















Contributing Writer
Recently I was asked at a training session to state the average life of a stamping die. The person asking was from the costing department of a large automotive firm. He said he needed to know because he was getting different answers from different individuals in the organization—anywhere from 250,000 hits to 7 million hits.
He looked completely dumbfounded when I told him both numbers could be reasonably accurate. He looked even more dumbfounded when I told him some dies make 7 million hits a day for five years before they are replaced.
The truth is, there is no simple answer to this question, and if you’re looking for a specific number, I suggest you stop reading this article now, because it’s not going to happen. However, if you want to know why there is no direct answer and would like a general guideline, please read on.
Numerous factors must be considered when you are attempting to estimate tooling life (see Figure 1). Forgetting even a single one can throw off the end result.
Expect shorter tooling life if you form high-strength and/or thick materials, as well as abrasive materials such as aluminum.
Harder materials are far more abrasive and require greater forces to cut and form than softer materials. Increased force causes the die to erode and break down at a much quicker rate. More force also applies greater side and top loads to the tooling section, increasing the probability of cracking.
The thickness of the metal also affects the tool life; heavy-gauge metals take more force to cut and form, resulting in a shorter tooling life.
Tooling made from solid carbide has a significantly different lifespan than tooling made from conventional tool steels, such as A2 and D2. Using an inexpensive tool steel such as 4140 will result in shorter tooling life, while upgrading to CPM® tool steels increases tooling life.
The size and geometry of each die section affect tool life as well. Larger, beefier sections typically last longer than small, fragile inserts.
The accuracy of the heat-treating process, as well as the quenching medium and time, have a big effect on the tool steel’s performance.
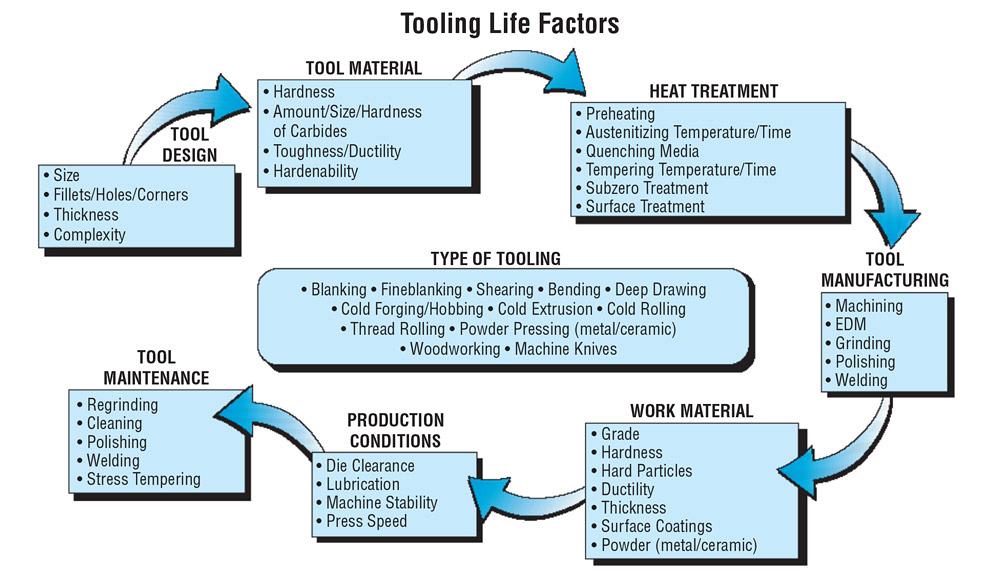
Figure 1
Poorly heat-treated die sections break down and erode quickly. Properly heat-treated sections have the hardness and toughness needed for a long life.
Tool steel sections with a chemical vapor deposition (CVD) coating, physical vapor deposition (PVD) coating, or a titanium coating typically will last longer than uncoated tool steel. In some cases, these coatings are required so the tooling can form and cut high-strength materials.
Other secondary processes such as cryogenic treatments and ion nitriding can also increase the life of the tool. The coating method can affect the performance of the tool steel section as well.
The life of a die depends on the accuracy of the press. Even a “jewel of a tool” will have a short life if it is placed into a glorified 200-ton trash compactor.
Ram parallelism, the amount of vibration, frame rigidity, the amount the press deflects under load, and press speed all play an important part in the life of a tool. A poorly maintained press decreases tool life.
If the die is set up and calibrated properly, its life will be longer than if it is not set up correctly.
The die’s location, how much it is offloaded, how accurately the shut height is set, and other setup parameters are critical.
The type, amount, and application of stamping lubricant certainly affect the life of a tool.
Using no or poor lubricants will result in greater friction and heat, causing premature tool steel failure and more frequent resurfacing and sharpening.
The methods used to grind, polish, and clean the die affect tooling life. Welding, even if done properly using correct pre- and postheating techniques, will decrease the life expectancy of the die.
Shimming methods, as well as preventive maintenance methods such as replacing perishable die components like coil springs, are critical to achieving maximum tool life.
Smaller cutting and forming clearances between die sections result in higher loads being put on the tool.
Higher loads cause greater friction, and greater friction shortens tooling life.
Certain common methods used for machining and shaping die sections can generate stresses in them. Processes such as wire burning often cause slight deterioration of the tool steel at the cutting edge. Other machining processes such as milling and drilling also generate stress.
Simply put, tooling sections having great internal stresses are likely to fail sooner that those with little or no stress.
Given all these factors, the best way to estimate a tool’s life is to look at the history of dies similar to it.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





