















Research and development engineer

Lubrication plays an important role in sheet metal forming by affecting metal flow and reducing the possibility of fracture during forming. A number of tests are used to evaluate lubricant performance, including the strip draw test, the twist compression test, and the cup drawing test.
The cup drawing test (CDT) does a good job emulating the pressure, velocity, and temperature conditions of a stamping operation.
At the Hyson facility, researchers from the Center for Precision Forming tested 24 lubricants from four different companies. They used a 300-ton servo press and CDT tooling, designed and built by IRMCO, to test lubricants on blanks made from mild steel; high-strength, low-alloy steel; stainless steel; and advanced high-strength steel (AHSS). Average part temperatures were measured using a FLIR® infrared camera.
The schematic of a CDT is shown in Figure 1. The cup is always drawn to the same depth of 80 millimeters. During the test, the sheet is not drawn completely, and some flange remains at the end of the operation. The perimeter of the flange is measured for each specimen.
The length of the flange perimeter is an indication of the lubricant performance. The smaller the perimeter for a given blank holder force (BHF), the better the lubricant and the lower the coefficient of friction (COF).
If the flange perimeters don’t show reasonable differences for different lubricants, the load versus stroke data can be used to determine the lubricant performance. The lower the maximum forming load, the better the lubricant.
During this set of experiments, a total of 390 samples (blanks of 12 inches diameter) were used, and four different variables were measured to evaluate the lubricant performance:
While some materials such as mild steel may not show a significant temperature increase during forming, others such as AHSS may reach temperatures higher than 200 degrees F in high-volume production. Because the blank generates heat, the tooling might expand thermally, reducing the clearance between the punch and the die and creating undesirable forming conditions. Therefore, in these cases, selecting a lubricant that performs well at high temperatures and also has a cooling effect is very important.
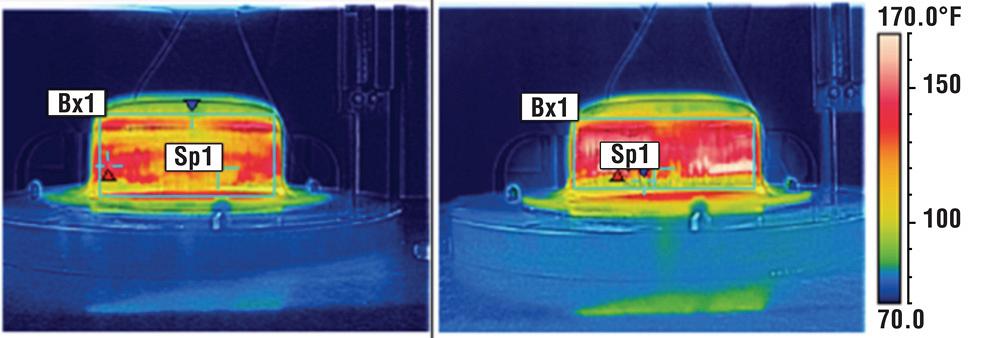
The temperature of the drawn cup was recorded using the infrared camera, which was triggered manually as soon as the cup was visible (see Figure 2). While the part surface can lose heat when the cup is ejected, this measurement gives a good estimation of the temperature generated during forming. The forming speed was kept constant during the experiments; however, the BHF was selected according to the blank material and thickness.
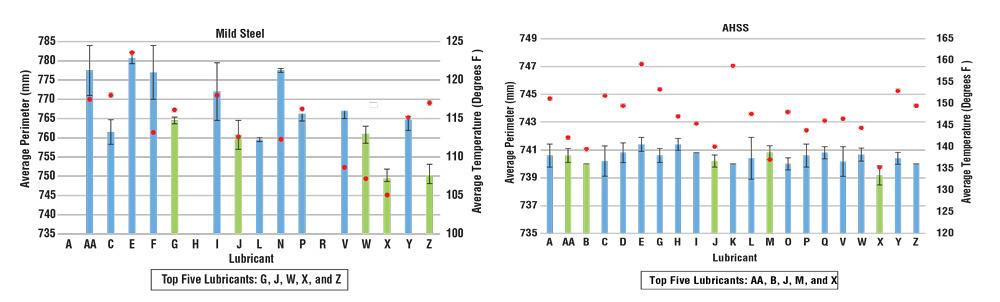
In ranking the lubricants, researchers used the average temperature and the average flange perimeter as the main parameters. The lubricants used with mild steel and AHSS blanks are shown in Figure 3. For each material, the best five lubricants were selected based on average flange perimeter and average temperature. Lubricants X and J consistently performed best for all the materials tested.
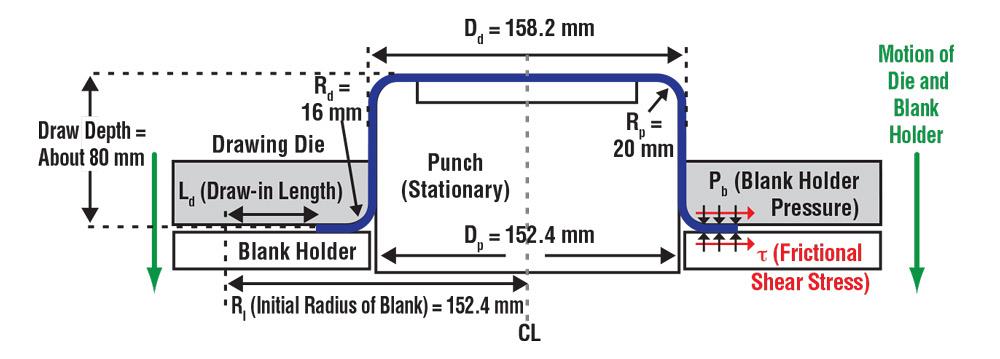
Figure 1
Schematic of deep-drawing tool used in this study.
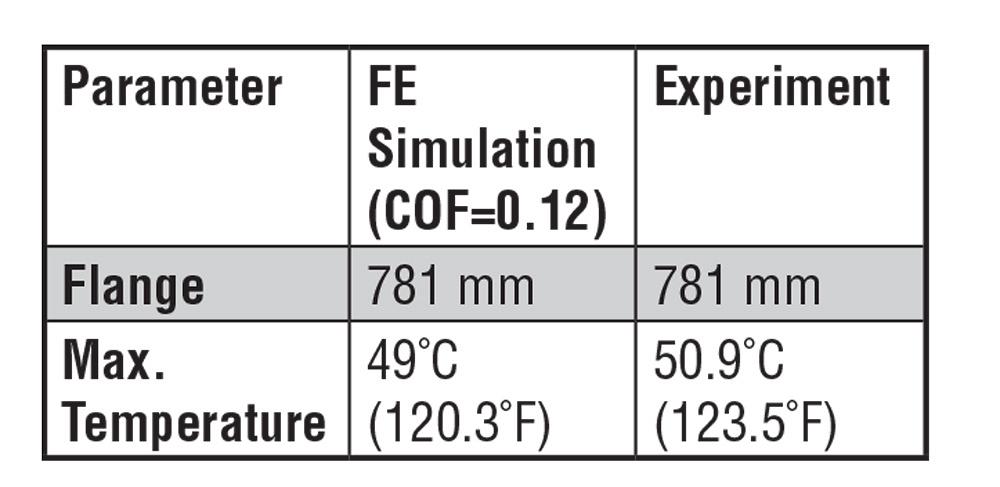
A finite element (FE) model was set up using PAM-STAMP® software. The experimental parameters, such as forming speed and draw depth, used in the experiments were reproduced in the simulations. Using this methodology it is possible to estimate the COF of the lubricant by matching the flange perimeter measured on the experimental samples with the corresponding values obtained through FE simulation (see Figure 4). As a comparison, the COF estimated for the lubricant E shown in Figure 3 was used in the simulation to predict temperatures. Figure 4 also shows that the maximum temperatures estimated using simulations were close to the experimental values for the tested case.
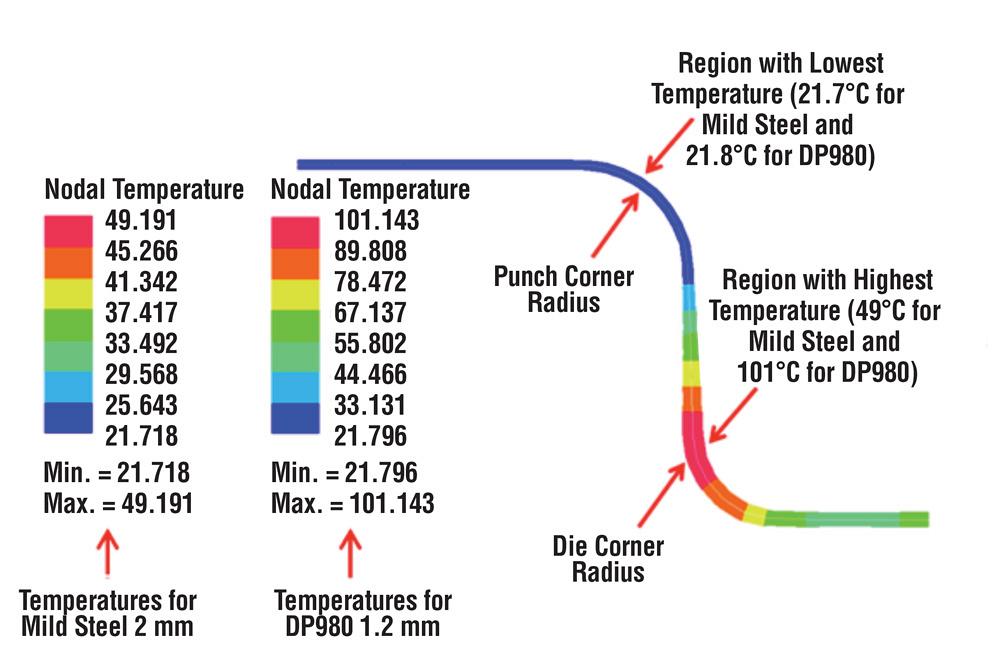
Figure 5 shows that the highest temperature caused by material deformation occurred around the die corner radius, as estimated using FE simulation. Conversely, the temperature in the cup near the punch corner radius did not show any significant change in temperature, since the deformation in that region was small.
The authors would like to thank Darrell Quander and Ethan McLaughlin of Hyson for hosting the research team and for sharing their equipment (servo cushion and servo press) during the lubrication tests.
ReferencesT. Mao and T. Altan, “Evaluation of dry-film and wet lubricants for aluminum stamping,”
STAMPING Journal®, Sept./Oct. 2015, p. 16.A. Fallahiarezoodar et al, “Examining lubricant performance in forming AHSS,”
STAMPING Journal®, Jan./Feb. 2015, p. 10.
Professor Emeritus and Director - Center for Precision Forming


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}