
















Technical Services Manager
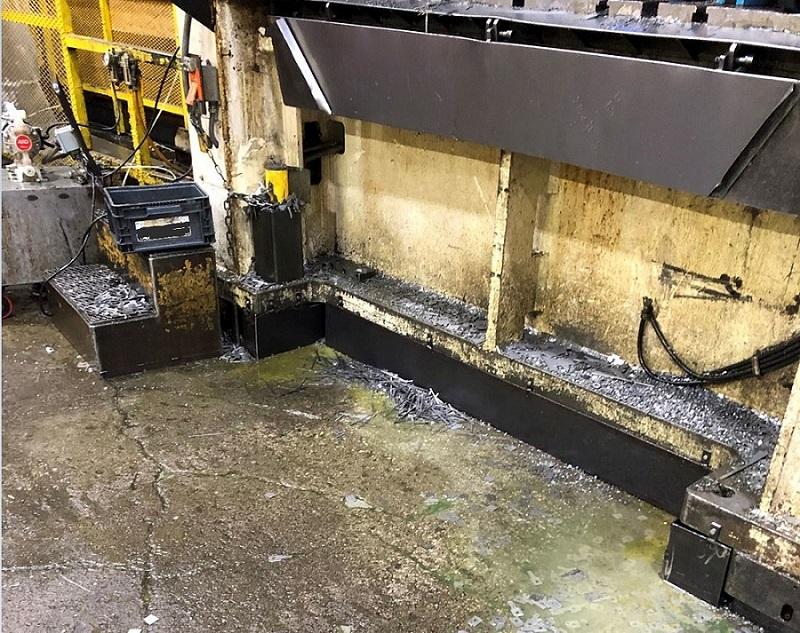
Overapplication is readily observed in the form of lube puddles on the floor, a mess on equipment, and clouds of mist in the air.
Die lubricants and other process fluids often are the last items to be considered in stamping manufacturing operations. Yet they can make or break your chances of producing good parts in a cost-effective manner. How you use lubricants and other metalworking fluids significantly affects your housekeeping activities, and can become a health, safety, and environmental (HSE) concern while increasing costs in ways that many stampers don’t consider.
By planning a proactive strategy for your lubrication process and making a few simple changes ahead of time, you can realize cost savings and improve your HSE program.
So where can the cost savings and HSE improvements be found?
It starts with commitment and communication among all impacted departments, including your lubricant supplier, who can provide guidance from the early stages of the operation. The lines of communication need to be open and active with internal and external partners to ensure that everyone is on the same page relative to the desired goals and the budget.
Your lubricant supplier can advise you not only on which lubricant is optimal for the part and operation, but also how to eliminate excess fluid consumption at mixing. The supplier can point out improper lubricant application; insufficient lubricant can cause tool wear and corrosion, while excessive lubricant can create slip hazards and housekeeping problems. They also can explain impact costs for waste hauling or internal disposal and advise you on options for reclamation and best practices for reuse.
Cost savings and HSE improvements typically start when fluid is first used on the shop floor. Even in today’s world of Industry 4.0, it is still common to see a press operator hand-mix the lubricant at the press, leading to over- or underapplication. Often the hand-mixing practice can cause variations in water-extendable lubricant mixtures by as much as 50% percent less or as much as double than the mix specified. What does that mean—beyond that you have a lubricant cost and process that is out of control? The impacts can add up quickly.
Insufficient Lubricant. If you use less lubricant than specified, you’ll lose tool performance and corrosion protection on your parts—both costly failures. Insufficient lube on the tool equates to tool wear or excessive lube application to compensate. A close inspection of the cost of failed corrosion protection shows the related costs in terms of quality. Sorting and reworking parts has many hidden costs also. These costs include transportation to redeliver parts, internal meetings, and perhaps the most significant cost—the loss of goodwill with your customer.
Excess Lubrication. When it comes to lubricant application, more is not always better. Overapplication is an enormous wasteful expense, and one that can be obvious because it’s visual as you walk through the shop.
Overapplication is readily observable in the form of lube puddles on the floor, a mess on equipment, or clouds of mist in the air. This can lead to the need for extra housekeeping activities, additional part cleaning, wasted lube disposal costs, dermatitis, and other overexposure concerns. All of these are a financial drain but offer no value.
To address excess lubricant application, begin by evaluating why it is occurring. Occasionally, tooling or part geometry problems are the underlying reason. You may be able to modify a tool that will cut down on lube use and other tool maintenance. A one-time tool modification can significantly reduce lubricant costs. For instance, if the modification changes the lubricant mix from 20% to 10%, lube cost is cut in half.
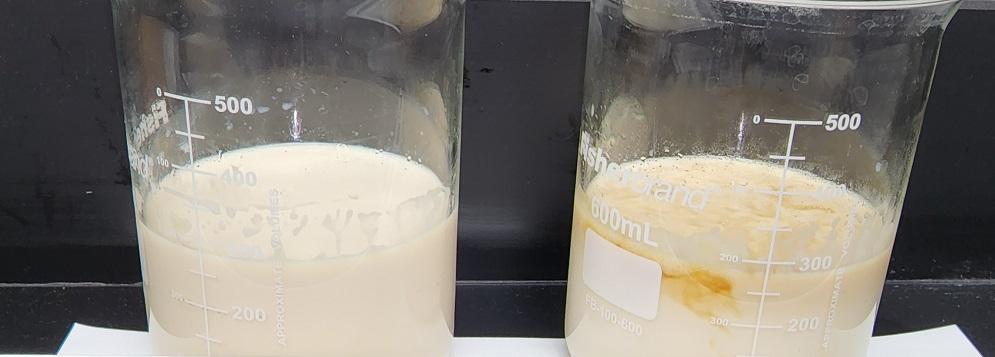
At left is a lubricant properly mixed in the correct order of addition (oil in last, thoroughly mixed). At right is a fluid mixed improperly in the incorrect order of addition (oil in first, inadequate agitation during mixing).
There are four common reasons for overapplication:
The most effective solution for inaccurate mixing is to purchase a good-quality lubricant mixing system that will provide you with years of accurate service.
Mixing systems come in several variations but can be categorized into two common styles: venturi, which is acceptable for water-thin, light-viscosity fluids, or a positive displacement pump, for thicker, more robust fluids.
With positive displacement pump units, results tend to be much more consistent, particularly with heavy-duty fluids.
When you bring the excess lubricant consumption down into the correct range, it does not take complicated math to justify the return on a mixer investment.
Another area where you can find savings is in reclamation. Can you reclaim or recirculate the metalworking fluids being used? These are great ways to lubricate, cool, and flush a tool while reducing costs and being environmentally responsible.
However, you should not move forward with these processes without clearly understanding what lubricant management and maintenance they will require. Questions that you need to discuss with your lubricant supplier may include:
Keep in mind that filtration equipment can range from a simple system costing a few thousand dollars to elaborate systems costing tens of thousands of dollars. Which one you use all depends on your need and budget.
It’s especially important that you have a person designated with the time, training, and resources to manage your reclamation/recirculation system. If it is not maintained correctly, bioactivity can cause problems such as dermatitis and corrosion—not to mention foul odors that will make for an unpleasant workplace.
Finally, and perhaps most important, ensure that you have created an effective and efficient workplace that considers the safety of the teams you work with and the environment. Have you done your best to minimize or eliminate the use of hazardous chemicals, such as replacing flammable solvents that contain volatile organic compounds (VOCs) with nonflammable, VOC-free alternatives?
Environmental problems with metalworking fluids extend beyond the handling and disposal of neat oils or water-soluble oils and synthetics. In some cases, the use of solvent-based lubricants remains necessary to produce clean-dry parts with minimal residue effectively. When using these lubricants, reduction methods are especially important.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}