

















Contributing editor

CEP Technologies stamps ignition harness terminals. The part connects the spark plug to the distributor cap in an internal combustion engine. Photos by Mark Humphries
CEP Technologies stamps aluminum, copper, and carbon and stainless steel ignition and electronic components for the OEM and aftermarket auto industry. Even though the Tier 3 supplier is a $10 million to $20 million-annual-sales company with 75 employees, it is currently the world’s largest producer of ignition terminals for the automotive aftermarket.
The manufacturer makes specialty parts and custom terminals for small-engine ignitions, such as lawn mowers and snowblowers. After all, anything that has a spark plug requires an ignition terminal.
The company also produces parts for the lighting, oil and gas, medical, and power segments. The connection among CEP Technologies’ products is custom small to miniature high-precision, complex stampings. Some of its products must hold ±1/4 degree on a bend. CEP’s parts are found in some of the most advanced technologies in manufacturing today.
Altogether, the high-volume manufacturer stamps in excess of a half a billion parts annually.
Like many family businesses, its management makes decisions and moves intended to ensure the longevity of the company for the generations to come. For CEP Technologies, that has meant facing challenges and jumping on opportunities to expand.
Challenges that the company has encountered in its 60 years included economy upheavals, globalization, materials price increases and tariffs—on steel, aluminum, stainless, and copper—and, recently, the prospect of a changing propulsion system in the automotive industry from combustion engine vehicles to electric vehicles.
CEP Technologies has a history of—even an inclination for—hurdling obstacles and challenges by jumping on opportunities.
Never let it be said that a small to medium-sized company cannot export, be fully certified, have its own standard product line, operate a facility in China, or stand toe to toe with some of the biggest companies in the world.
Founded in 1960 by Henry Kaufmann as Contact Electro Parts Inc., CEP Technologies’ first location was on famed Fifth Avenue in lower Manhattan, N.Y. Its first major customer was IBM. “We made components for memory frames that were utilized in megacomputers,” CEO Kenneth Kaufmann Sr. recalled.
The manufacturer grew and expanded, moving to a larger facility in Yonkers, N.Y., in 1965 and again in 1976 to accommodate that growth.

CEP Technologies President Ken Kaufmann Jr. (left) and his father, CEO Kenneth Kaufmann Sr., hope to pass on the family business to fourth-generation, 4-year-old Ken Kaufmann. The desire to preserve the business for him by exploring new opportunities guides many of the decisions they make.
Kaufmann Sr. joined the company in 1981. He drew on his familial familiarity with the company and industry and on his background as a certified public accountant with a major financial firm with small businesses as clients. In 1986 the founder passed away, and he and his brother ran the company until 1996. It was then that he bought out all other interests and ran it as the sole owner.
He intensified the company’s engineering expertise, bringing on more engineers and seeking ISO and TS certifications, to prove the small company’s mettle as a bonafide automotive tier supplier.
Another key business opportunity was to develop ignition harness terminals as a standard product line. “Today we are probably the largest provider of ignition harness terminals to the aftermarket and, for the most part, OEMs,” Kaufmann Sr. said.
Markets are international as well as national. The company exports to Tier 1 and 2 suppliers in Korea, France, Poland, Czech Republic, Romania, and other points throughout Europe.
As a relatively small company, CEP Technologies devised a strategy to stand out in the global marketplace by siting in China and near Mexico, as well as in its original New York location.
Being “in market, for market” also reduces shipping costs and delivery times. Even though each stamped part is miniature or small, industry transit costs and localization of product are key because the industry is so competitive.
Significantly, having multiple sites enhances customers doing dual and triple sourcing. “Now we can give our customers some really great options in terms of how they want to distribute their business,” President Ken Kaufmann Jr. said. “They only have to go to one company as opposed to going to different companies, cutting two or three different PPAPs, handling different suppliers. We offer localization.”
Chengdu, China. Shortly after China was admitted to the World Trade Organization in December 2001, the Kaufmanns began hearing a lot of buzz about doing business in China. Some of their customers moved some production there.
“In 2002, 2003, you couldn’t pick up a newspaper without reading about China. Everyone started talking about setting up business there. So we said, ‘Hey, why don’t we just go take a look, see what it’s all about,’” Kaufmann Jr. said. “We did not have a customer there at the time. No one asked us to go. No one said, ‘Hey, you’ve got to move to China or you’re going to lose this business.’ It was just pure opportunity, and that’s really what we set our focus on.”
So in May 2004, father and son took a three-week trip to China to assess the prospects, with assistance from contacts and consultants. They decided to set up a wholly foreign-owned enterprise (WFOE) facility in Chengdu, the capital of the Chinese province of Sichuan.

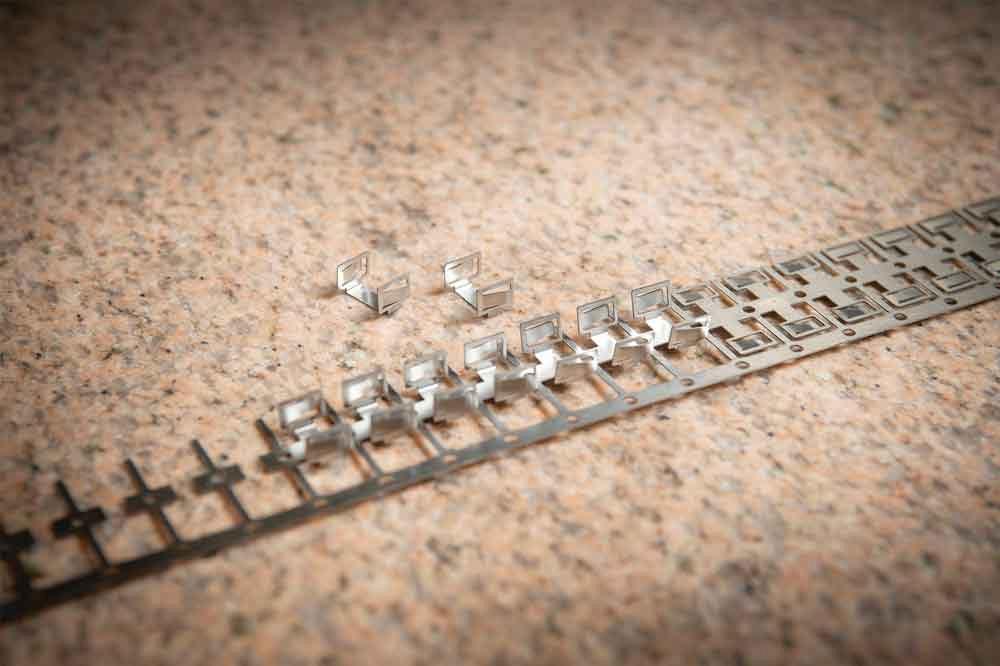
Hardware insertions in-die are part of process efficiencies.
The plan was to service needs in China, directed to European and U.S. companies that had manufacturing locations there. “And that, in essence, is how that business has grown and continues to grow,” Kaufmann Jr. said.
The younger Kaufmann lived there for three and a half years to get the business going. Later, Don Benton was hired to take over as general manager.
San Antonio. Many of the company’s customers began to transfer production to Mexico. Its largest customer located a plant in Reynosa, Mexico. “We had an opportunity to capture 95% of the automotive aftermarket business for them. And by doing so, we committed to coming down south,” Kaufmann Jr. said.
The Kaufmanns surveyed the Mexican market, including the maquiladoras, but were advised that they could serve that market from a southern U.S. location because of the small size and shipment weight of their products. They determined that the border towns were saturated, so they chose to locate in San Antonio. San Antonio is about 31/2 hours from Reynosa, which allows the company to be regional.
CEP Technologies bought a building, renovated it, outfitted it with production equipment, and hired capable staff from the area. CEP Technologies Corp., San Antonio, was operational by October 2018. Most of the ignition terminals are manufactured there.
“This time we had business in hand, which made it a lot easier to transfer business here,” Kaufmann Jr. said.
Benton is now its general manager, and Tao Peng, who is Chinese, is now the general manager of the Chengdu plant.
“Having three locations has really given us fantastic opportunities,” Kaufmann Jr. continued. “With each new plant location, more and more companies are allowing us to participate in their bidding and we’re winning more and more work.
“Now the dynamic of the company has just totally changed because we have the mainland China plant, we can service the Mexican marketplace very efficiently and productively from our San Antonio plant, and then our New York facility supplies a lot of European and Canadian business. And that’s basically how we operate the business.”
Kaufmann Sr. said that he determined early on that the company needed to achieve and maintain quality and environmental certifications to be able to compete in the highly competitive global marketplace. He said that the quality and environmental certifications are needed to get any prospective customers, including automotive, to even consider doing business with them—just to get on a bid list. The certifications assure customers that the manufacturer has a functional quality and environmental management system in place, he said. “I think that’s what put us in the forefront, and that’s basically how we continue to grow the business today as well.”

Press tonnages range from 15 tons up to 60 tons. The 60-ton press is used for its larger press bed, rather than the tonnage, because as parts become more complex, a larger bed size is needed to accommodate more stations, more progressions. The presses run about 300 strokes per minute.
CEP Technologies has obtained IATF 16949:2016, the automotive standard, and ISO 14001:2015 certifications at nearly all three facilities. Its San Antonio plant’s environmental certification audit was delayed because of the COVID-19 outbreak, but is nearing successful completion.
Deployed Among All Three Locations. For CEP Technologies, the certifications are not only a door-opener, they are a means of accelerating continuous improvements. The company holds monthly multidisciplinary team meetings to review problems during which each quality manager presents their largest or most critical rejection for the month.
“We all discuss root cause analysis and applicable corrective actions,” Kaufmann Jr. said. “Why do we do that? Number 1, we want to make sure that we’re looking out for each other and that the corrective actions are as strong as they possibly can be. Secondly, if one location has an issue that we haven’t seen at another location, now we get to put their corrective action in place.
“For example, how is Peng at our Chengdu site controlling scrap? OK, she has a great idea. Why don’t we transfer that knowledge over to our Yonkers location? We just brought in some part ejection sensors in Yonkers. Now, if another site is having an issue with part ejection, the other sites know which type of sensors that they can use. Maybe San Antonio has vacuum systems. So now we all know exactly which vacuum systems are going to be appropriate.
“Let’s say we were getting a premature burr in stamping 0.030-in.-thick C194 copper,” he continued. “To correct it, maybe we changed the cutting clearance from 5% to 7%. We put that in the database. Everybody’s responsible for looking within their database to see whether or not they’re stamping 0.030-in.-thick copper, look at their clearances, and consider increasing the clearance.
“We’re stamping 0.010-in.-thick 300 series stainless and we want to achieve 90 degrees capably. OK, what should the punch be—an 89 or 90 degree, or do we have to hit it with a cam?
“So we share the lessons learned, which saves time and money, because the biggest challenge in our business is in the product launch—getting that part to run where we quoted it as quickly as possible. It’s about being proactive, because at the end of the day, all three locations have the same capability.”
Meeting PPM Requirements. The company maintains high quality standards and practices that include vision systems, component sensing systems, part ejection sensors, and capability studies in its efforts to attain zero PPM rejections.
The stamper runs sublots of 2,500, 5,000, 10,000, and 15,000 pieces or more. Benton tracks the incident levels as well as traditional PPM levels, focusing on how many instances there are and where the trend is. “The PPM reject rate doesn’t show the whole picture,” Benton said. “So we also track the incident levels as well.”
Troubleshooting. Kaufmann Jr. said it’s critical to limit troubleshooting and maximize efficiency at the initial stages because project life has been abbreviated substantially. “Fuel management projects used to be six to eight years long, and then we’d service them for another five to seven years. So we may have had a tool that would run for 13 years. We don’t have that anymore. We’re only recording two years now with a service period of five years. So not only is your time to make money shorter, but your profitability is dramatically affected too.”
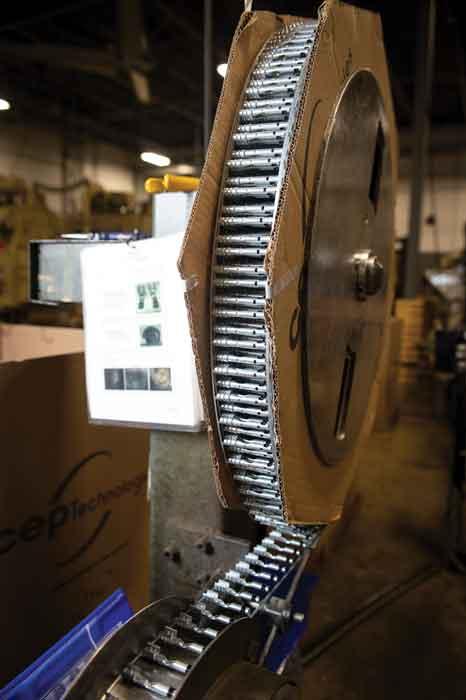
The manufacturer can package 2,500 of the tiny pieces in a bulk, vacuum-sealed bag with desiccant, or 10,000 parts on a corrugated cardboard roll to maximize the shipment count. The ignition terminals are tiny. “You could hold 5,000 in the palm of your hand,” Kenneth Kaufmann Sr. said.
That means they don’t have the luxury of taking a year to get the tool optimal, Kaufmann Jr. continued. “You have to do it within the first 50,000 to 100,000 pieces of a run.”
CEP Technologies looks to capitalize on the trend for more electronics in vehicles, including the projected growth of electric vehicles. Battery contacts, terminals, and PC boards with electrical conductivity are one of the niche product spaces experiencing growth. “We currently make a heat sink that is assembled on an infotainment unit that provides in-car Wi-Fi, for example,” Kaufmann Jr. noted. “Our most recent project is a stamped component for switches in large-truck applications.”
(To read more about CEP Technologies as a supplier to EVs, read “How will the electric vehicle evolution affect stamping manufacture?” online and in the Sept./Oct. issue of STAMPING Journal.)
The company stamps customized electromagnetic interference (EMI) and radio frequency interference (RFI) shielding products for communication devices, more of which are being integrated into vehicles in the form of automatic high-beam control, backup cameras, GPS vehicle tracking, and car-to-car communication, noted Kaufmann Jr. “The way cars are evolving, we expect the electrical componentry segment of our business to grow,” he said. They will require battery contacts, shielding products, press fit pins, and customized precision metal stampings.”
Kaufmann Jr. continued, “We’re currently making a battery contact for a multinational OEM’s key fobs and a set of components for another automaker’s door-entry systems. Keyless ignition systems that allow you to start your car from a distance just by pressing a button on your key fob are sensor-driven and need contacts and precision metal stampings in different forms. For one current project we produce approximately 3.5 million units annually for door-entry systems.” For another key fob platform, CEP produces about 5 million custom battery contacts a year.
With most of the company’s experience in ICE vehicle terminals, the electronics projects had not been its main area of expertise. “But it looked like a great business opportunity and we went for it aggressively,” Kaufmann Jr. said.
He relayed that the automotive ignition terminal business, CEP Technologies’ legacy standard product line, is a mature market, and it’s on a steady decline at about 5% to 6% year over year.
“Even though it’s still big, it’s on a decline because of the way engines are built now and especially with electrical vehicles coming on board. We know that internal combustion engines, and thus our terminal line, have a limited shelf life right now. From a quoting standpoint, we’re definitely seeing that trend.”
Kaufmann Jr. said he sees the electronics side of the business as where it needs to move toward.
“We’ve always tried to ensure the future of the company. We look at the change as a positive and an opportunity.”

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...







{kind=link}