















Contributing Writer
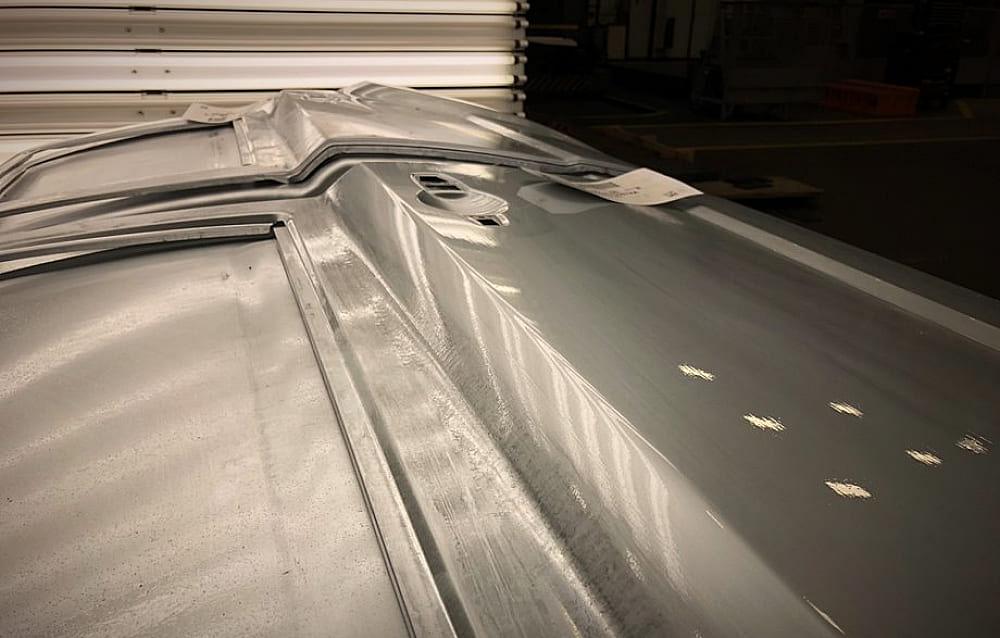
FIGURE 1. Highlight oil replicates a clearcoat automotive painted finish. Image: American Tooling Group
Recently I was asked to define what a class A die is and how it is different from any other type of die. Many companies that build tooling advertise that they produce class A dies, but whether those dies could actually be defined as class A is questionable.
There are three basic classifications for dies and tooling—A, B, and C—and there are two types of class A dies. The main differences among all of them relate to tooling quality and the materials used during manufacturing.
The first type of class A die typically is a larger drawing and stretching die for producing parts that require a completely smooth and defect-free surface. Exterior automobile body panels such as outer doors, hoods, roofs, fenders, and trunk lids are classic examples of parts made with this tooling.
The forming dies must exhibit surface finishes equal to or better than the actual part surface requirements. Because most exterior body panels are shaped or contoured, this grinding and finishing process must be done by hand, so the toolmaker must be highly skilled at tool grinding and finishing. Using various hand-held grinders, stones, and polishing papers, the toolmaker must produce a smooth surface free from any high or low spots, because even minor defects in the die surface will be imparted to and visible on the stamped panel.
Class A dies also must be run in an extremely clean environment. If even small pieces of lint from the press operator’s gloves get into the die, they will likely leave a visible surface defect in the part. Something as small as a human hair falling into the die will result in a surface defect on the part.
Parts stamped with these class A dies typically are coated with a highlight oil (to imitate a shiny clearcoat) and then moved to a “highlight room,” a room or awning with hundreds of bright lights, for careful inspection from all angles and perspectives (see Figure 1).
The second type of class A die is designed and built with the highest level of precision using only the best materials available, regardless of cost. These dies typically are meant to produce extremely high volumes of parts and be in production for years, such as high-speed (500 SPM or greater) progressive dies.
These types of ultraprecision dies typically have aluminum die shoes and solid-carbide or ceramic working components. If tool steel is used, it usually is of the highest Crucible Particle Metallurgy grade.
One of my clients runs a class A high-speed progressive die at 1,500 SPM, making five complete parts per stroke. This calculates to 3,600,000 parts per working shift. That’s almost 1 billion parts per year for one shift! No doubt that requires a tool built of the finest materials to the highest degree of accuracy.
Most dies used in manufacturing are in the class B category. Most are made of conventional tool steels such as A2, D2, and CPM, although materials such as solid carbide might also be used.
These tools are designed, engineered, and built with materials that are likely to last for the expected production volume needed. They often are used in the automotive industry, as the tooling needs to produce parts for a certain car model only as long as it’s in production. Class B tools are good enough to do the job for as long as needed.
Class C tools are designed and engineered using the lowest-cost methods and materials to produce a satisfactory part. They typically are prototype or temporary tools for manufacturing a few hundred parts at best.
These tools might be made of inexpensive tool steel; low-carbon steel; or Kirtsite, which comprises zinc and alloying elements of aluminum, magnesium, and copper. Kirtsite is easily machinable and highly recyclable, so it’s well-suited for low-volume work, such as producing large inner and outer prototype body panels.
The classification of any tool often is a judgment made by the toolmaker. To control the quality of tooling, stampers must establish and hold toolmakers to strict design and build standards. These standards will outline specific requirements that must be followed to produce the desired tool quality. Items such as commercially available components, tool steel types, and guidance systems must be carefully detailed, as well as die construction rules and guidelines.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





