
















Global Segment Manager, Forming and Molding

The 2015 Ford F-150®’s aluminum body has catapulted the use of high-strength aluminum in automotive into the limelight, generating focus on the challenges of forming it, including die coatings. Photo courtesy of Ford Motor Co., Dearborn, Mich.
Physical vapor deposition (PVD), chemical vapor deposition (CVD), and thermal diffusion (TD) coatings have a long history of successfully increasing tool life and productivity in stamping and forming applications. Whether on dies forming cold- or hot-rolled steel; early grades of high-strength, low-alloy (HSLA) steel; or stainless steel alloys, at least one of these coating technologies could be depended upon to deliver the desired performance.
However, material trends in the automotive industry aimed at reducing weight and improving safety are not only challenging the acceptance of those coatings for developing applications, they are opening the door to innovative approaches that may push tool productivity to unseen levels.
The increasing use of next-generation HSLA steel, advanced high-strength steel (AHSS), and a growing number of high-strength aluminum alloys in the automotive industry drives the need for better tool and die coatings.
Like HSLA and AHSS, aluminum alloys represent another way for automotive OEMs to reduce vehicle weight for improved fuel economy while maintaining strength for safety purposes. In some vehicles, the entire outer skin is now being made from aluminum instead of galvanized steel. While many aluminum alloys offer advantages, they also bring new challenges from a tooling and tool coating perspective. They require taking a different approach than that of HSLA and AHSS.
Sticking. There are two primary challenges with forming aluminum alloys. The first is sticking of the aluminum to the surface of the tool. Sticking of aluminum looks similar to galling of steel, but the mechanism that creates the sticking is different. When steel material picks up on or galls the surface of a tool, it is the result of dynamic friction between the two surfaces. The level of galling can be managed by minimizing the amount of dynamic friction present.
Aluminum sticks to the surface of tooling when it is being formed because of localized melting of the material caused by the heat generated during plastic deformation. To prevent the aluminum from sticking, an effective boundary lubricant that stays in place when the die closes and pressure is exerted must be present. Alternatively, a tool coating that exhibits excellent static friction properties must be applied.
Traditional ceramic coatings like titanium nitride (TiN), titanium carbonitride (TiCN), titanium aluminum nitride (TiAlN), and chromium nitride (CrN) do not provide enough static friction resistance, so their use without an effective boundary lubricant will result in substantial aluminum sticking.
Abrasion. In addition to sticking, aluminum alloys—particularly so-called military-grade materials—bring challenges with abrasion. Abrasion likely results from two sources: the presence of aluminum oxide on the surface, and the silicon contained in the alloy to strengthen it.
Silicon’s abrasiveness is of particular concern in tool functions that are working through the cross section of the material.
The industry is taking steps to address the sticking problem by using effective boundary lubrication on the draw stations. In secondary stations such as trimming and piercing and supplemental forming operations such as tube forming, this boundary lubricant is no longer present; that is where the sticking and abrasion problems are the most prevalent.

Figure 1
Results of WC-C + DLC coating piercing 6000 series aluminum exhibited
abrasion in the locations with the highest forming pressure.
For aluminum applications in which sticking and abrasion occur, “diamond-like” carbon (DLC) coatings have been developed to provide protection that traditional ceramic PVD coatings cannot. DLC is the name given to a family of coatings produced either by PVD or plasma-assisted chemical vapor deposition (PACVD) processes that can exhibit a range of properties.
At the low end of the hardness scale (1,000 Vickers hardness [HV]) are coatings that contain large amounts of hydrogen and are more polymeric in nature. Conversely, at the upper end are coatings that contain no hydrogen and are more diamond-like. These coatings exhibit much higher hardness levels (greater than 6,000 HV).
However, these very hard coatings often lack the ductility required for forming tool applications.
The value of DLC coatings lies in their low coefficient of friction and their antisticking properties.
The most commonly used DLC coatings are multilayered.
Some of them have a hydrogen-containing carbon coating on top of an initial layer. That base layer may comprise a pure metal, like chromium; a nonmetal, like silicon; or a carbide, such as tungsten or silicon carbide.
Multilayered DLC coatings tend to fall in the middle of the hardness range (2,500 to 3,500 HV).
The initial application experimentation of DLC coatings in forming tool applications with these military-grade aluminum alloys centered on a multilayer product consisting of a tungsten carbide/carbon (WC-C) base layer with a hydrogenated carbon layer on top. Despite hardness levels of 2,400 HV and a coefficient of friction around 0.1, this coating failed to show the desired results in field trials where the boundary lubrication was either ineffective or nonexistent.
Figure 1 depicts the results of a common multilayer DLC coating (a-C:H:W + a-C:H) that was deposited on a piercing punch used in 6000 series aluminum. The coating failed after a few thousand parts because of abrasive wear from the aluminum alloy in the locations with the highest forming pressure. Based upon results such as this, a change needed to be made to the product design to produce the required results.
A change was made to the DLC product design to improve performance. The WC-C underlayer was replaced with CrN. Subsequent field testing borne positive results.
The decision to replace the WC-C underlayer with CrN for aluminum applications was based upon the long,
successful track record that CrN + DLC (CrN + a-C:H) coatings have on tools forming automotive components like piston pins. The excellent performance that this combination exhibits in impact fatigue sliding tests also factored into this decision because it demonstrated the coating’s toughness under high impact and shear forces.

Figure 2
The CrN + DLC coating withstands forming pressures and abrasion
better than the WC-C + DLC coating.
Like in the impact fatigue sliding tests, CrN provides a much better mechanical support underlayer for the DLC coating under the forming pressures in actual applications than WC-C. Figure 2 depicts the comparison of the CrN + DLC coating with the WC-C + DLC coating in the same tube bending application. In this case, the coating can withstand the forming pressure and abrasive wear to produce the desired results.
The trimming of 6000 series aluminum was an application in which a concentrated effort was made to evaluate the CrN + DLC coating because generally no lubrication was used. In one application, an uncoated tool began showing aluminum sticking just behind the cutting edges after 1,000 parts, which caused unacceptable score marks and burrs on the parts.
The only ways to remove the sticky aluminum were by abrading the surface or immersing the tool in a strong basic solution such as sodium hydroxide. A CrN + DLC coating was then applied to the trim inserts after the aluminum was removed and the surface was polished again. The aluminum sticking and burrs disappeared. Aluminum fines that were visible on the surface of the coating could be wiped off with a cloth. This particular tool has been in service for over a year, and has produced more than 800,000 parts so far.
Another application evaluated was piercing. The value of the CrN + DLC coating is that it can resist the aluminum buildup that occurs during the punch extraction. Figure 3 shows the comparison of PVD TiN and CrN + DLC on two different punches run in the same die after 35,000 strokes. The TiN-coated punch exhibits aluminum sticking to the surface, while the CrN + DLC-coated punch shows none. Similar observations have been made when CrN + DLC was compared to PVD TiCN, another commonly used coating on pierce punches.
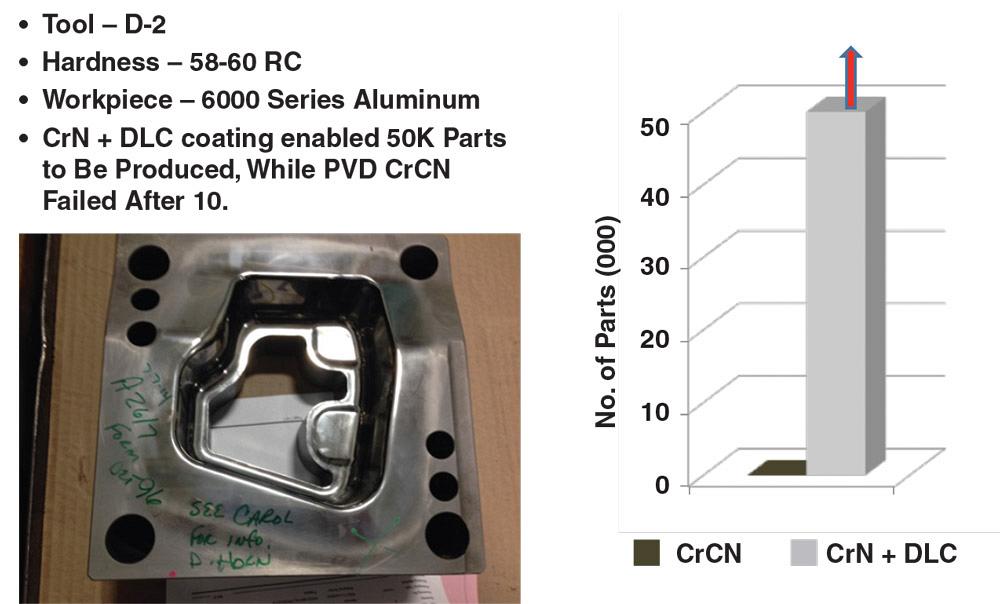
Last, Figure 4 details how the combination of CrN + DLC outperformed PVD CrCN coating in an aluminum forming application in its ability to resist the sticking and abrasion of the aluminum alloy.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}