















Director of Engineering

Third-generation (Gen3) steel starts out in a steel mill’s cauldron, is cast and rolled, and then is coiled.
Editor’s Note: This article was derived from U.S. Steel’s presentation by Murali Tumuluru at the 4th Lightweight Vehicle Manufacturing Summit 2017 in Detroit.
Steel has been the predominant material in the stamping of automotive bodies for more than 100 years. It has maintained this leading position through innovation in metallurgy and material processing while addressing the industry’s critical needs. Third-generation advanced high-strength steels (AHSS), designed to provide high strength and ductility without the high cost and joining problems associated with the previous generation, are now available to automotive vehicle designers and stamping manufacturers.
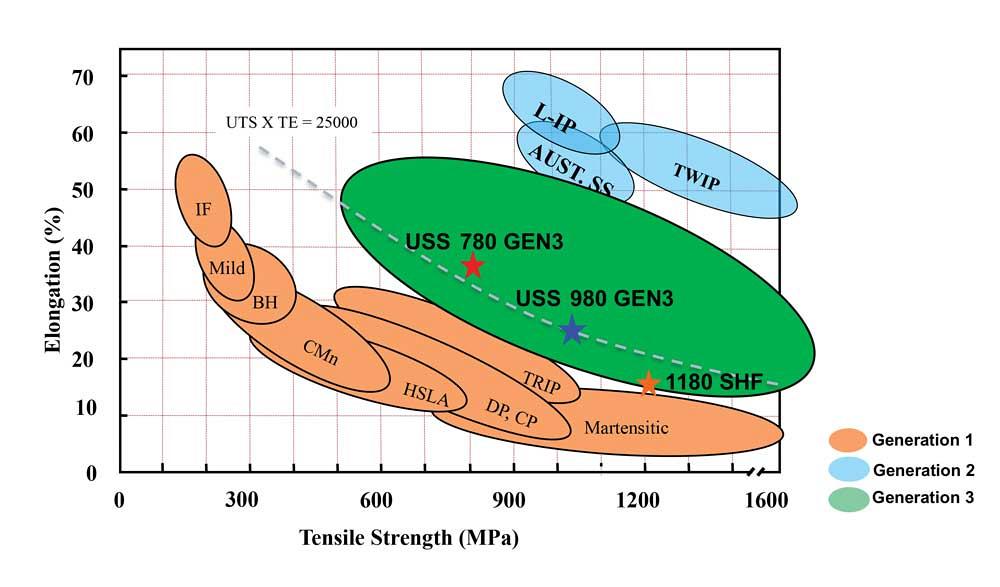
Each generation of AHSS has been developed to advance the strength-to-elongation characteristics. The strength and elongation properties of each AHSS type is illustrated on what the industry typically refers to as the “banana chart” (see Figure 1). Tensile strength is a measure of the peak load a material can withstand across a given area and typically is measured in megapascals (MPa). Total elongation is a measure of the ductility of a material.
Generation 1. Gen1 steels were developed out of mild steels with alloying elements added. As material engineers developed these high-strength, low-alloy (HSLA) steels using different alloying elements and strengthening mechanisms, the material strength increased, but at a lower elongation. The HSLA steels gave way to dual-phase (DP), transformation-induced plasticity (TRIP), and martensitic steels, all with the tradeoff of increasing strength at the cost of lower total elongation.
Generation 2. Material engineers developed Gen2 steels—twinning-induced plasticity (TWIP) steels and austenitic stainless steels—using significant amounts of alloying elements. Although they met the goal of dramatically increasing both the strength and elongation characteristics, the materials barely found a place in the automotive industry because of their high costs and challenges related to joining to other steel grades.
Generation 3. Gen3 steels present an opportunity to achieve the strength and ductility of Gen2 steels without the cost and joining problems associated with them. They combine high elongation with high tensile strength. A Gen3 steel generally is recognized as having a minimum tensile strength and elongation product of 20 GPa percent.
The automotive industry has examined the Gen3 metals and determined that they can be used to improve both tensile strength and ductility while reducing the autobody weight significantly by enabling improved geometry and decreasing material thickness. Steelmakers use a variety of techniques to create Gen3 steels, primarily through lean chemistry and state-of-the-art annealing practices.
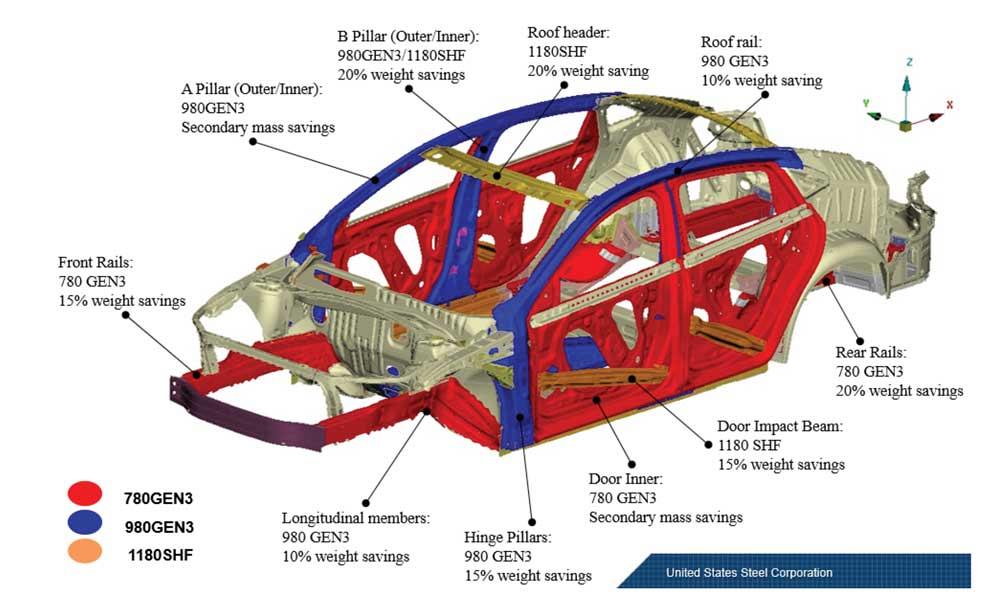
Typical car body applications for Gen3 steels are the structural safety components (see Figure 2). The front and rear rails and the safety cage (A pillar, roof rail, B pillar, sill, and hinge pillar) need to be formed accurately into complex shapes to maintain vehicle stiffness, resist high vehicle loading forces, and absorb impact energy in a crash situation. Gen3 steels’ placement on the banana chart shows how they are the optimal materials for these functional objectives.
Knowledge will be key to the stamping community’s efficient implementation of Gen3 steels. To facilitate this knowledge, the world’s leading steel companies not only are developing the new materials, they are investing in the creation of tools to aid the metal stamping industry in its application and use of Gen3 steels.
These tools include global formability measurements, local formability measurements, springback control, and trimming/blanking optimization. The following is a short overview:
Global Formability Measurements. Global formability is a material’s ability to be formed into deep-drawn shapes. When a material’s global formability is surpassed, thinning, necking, and splitting can occur.
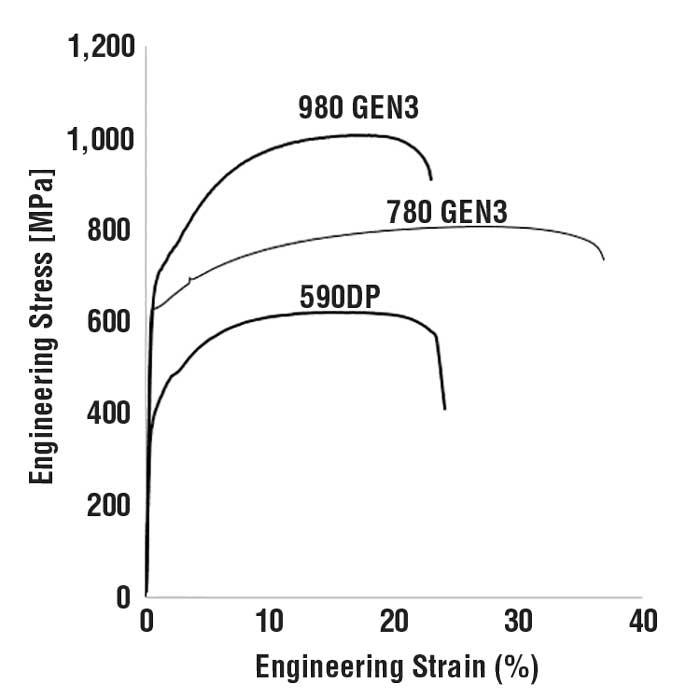
Global formability typically is measured using the forming limit diagram and is affected by the material’s strain distribution ability. As shown by the stress-strain graph in Figure 3, the 980- and 780-MPa Gen3 steels are now as or more formable than the 590-MPa DP steels of just a few years ago, while the 780-MPa Gen3 steel exceeds the formability of 590-MPa DP steel.
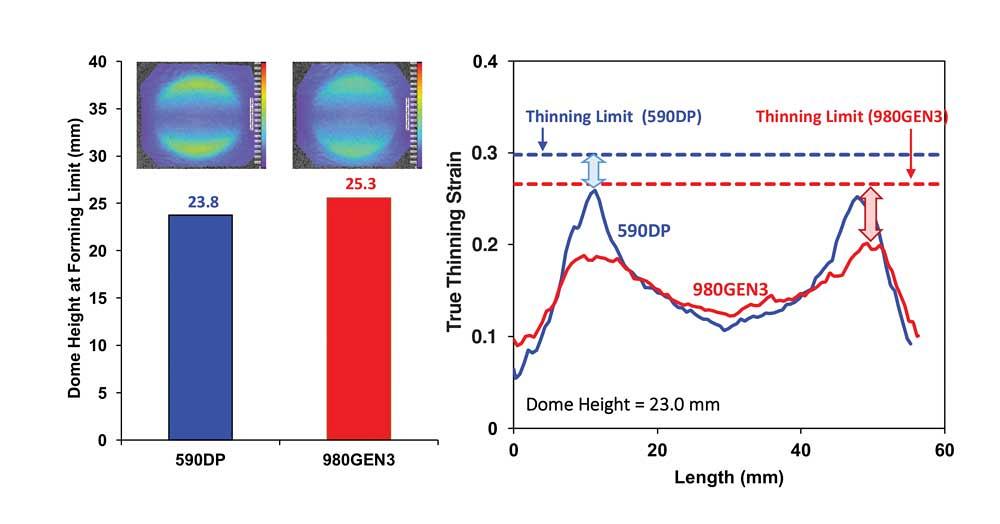
Gen3 steels also show an ability to dissipate the strain energies more uniformly than traditional DP materials and therefore exhibit a better overall global formability (see Figure 4).
Springback Control. Springback and formability can be predicted accurately using standard industry simulation software. The key to creating accurate simulations is to input the material characterization data specific to the new materials. For Gen3 steels, as well as other AHSS, the traditional forming limit diagram generated using the n-value and sheet thickness from Keeler’s Equation does not adequately predict the performance of Gen3 Steels.
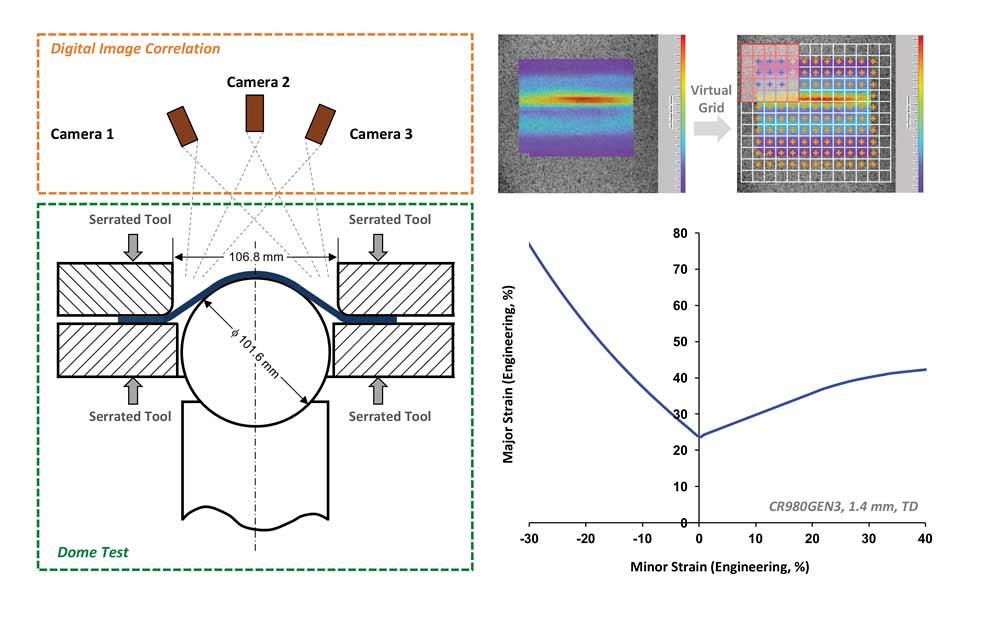
Steel producers are using advanced techniques to characterize Gen3 steels, generating highly accurate data for forming simulations. Figure 5 shows the dome test for forming limit diagram generation; the material strain history is measured with a digital image correlation technique.
Local Formability Measurements. Local formability is a material’s ability to resist edge tearing. One way to measure it is the hole expansion test, which pushes a conical shape die through a prepunched hole until the first through thickness crack develops at the punched edges.
The hole expansion measurement is calculated from the increase in hole diameter just before the edge splits. The larger the diameter before splitting, the better the local formability of the material. Local formability can be severely compromised by trim edge work hardening introduced by trimming and blanking operations. Numerous studies have been completed to optimize the trimming die setup for AHSS. These studies have defined the optimal die clearance, shear angle, and punch configuration in trimming die setup, but the hole expansion test still tends to have significant test variation.
A second measure of local formability, true fracture strain, is emerging as a more repeatable measurement. This method uses a tensile specimen to characterize the material’s ability to resist fracture after necking and provides a quantitative measure of the material’s local formability performance.
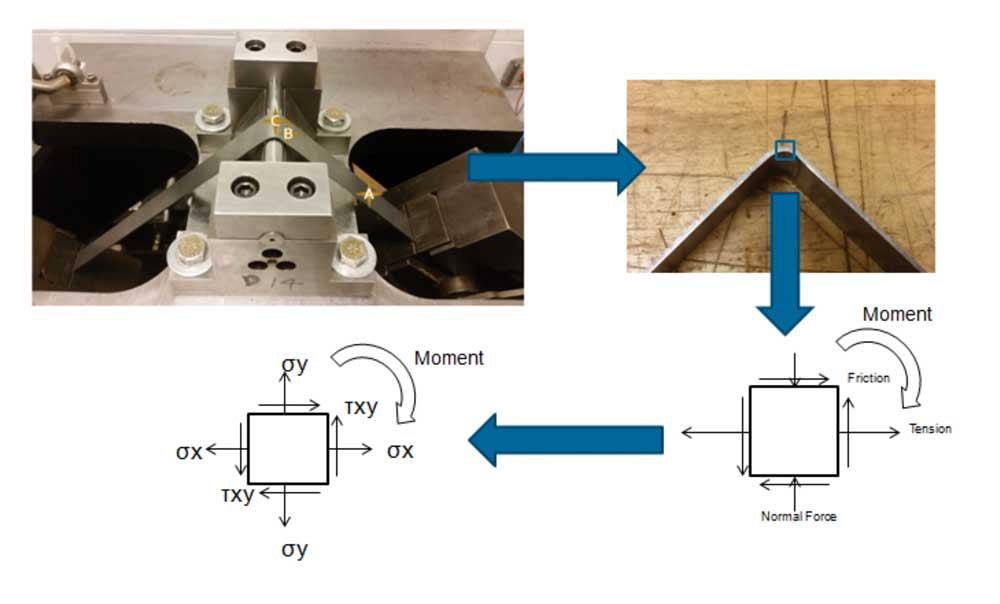
Bendability is one of the key measurements of the combined local and global formability performance of a material. Stretch bendability can be used to assess the material’s ability in tight radii forming with high tension–similar to pulling material through a draw bead in the die.
A modified bending-under-tension test has been developed to measure the material performance in the stretch bending condition (see Figure 6). The developed stretch bendability index has been implemented in computer forming simulations to assess failure in the tight radius area, such as shear fracture, and to assess the feasibility of stake bead geometry designs in springback control.
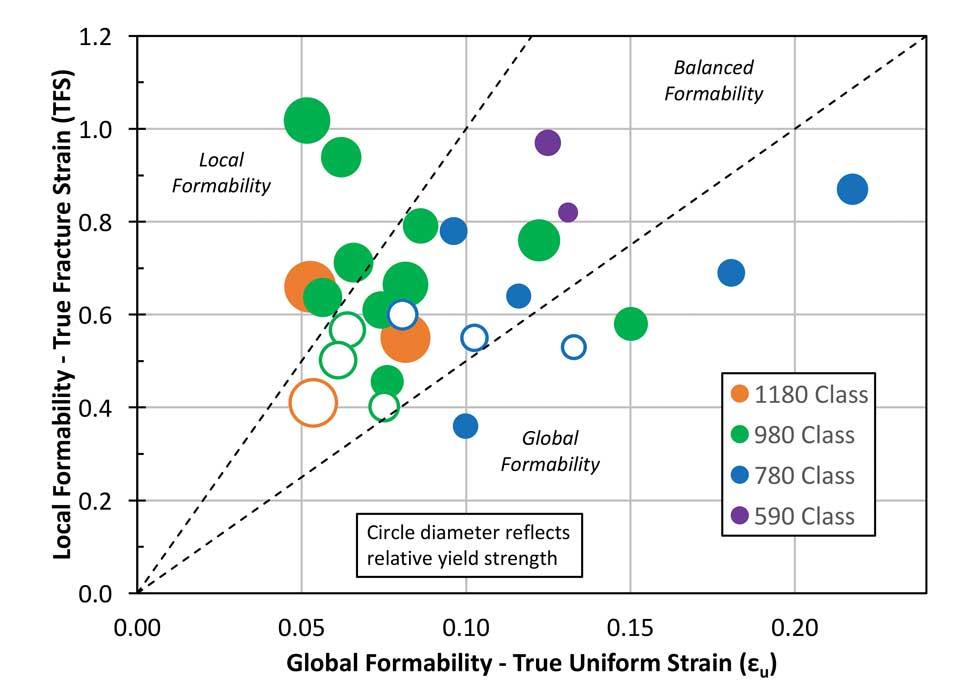
The Hance Diagram is a novel way to combine much of this global and local formability work into one useful tool (see Figure 7). It combines measures of local formability (using true fracture strain) and global formability (using uniform elongation) to provide new insights into the steel grades that may be used for problem solving and material selection—both on the stamping shop floor and in die-design departments.
The Hance Diagram is a logical way to assess material options to solve problems. If good trim conditions still create edge splits, selecting materials higher on the vertical axis will help fix the edge-cracking problems. Likewise, global formability splitting issues can be solved by using material further to the right on the horizontal axis.
Environmental sustainability and increasing safety standards drove the development of the Gen3 steels for use in the automotive industry, and demand for safer and cleaner vehicles continues to mount. The Department of Energy (DOE) and Environmental Protection Agency (EPA) greenhouse gas regulations and the corporate average fuel economy (CAFE) standards, which require automakers to innovate to use less energy to propel vehicles, are likely to remain in place.
Much effort is ongoing to improve powertrain efficiencies and reduce aerodynamic drag, and Gen3 steels provide cost-effective, weight-saving options.
With these materials, stamping suppliers to the automotive industry can manufacture vehicle body components that handle more load, absorb more crash energy, and produce more complex shapes at lower weights and costs than previous steel generations.
In additon, studies presented by Dr. Roland Geyer, University of California, Santa Barbara, and Dr. John Sullivan, Argonne National Laboratory, at the 2014 Great Designs in Steel conference indicated that steel is an environmentally responsible material choice for vehicle bodies when the system’s total life cycle is considered.
Safety requirements also continue to add cost and content to vehicles. The Insurance Institute for Highway Safety added a small overlap frontal test in 2012 to its Top Safety Pick assessment. The Center for Automotive Research (CAR) estimates that by 2025, about 5 percent of the curb weight of the U.S. fleet will be added to every vehicle for safety and performance improvements, which makes lightweighting next-generation steels even more important. Gen3 steels’ high global and local formability and high strength make them excellent material choices for safety cage applications.
Gen3 steels are commercially available and are being implemented in vehicle body designs now, and the application tools developed by steel producers are helping the stamping industry with the implementation process.
Much of the groundwork has been done. Now the task is to pass the knowledge on as efficiently as possible.
Reference:
T. Fiorelli, S. Modi, B. Smith, and A. Spulber, “Technology Roadmaps: Intelligent Mobility Technology, Materials and Manufacturing Processes, and Light-Duty Vehicle Propulsion” (Ann Arbor, Mich.: Center for Automotive Research, 2017)
All photos and illustrations courtesy of United States Steel Corp., Pittsburgh, Pa.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}