















President

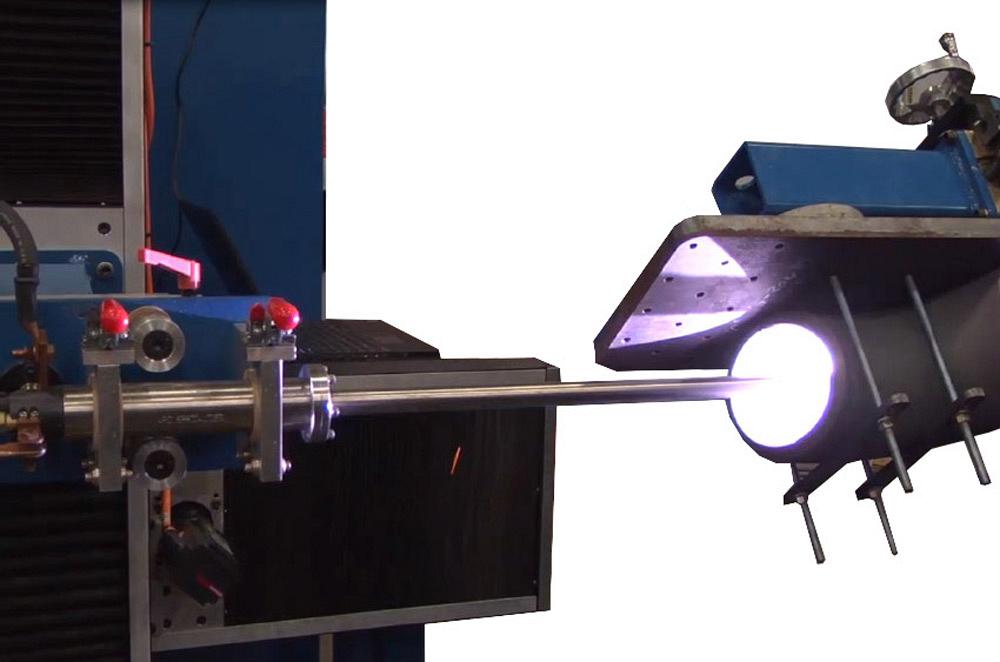
In GTAW hot-wire (GTAW-HW) a heated wire (on the right) is fed toward the back of a molten weld pool created by the arc from the tungsten electrode (on the left).
Consider an automated pipe welding application. Most likely you’d use a wire-fed gas tungsten arc welding (GTAW) process for the root pass, then stop and switch to a flux-cored arc welding (FCAW) or submerged arc welding (SAW) process for the fill and cap passes. You’d do this by either moving the pipe to a separate weld station or by swapping out the power sources and torch setup.
It’s a common procedure, to be sure, but it does take time. Thing is, why not just keep the automated GTAW power source, wire feed, and torch—and heat the wire instead of using separate processes for the root and fill passes? Why not just use the GTAW hot-wire (GTAW-HW) process? It’s not a far-out notion considering the historical success of GTAW-HW in the oil and gas industry, particularly with cladding.
Sure, this doesn’t apply to certain pipe welding applications, and GTAW-HW can’t outpace the deposition rates of, say, twin or tandem SAW. But it’s really not a simple matter of one welding process outpacing another. Keeping the same equipment for all weld passes in a pipe weld eliminates changeover, simplifies operator training, and takes up less floor space.
Low deposition rates and slow travel speeds have been GTAW’s Achilles’ heel. Across manufacturing, if a plant has automated its GTAW, via robotics or otherwise, it’s likely because stringent weld quality requirements demand it and throughput requirements are too great for manual processes. But GTAW need not be slow, and therein lies GTAW-HW’s true potential.
GTAW-HW uses two independent power supplies. One energizes the tungsten electrode to produce the welding arc; the other doesn’t produce an arc at all but instead uses electrical resistance to heat a wire that is fed through a contact tube (similar to the contact tip in gas metal arc welding) and into the weld pool.
The arc from the tungsten electrode simply melts the base metal to create a weld pool. A separate mechanism feeds the wire through a contact tube and into the weld pool. The contact tube is energized by the hot-wire power supply and preheats the wire through electrical resistance to a level right at the melting point as it enters the weld pool behind (or sometimes to the side of) the tungsten electrode. Because the wire is heated to the melting point, it doesn’t chill the weld pool but instead promotes good wetting as the wire melts and flows across the molten weld pool to the edges of the weld.
Note that wire heating takes place between the contact tube and the weld pool. And as long as the wire extension is below the shield gas cup of the torch, a separate gas shield is not required on the hot-wire torch.
Heating the wire boosts deposition rates. It can also lower dilution between the weld metal and base metal. Such a setup has been known to deposit 12 pounds or more of weld metal per hour when welding in the flat position, and 2 to 8 lbs. per hour in the 2G (horizontal) position. In some cases, GTAW-HW can weld at quadruple the rate of conventional GTAW.
The GTAW-HW process is designed for mechanized welding and is not practical for manual operation. That’s because the wire needs to be fed at a constant rate into a defined area, usually in the back portion of the weld pool; that’s where the weld pool is largest, giving the wire the largest target. It’s called the wire impingement point, and setting it for the workpiece is a critical part of a hot-wire setup. It is also necessary to maintain a constant torch height and tip-to-work distance on the wire. There are simply too many variables to control for manual operation.
Positioned adjacent to the GTAW torch, the contact tube looks very much like the end of a GMAW torch—but you do not want it to behave like one. That is, you don’t want it to become so energized that it creates a separate arc. That arc will create spatter just 0.125 inch away from the tungsten electrode, which will in turn contaminate the electrode.

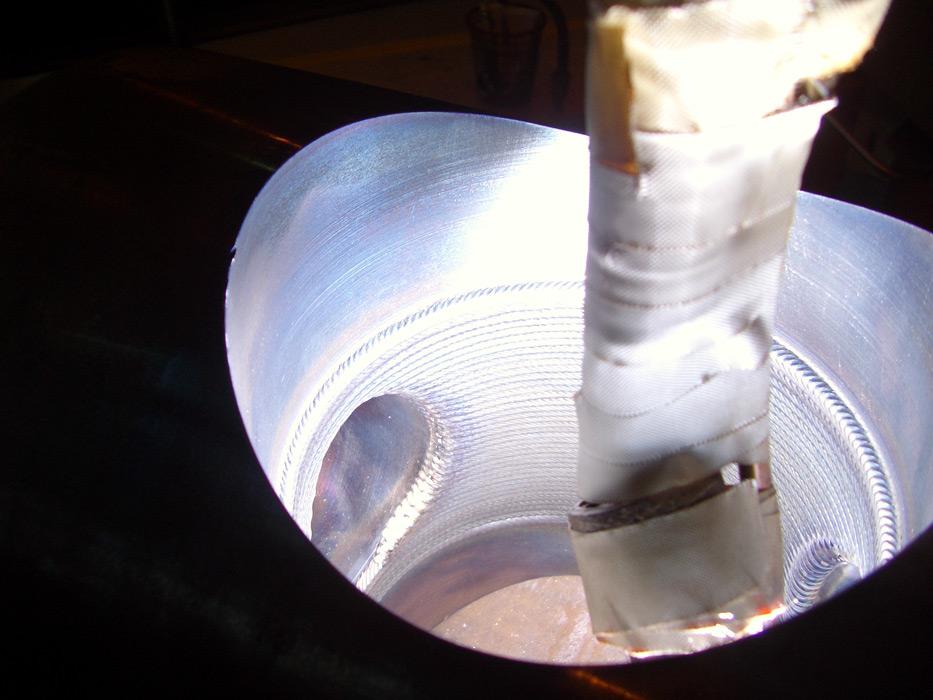
A twin-torch GTAW-HW clads the inside diameter of a pipe.
For this reason, the hot-wire power source (again, separate from the power source energizing the tungsten electrode) is designed to prevent an arc from forming. Arcing requires a minimum voltage, and if the system stays below that threshold—both during the initial open-circuit voltage (OCV) and operating voltage—no arcing can occur.
Few if any other electric welding power sources require so low an OCV. Other processes like shielded metal arc welding (SMAW), GMAW, and SAW need a high OCV to help initiate the arc. The hot-wire power source in GTAW-HW aims to have the OCV so low that it is almost equal to the operating voltage.
This can be achieved through circuitry or through software, the details of which can dive deep into power source design. But the design isn’t novel, particularly when it comes to the circuitry. In the 1960s, Gus Manz, a welding engineer who literally wrote the book on power source design (The Welding Power Handbook), used a constant-voltage transformer that allowed the OCV to be equivalent to the operating volts.
Modern systems use electronic phase-angle firing circuits or inverter technology, but the idea is basically the same: to hold down the OCV so that it remains the same as the voltage at which the system operates. Again, both the OCV and operating voltages are so low—sometimes less than 3 V—no arcing can occur. Other power sources use software to achieve the same result, detecting electrical characteristics of arc formation and then adjusting before the arc has a chance to occur.
Because GTAW-HW uses two independent power sources, some arc deflection is inevitable. Even though the hot-wire power source does not produce an arc, it still produces an electromagnetic field that interacts with the arc on the tungsten electrode.
Either power source can operate in direct current (DC) or alternating current (AC). DC is most common for the GTAW torch’s power source. For the hot-wire power source, AC tends to aid the process. Its electromagnetic field deflects the welding arc forward and backward in the weld pool, creating a stirring effect. This improves edge wetting and helps break up surface oxides in the weld pool, minimizing inclusions.
The hot-wire power source’s AC, which again causes the arc to oscillate back and forth, bends the arc in the forward direction. This promotes what’s known as electrode follow and allows faster travel speed. Conventionally, a torch can move only so fast before the arc lags. In an electrode-follow scenario, the oscillating arc sweeps more forward than backward, producing an electrical characteristic that sends the torch travel speed into high gear.
Hot-wire power sources can work with constant current (CC), but constant voltage (CV) usually is more beneficial. In a CV situation, the operator increases the hot-wire voltage until he hears a “popping” in the arc, and then reduces the voltage just below that point (about 0.1 V). From there the process becomes self-regulating and self-adapting. When the wire stick-out increases, the current drops; when the wire feed increases, the current goes up—and the voltage stays constant, safely below the level at which an arc will form.
The characteristics of the CV hot-wire power supply are similar to those of GMAW; as wire feed speed increases the current increases, and as the wire stick-out increases the current decreases. That said, the change in hot-wire current has a negligible effect on weld bead penetration, since it is only being used to melt the welding wire.
As in GMAW, GTAW-HW tends to benefit from choosing the largest-diameter wire that’s practical. A larger-diameter wire is less expensive and also allows for greater deposition at a slower wire feed speed, simply because it’s a larger wire. This in turn improves the life of the contact tube. A larger wire also reduces the surface area as it relates to the overall weld volume (lower surface-to-weld volume ratio), which minimizes weld contamination. The larger wire also is more rigid and less susceptible to wandering. And again, wire diameter has no influence on penetration since it is merely depositing metal into the weld pool. Weld penetration is a function of the current on the welding arc.
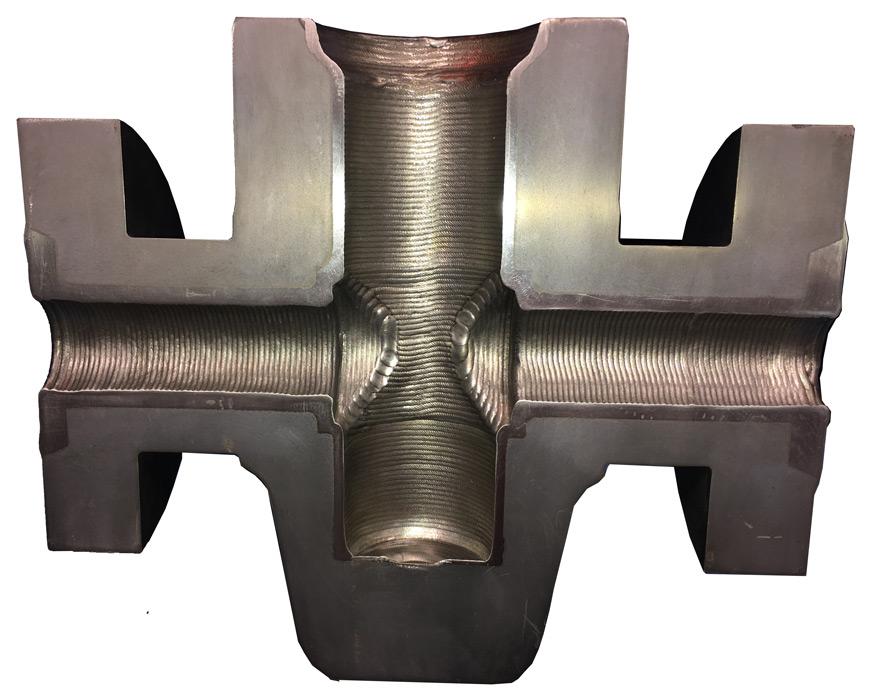
GTAW-HW clads the surface of an intersecting bore.
Thanks to the heated filler metal, the arc from the tungsten electrode now has a lot less to accomplish than it does with conventional (cold-wire) GTAW. In conventional cold-wire GTAW, the heat of the arc must melt the base metal and the added welding wire.
Added cold in conventional GTAW, the wire is usually introduced into the leading edge of the weld pool in front of the arc. With GTAW-HW, the heated filler metal boosts deposition rates and travel speeds because the arc’s energy can be dedicated largely to creating the weld pool and not melting the added wire. This produces the weld quality of conventional GTAW but in a much more productive package.
One of the reasons the process can achieve excellent fusion even at very low dilution rates is the fact that the heat of the arc is melting the base metal and the hot wire is being added to the back of the weld pool behind the electrode. Heating the wire before it enters the weld pool also helps. As the wire heats to the melting point, the surface impurities on the wire, drawing lube, and feed aids burnoff.
All this brought GTAW-HW to the attention of the oil and gas industry. As the oil industry continues to drill deeper, the petroleum it extracts is more likely to be sour. Sour oil reacts with unprotected steel and causes hydrogen-induced cracking—a problem that has led to billion-dollar (that’s billion with a “b”) failures. The high cost, long lead times, and intricate shapes of subsea oilfield parts make GTAW ideal, thanks to its high-quality weld with very low reject rates. But the high volume of weld metal required makes the productivity gains from the hot-wire process essential.
Much of the oil and gas industry works to standards that require the welded cladding to have a chemistry of less than 5 percent iron. To achieve those low dilution levels, the industry must rely on a low-dilution process like GTAW-HW.
Many oil and gas cladding applications involve intricate, challenging geometries, and the acceptance criteria is extremely stringent, entailing inspection techniques such as dye-penetrant and ultrasonic testing.
Designing some setups is like building a ship in a bottle. It’s not unusual for the torch and wire feed to reach 40 feet down a 5-in.-dia. pipe or 3 ft. inside a valve at the intersection of two intersecting bores. These critical applications involve intensive arc monitoring and sometimes video cameras. Amps, volts, travel speed, and all other variables are tracked in real time to keep the process within tolerance limits.
Because many of these parts are high-strength, low-alloy (HSLA) material, they need to be preheated. A robot program generated from a CAD model wouldn’t account for the thermal growth, so operators must perform some manual teaching. Still, the teaching doesn’t take long. They establish the start and stop points, and from there the software calculates the dozens and sometimes hundreds of weld-start and -stop points in between, without operator intervention. After welding, these critical parts are postweld heat-treated (PWHT) in a furnace to reduce the hardness of the base metal’s heat-affected zone to keep hardness within the required spec.
The PWHT can be a lengthy process, and if it’s done too many times, it can affect part quality. If a part is defective and needs to be rewelded, that adds some cost—but the costs don’t end there. You can PWHT only so many times before an expensive part needs to be scrapped. This environment can’t tolerate weld defects, which again is why these and other oil and gas applications have relied on GTAW-HW for so long.
GTAW-HW has some inherent characteristics that make these challenging applications even more reliable and repeatable. It’s a low-fume process, which eliminates issues related to fumes and particulate in tight or confined spaces. The wire feeds directly from behind the torch assembly and through a conduit that’s designed as straight as possible so that the wire reliably reaches the weld pool. And there is no weld spatter as seen with GMAW.
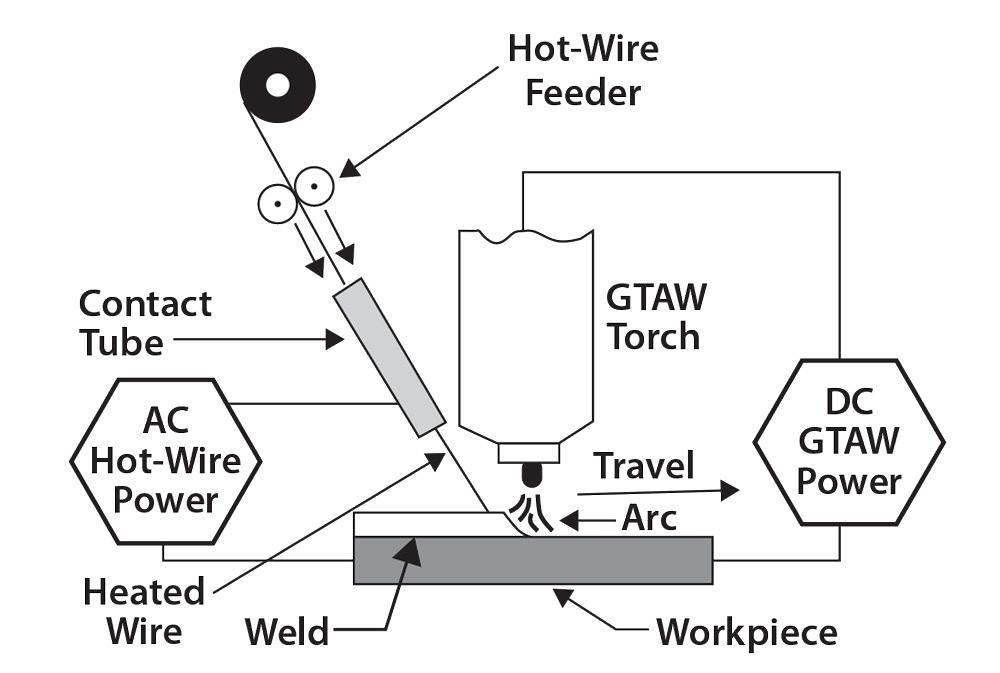
GTAW-HW uses two power sources, one that energizes the GTAW torch and another that heats the wire.
Though the location of that wire feed into the pool—that wire impingement point—is critical, the feed rate consistency is somewhat forgiving, at least when compared to GMAW. GTAW-HW is inherently more tolerant of minor feed variations. The reason behind this goes back to the process characteristics. Say the wire feed pauses momentarily or the torch reduces its travel speed. In GMAW, such variation would disturb the arc, produce more weld spatter, or even extinguish the arc completely. GTAW-HW relies on resistance heating of the wire, a process that seems to be less susceptible to wire feed and travel variations.
GTAW-HW is known for its very stable, low-dilution characteristics, but this does not necessarily limit the process to precision cladding. When working with a conventional groove joint geometry, the heat of the arc in GTAW-HW still controls joint penetration and sidewall fusion independent of the wire feed speed. Deposition rates can vary anywhere between 1 and 12 lbs./hour without sacrificing weld quality.
Hot-wire applications extend beyond GTAW. In fact, processes like plasma arc and laser beam welding can benefit from a heated wire. For laser welding in particular, integrating a hot-wire feed can allow the laser to weld much more than it could on its own, and at a reduced cost. That’s because 1 watt (W) of photons (in the laser) is very expensive compared to 1 W of electrons (in the resistance heating of the wire).
Many engineers and plant managers might assume that critical welding operations just take time, that greater throughput just isn’t in the cards. But the potential of hot wire has changed the deck.
In the broadest sense, a heated wire has the potential to raise the productivity levels in numerous critical welding processes across the industry. With more welding power source manufacturers introducing hot-wire equipment, welding departments now have another option to consider.
Dan Allford is president and Dave Hebble is manager of technical services of Arc Specialties.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}