Albina staff can use this information to create quality control reports with precise annotations.
The system has other advantages involving accuracy and speed. Because the measurements are based on a noncontact laser system, the results don’t vary among the personnel who use it. Furthermore, essentially all the personnel can use it—the machine operators can take their own measurements and don’t need to wait for quality control personnel or a foreman to determine whether a part is good or not.
“It also allows us to do reverse engineering without much trouble,” Smith said. “We can reproduce a part without a drawing.”
Rolling. A longtime Roundo customer, Albina’s roll bender fleet comprises models R-3, R-4, R-6, R-7, R-11, and R-13, which bend a variety of angles, tees, and rounds from 2.5 to 20 in. diameter, but Albina had a big void between models R-7 and R-11. The staff often used the R-11 when it had to, but making undersized parts on a rolling machine means adding to the tail length, resulting in excess waste.
When the company was shopping around for a machine to fill the gap, it found that another manufacturer had incorporated a camera and software that, like the CMM, would compare the part’s print to the rolled workpiece while it was still on the machine. Albina invested in a DAVI model MCP30 equipped with the company’s iRoll camera system, which is the first in the U.S., according to Smith. Using the camera is much faster than the conventional way of verifying the part’s dimensions.
“We make full-scale layouts on the floor,” Smith said. Comparing the part to the layout chews up a lot of time: get a crane, lift the part from the machine, move it to the layout, set the part on top of the layout, and compare the two. If the part is good, the operator moves it to the next workstation or to the packing area; if it’s bad, he moves it back to the machine for rework and starts the verification process all over again.
The camera eliminates nearly all those steps, including making the full-scale layout on the floor.
However, the camera’s capability doesn’t cover every scenario. Some bends, such as ellipticals, held tangents, and offsets, still need a thorough check before they are deemed acceptable. However, even in these cases, the camera is a big help because it can determine whether or not a part is close to conformance. In these cases, if the dimensions aren’t close to the print’s specifications, the operator can modify a radius to get the part closer to conformance before removing the workpiece from the machine to check it, reducing handling and rework.
Because the new machine is equipped with CNC, the staff can store and recall difficult programs, meaning that on reordered parts, the first part is either a good part or very close to it. The controller also facilitates more consistency in rolling.
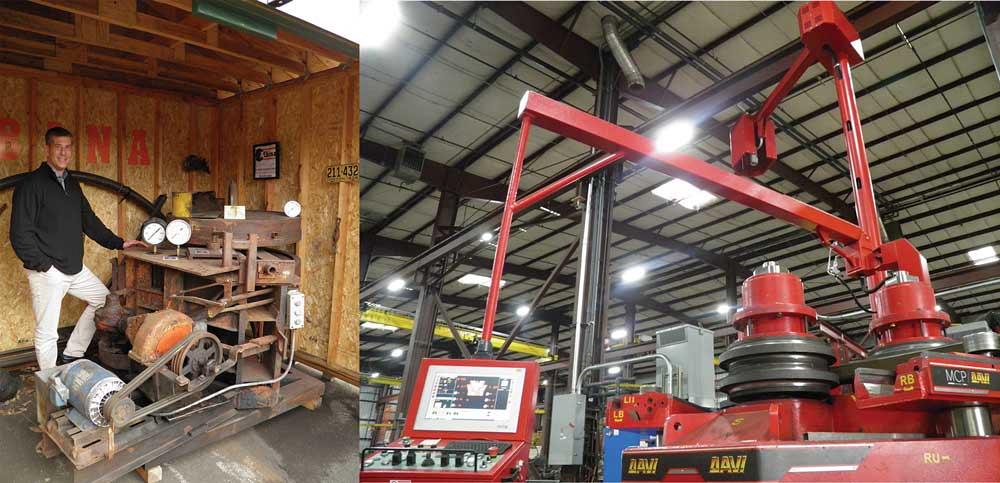
No longer in use, John Smith’s homemade bender, the Model T, still has a place on the grounds of Albina and in the hearts of its employees (left). At the other end of the technology spectrum is a DAVI rolling machine equipped with CNC for bending and a camera system for corrections (right).
Drilling and Coping. Making holes along a tube or pipe’s length is perhaps the most thankless task in the entire history of metal fabrication. Whether the joint is necessary for making a pipe manifold or the intersections between a handrail and the posts or pickets that hold the handrail up, coping is rarely an efficient process. Fishmouths and saddles can be made consistently by machining, but machine time is expensive; they can be made less expensively by using hand tools, but consistency is elusive, at best.
For many years Albina did its best in using manual processes for coping and drilling, but it was one hassle after another. The company used homemade fixtures to help with speed and consistency, but frequent revisions meant that the company had to keep making new fixtures, and storing them started to eat up a lot of valuable floor space. Furthermore, searching around for the right fixture and putting it away consumed quite a bit of time, and handling the material often was difficult, especially when coping odd shapes or long, heavy-wall items. Finally, the maximum diameter of tube or pipe that Albina could cope was restricted by the maximum capacities of its hand tools.
Because the company didn’t have any specialized equipment for coping, it couldn’t compete on price against other fabricators. At the same time, outsourcing this work added to the time needed to get the job done, so lead times also were problematic. Again, it looked for a CNC machine.
Albina found one in a piece of hardware supplied by Bend-Tech LLC, a company that mainly supplies software. Focusing largely on hobby fabricators, schools, and small shops, the company makes software for fabricating sheet metal and two software series for tube and pipe—one for general fabrication projects and one specifically for engine headers. From there, Bend-Tech leveraged its machinery knowledge to develop two series of CNC plasma machines for cutting and marking tube and pipe. Its Dragon A150 handles rounds up to 3 in. OD in lengths up to 12 or 21 ft. Albina opted for the larger Dragon A400, which cuts and marks rounds, squares, and rectangulars in sizes up to 4 by 4 in. square or 6 in. round in lengths up to 24.5 ft. long.
It sounds like an exaggeration to say that the machine revolutionized Albina’s ability to drill and cope, but the comparison between the old way and the new way is like comparing an abacus to a pocket calculator. Lead times and costs dropped significantly, and the company’s capacities—in sizes and shapes—increased significantly, allowing Albina to bid competitively on more such projects. Ancillary benefits include the ability to etch or mark the parts, if required; freed up floor space; tighter tolerances, which improved joint quality and joint quality consistency; and reduced material handling, which reduces the risk of strains and other injuries, because all of these functions take place on one machine. Also, because the machine is essentially portable, the staff can move it around the shop to find the best spot.
Seeing the Limitations of CNC. This doesn’t mean that Smith is so enamored with digital technologies that he thinks they can replace skilled workers. Far from it.
“We still need to do some manual processes, and we still need workers who can think in three dimensions and handle a lot of math,” he said.Acquiring Data-acquisition Capability
The biggest difficulty in a small shop, especially one that doesn’t have a low mix of high-volume parts made in specific, predictable process sequences, is determining the time needed for each machine to do a specific job. Lacking that, determining a specific burden rate for each machine is difficult, so quoting jobs is a challenge. Of course, Albina can write reasonable quotes—after all, the company has been in business for 80 years—but it’s a matter of accuracy in quoting and efficiency in operations.
Smith knew he wanted solid production data but wasn’t sure how to gather it. He wasn’t about to put sensors on every machine and establish the full-blown connectivity of Industry 4.0, so he looked for something that would work for a high-mix, low-volume facility that has little in the way of order repeatability or consistency.
“We considered using bar codes and tracking each item as it moved through the shop, but our IT guy suggested an infrastructure based on the iPad® mini,” Smith said. The latest iPad units are small, not much larger than a typical paperback book, so they’re not very cumbersome. The company rolled out a set of seven iPads late in 2018 and, after a month or so, provided them to the rest of the shop staff. By recording the start and stop time of each machine, the steelworkers gather much-needed data to help the executive team in its quest for hard data.
“They measure each machine’s uptime, and we use that to establish baselines,” Smith said. “Some machines are run more efficiently than others, but our goal isn’t to figure out which machines make money. We want to know which jobs make money.” If an operator has a holdup, the management team wants to fix it. Was he waiting on a crane? Did he have to go find a tool? Was he short on supplies? Did he have to walk to the far end of the shop to get something?
“The shop is 50,000 square feet, so our employees do a lot of walking,” Smith acknowledged. “It takes me seven minutes to make a round trip if I stay focused,” he said.
Gathering machine data isn’t the only use for the iPads. Far from it. In an environment that fosters the creativity to build machines from scratch, introducing iPads was a matter of opening the floodgates. Ideas poured in and, as is often the case, inspired still more ideas. The company’s information technology consultant estimates that he has a four-month backlog in writing Albina applications.
“Now we can access mill test reports, production schedules, shift schedules, and even photographs of proper machine setups from the iPads,” he said, which was just a start.
The focus isn’t just internal. In fact, an external focus was the origin of the iPad idea.
“We realized that our customers wanted to see their orders as they progress through the shop, so we created a picture vault for each customer,” Smith said. “By accessing the picture vault, they can see their order at every stage—raw material, production, quality control, and packing—and their photos can be sorted by purchase order.”
Stringers Spiraling in Control
The seeds planted by John Smith continue to bear fruit to this day. The company no longer uses the Model T, of course—retired for a couple of decades, it resides in an outbuilding named Smithsonian, accompanied by a few other antique tools and a vintage threader—but the company’s staff still uses some equipment designed and built inhouse. One such machine was designed and built to impart gentle spiraling helical contours onto large, HSS. For the most part, these are stringers, the components that anchor treads and risers for stairways. When the stringer is a helical spiral, the staircase is the sort that adds a magnificent touch to a building lobby or a high-end home—a spiral staircase.
“It’s common to bend squares and rectangulars on a plate roll,” Smith said. “To make a spiral, you feed the tube into the machine at an angle,” he explained. That little bit of imagination adds a lot of versatility to a plate roll, but it has a limitation.
“On most of these machines, the maximum roll opening between rolls is about 8 inches,” Smith said. In many cases, Albina needs to roll spirals from much larger sections, often more than 12 in. Not only would this not fit into most plate rolling machines, but at these sizes, the wall thickness becomes problematic. As the cross sections grow, the pressure needed for forming grows too, and cold bending becomes a less viable process.
To solve this problem, the staff at Albina looked to John Smith for inspiration and Chief Operating Officer Mark King for leadership. King led the charge in combining a commercially available induction heating unit with an extremely sturdy frame, a homemade feeding system, and a hydraulic unit that imparts just a bit of camber and twist at the same time. It’s run by a CNC system, so once the machine is loaded and started, it can run unattended.
Because this is a unique capability with little in the way of competition, Albina ships these stringers all over the U.S. and Canada. Shipping large tubulars isn’t cheap—the cost includes both weight and volume, which means the shipper charges to move a lot of air—but Albina delivers dimensionally accurate parts, so its geographical market is vast.
“These are difficult bends to make, but the company has a reputation for quality, so many customers are willing to pay a little extra to have them done right,” Smith said.
Albina Co. Inc., www.albinaco.com
Bend-Tech, www.bend-tech.com
DAVI, www.davi.com
Hexagon, www.hexagonmi.com
Roundo, www.roundo.com
About the Author

About the Publication

subscribe now

The Tube and Pipe Journal became the first magazine dedicated to serving the metal tube and pipe industry in 1990. Today, it remains the only North American publication devoted to this industry, and it has become the most trusted source of information for tube and pipe professionals.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
Team Industries names director of advanced technology and manufacturing

2
Orbital tube welding webinar to be held April 23

3
Push-feeding saw station cuts nonferrous metals

4
Corrosion-inhibiting coating can be peeled off after use

5
3D laser tube cutting system available in 3, 4, or 5 kW
