















Senior Sales Engineer
Metal additive manufacturing has come a long way. Now even extremely large parts are being fabricated layer by layer. Getty Images
Metal fabrication is largely subtractive in nature. In processes like cutting, grinding, and drilling, a portion of the base material becomes scrap, requiring systems for scrap handling, disposal, and perhaps recycling.
Some “additive” processes like casting and molding have existed for centuries, but over the past two decades, and especially over the past few years, additive manufacturing (AM) advancements have emerged that offer part designers capabilities once thought to be impossible.
Over the years the industry has used a flood of acronyms to describe a range of AM processes, many trademarked by equipment manufacturers. Eventually ASTM standardized the terminology through its ASTM F2792 standard.
Two common forms of metal AM cited by this standard are powder bed fusion (PBF) and directed energy deposition (DED). The energy source depends on the system. Many machines use lasers, of course, but others use electron beams or electric arcs. Many of the latest developments, especially with DED, involve the use of high-powered lasers.
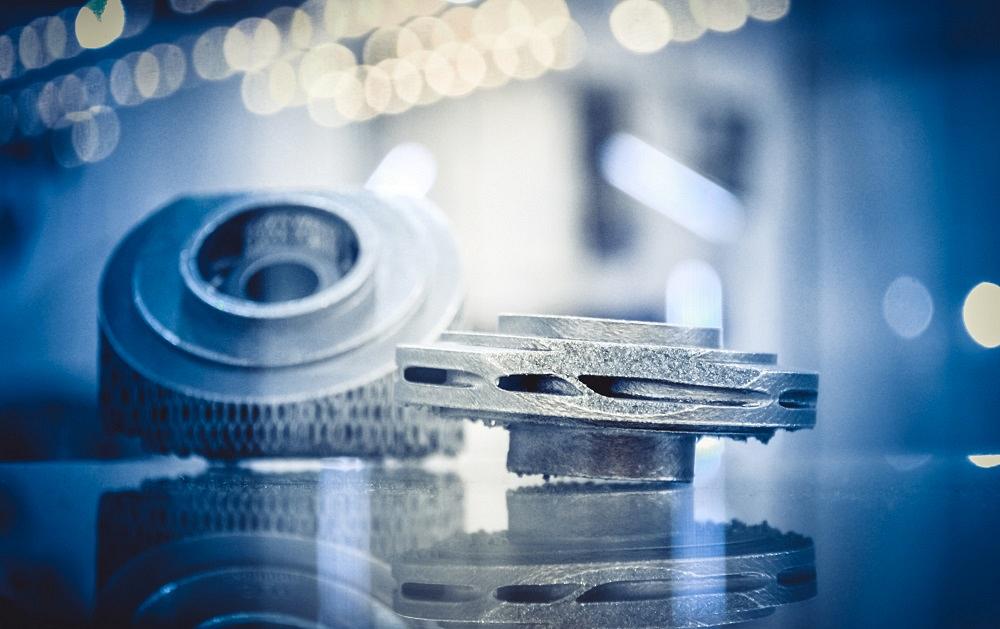
Both PBF and DED can make an extreme variety of parts, including those with complex designs. Many have features like internal cooling channels that would be impossible to manufacture any other way.
In PBF the laser solidifies a pattern layer that then drops down to allow powder to be flowed or deposited again to form the next layer. PBF forms intricate, near-net-shape or even net-shape finishes.
In DED either powder or wire is deposited layer by layer, and each melted layer builds upon a substrate. Deposited material can incorporate steel, stainless, aluminum, nickel- and cobalt-based alloys, titanium, and a host of other materials.
Because of how powdered metals are manufactured, they come in many varieties and, because they can be mixed in different ways, allow manufacturers to fine-tune material properties. On the other hand, metal-cored wires cost less, offer high deposition rates, and leave no waste. Wire-fed DED can offer virtually 100% material utilization.
DED can be used to manufacture large parts and perform part repairs, with many applications involving very high material deposition rates. In fact, some wire-fed DED processes can deposit up to 330 grams/minute of stainless steel, roughly 10 times a typical deposition rate using PBF. Still, DED’s dimensional accuracy and surface roughness also are roughly 10 times worse than what PBF can achieve. DED can achieve near net shape but typically requires some type of finishing, such as with milling or grinding. Even so, DED’s high deposition rates usually make it more economical for large, short-run components.
Consider a large part that before metal AM would have been cast and finish-machined. If it’s a high-volume part, casting still would likely be the most practical, cost-effective method of manufacturing. But what if the run is short? In the time it takes to make a core for the cast, DED would have already produced a just-out-of-the-mold-quality part.

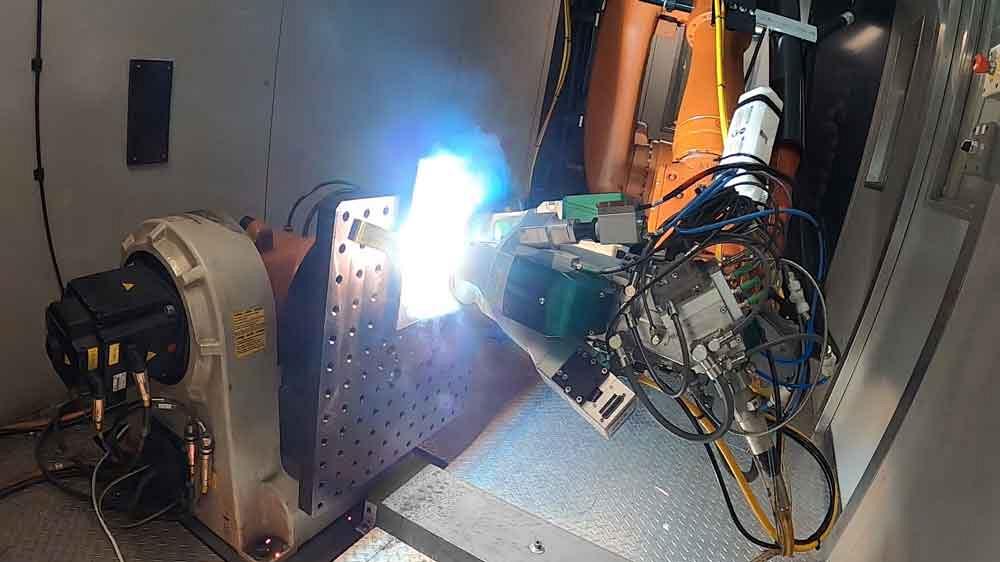
An omnidirectional DED processing head splits the laser beam into three separate spots.
Moreover, the DED-produced part does not suffer from the possible metallurgical issues that come from casting, such as micro- or macroporosity, cold shuts or laps, and scabbing. A well-designed DED system, with closed-loop feedback to the laser source, should be able to build a large part with good interlayer consolidation and few, if any, impurities.
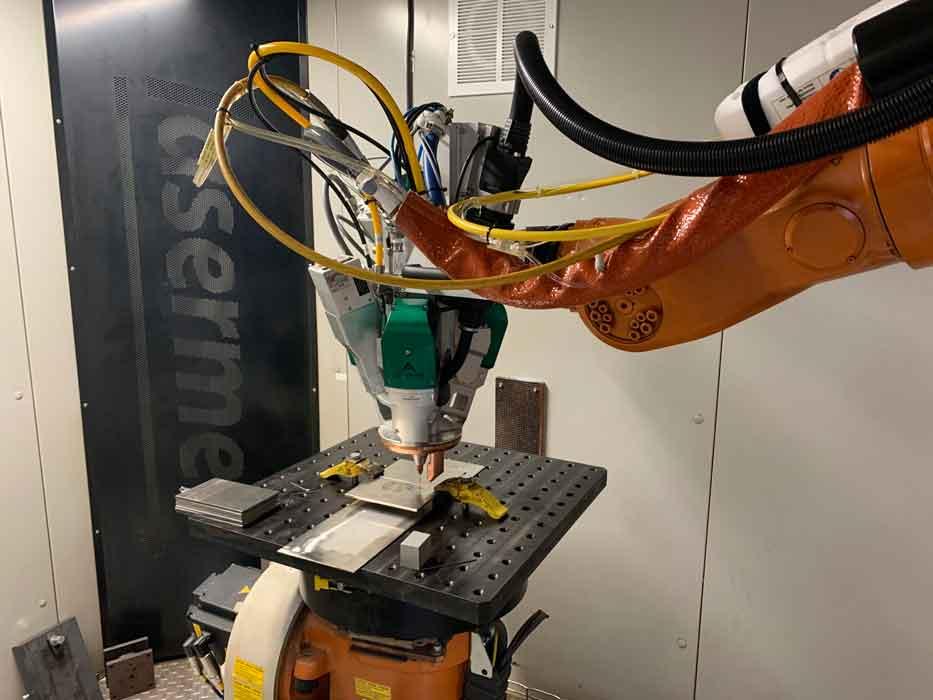
Standard industrial DED machines comprise a material deposition head, motion system (multiaxis or robotic), laser source, safety enclosure, and exhaust system. The processing head travels the programmed toolpath based on the part’s CAD data.
But DED development continues unabated, and deposition rates continue to rise. The goal is to heat and melt wire uniformly and quickly without distortion. For many applications this has become a reality thanks in part to advancements in the processing head.
Some DED applications can use a laser welding head, but the way such heads feed wire presents limitations. A conventional laser welding head feeds wire from the side. The wire-feed orientation influences the drop transfer and the quality of the deposit. The aim is to keep the molten material at the end of the wire flowing smoothly and continuously into the molten pool on the workpiece—and with DED, optimizing this flow sometimes isn’t possible if the processing head has just a single wire-feed orientation.
Back-reflection can be another challenge. DED requires multiple tool centerpoints for path programming, which makes back-reflection from light bouncing off the wire a real possibility, and typical laser welding heads are not designed to account for this.
Finally, a laser welding head’s transmissive optics generally are limited to 6 kW of laser power. Not too long ago 6 kW was considered a “high-power” industrial laser application. Today some DED applications use 10 to 20 kW of laser power.
In DED, different materials benefit from different wire-feed orientations and placements. Front-feeding the wire at the leading edge of the melt pool tends to boost deposition rates and improve surface finish when working with titanium and nickel-based materials. For aluminum, experiments reveal the opposite; that is, back-feeding the wire is more efficient and stable. In general, the optimal wire-feed orientation to produce well-shaped DED deposits is material-dependent—hence the benefit of omnidirectional deposition heads.
Such omnidirectional heads with coaxial hot-wire feed can handle laser power of 20 or even 30 kW, where direct-cooled reflective optics minimize focus shift. Some heads have internal optics that divide a high-powered laser beam into three separate focus spots of equal power, each spaced around the coaxial wire feed. This arrangement facilitates wire feeding from different directions depending on the material, melt pool diameter, and other application variables.
The three spots can be positioned on top of each other, combining their energy to the laser’s full power. Alternatively, they can be positioned to favor a particular directionality (that is, wire-feed orientation). For instance, two spots can be on top of each other while the third trails the wire.
DED is sensitive to process variations, which is why inline monitoring and control are so critical. The ultimate goal is to increase the stability of deposition and ultimately expand the potential of metal AM to new areas—including truly massive parts that, until recently, would have been considered impractical or outright impossible for any AM process to handle.

This rocket nozzle was created with laser-based DED. The prototype rocket cone is 42 in. tall, 24 in. in diameter, with a 1/8-in.-thick wall. After final machining, the cone weighed 110 lbs. The process took about 24 hours.
Imagine a large rocket nozzle, its height and width measured in feet or meters. At first glance you might think it is a cast part—but it isn’t. It instead was additively manufactured in a large-scale directed energy deposition (DED) system.
Why exactly were they additively manufactured and not cast and finish-machined? Two reasons: the need for quick turnaround and the nozzles’ unusual, quite expensive material grade. Starting from a billet block would have been prohibitively costly, and the steel grade would have been overly demanding and expensive to machine.
That left metal additive manufacturing, either powder bed fusion (PBF) or DED. Many feet tall and wide, the nozzles were too large for conventional PBF, and the parts demanded virtually zero porosity in the finished material.
So the manufacturer turned to a high-powered, laser-based, wire-fed DED system using a triple-spot deposition head. The parts emerged from the machine ready for finishing, and the resulting material was casting grade but with improved metallurgical qualities.
The finish-machining took just 20% of the total time it would have taken if the nozzles were conventionally machined from a billet. The time savings for each part was counted not in minutes or hours but in days. And because scrap prices for the unusual metal were about 1/8 the value of the entire billet, AM resulted in substantial cost savings from increased material utilization (that is, less lost material). About 97% of the material consumed went into the parts being made.
Information provided by ADDere.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}