















Senior Editor
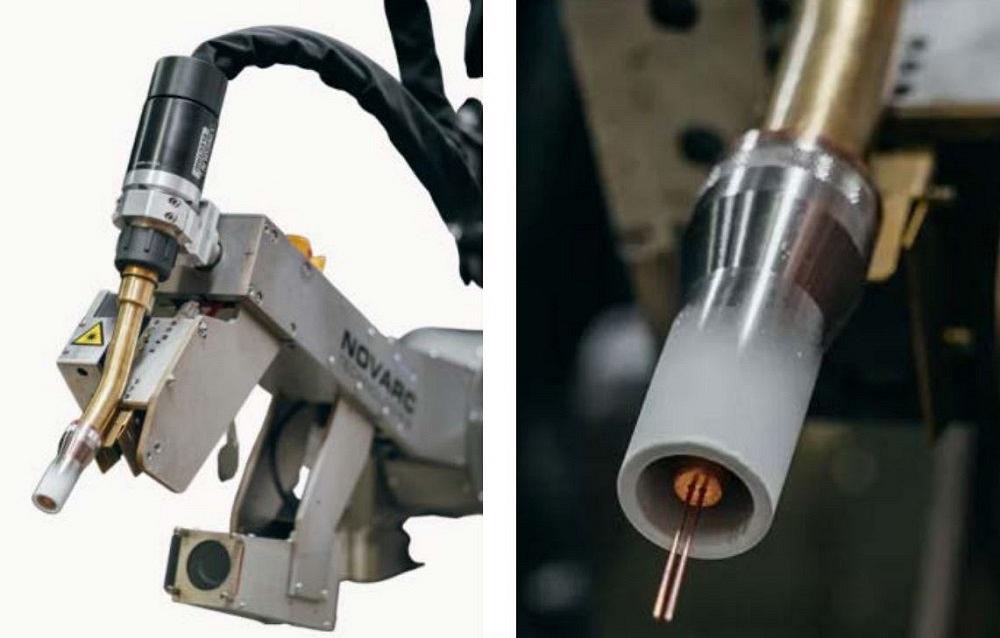
Novarc Technologies’ SWR+HyperFill uses Lincoln Electric’s twin-wire gas metal arc welding technology for the fill and cap passes of a pipe weld.
Pipe spool welding is a complicated business. Diameters and wall thicknesses vary slightly; it’s just the nature of the beast. That makes fit-up an act of compromise and welding an act of adaptation. The process hasn’t been easy to automate, and good pipe welders are rarer than ever.
Companies also want to keep the good pipe welders they have. Great welders might not want to weld in 1G eight for hours on end, with the pipe in a rotating chuck. They might have tested for 5G (horizontal, where the pipe can’t be rotated) or even 6G (a nonrotating pipe in an inclined position), and they’d like a chance to use those skills. Welding in 1G does take skill, but those who’ve mastered it might find it monotonous. It can be extraordinarily time-consuming too.
In recent years, though, more options in automation have reached the pipe spool fab shop, including the collaborative robot. Vancouver, B.C.-based Novarc Technologies introduced its Spool Welding Robot (SWR) cobot in 2016, and in recent months the company added Lincoln Electric’s HyperFill twin-wire gas metal arc welding (GMAW) technology to the system.
“This gives you a larger arc column for higher-deposition welding. The system has rollers and special contact tips so you can have two wires running in the same conduit and establishing a larger arc cone, allowing you to deposit almost twice the amount of weld.”
So said Soroush Karimzadeh, CEO of Novarc Technologies, which introduced the SWR+Hyperfill technology at FABTECH 2021. “The de facto process for such applications would be subarc, and we find there’s significant savings from not having to deal with flux, and you can still get comparable deposition rates for pipe [walls] from 0.5 to 2 in.”
In a typical setup, the operator would set up the cobot to run the root pass using a single wire with one torch, as usual, then remove and replace that torch with another torch with the twin-wire GMAW setup, increasing deposition for the fill and cap passes. “This can help reduce the number of passes and reduce your heat input as well,” Karimzadeh said, adding that the control of heat helped improve weld quality results. “In our in-house testing, we were able to get high-toughness test results down to -50 degrees F.”
Like any job shop, some pipe spool fab shops are high-mix operations. They might rarely process thick-walled pipe, but they have a subarc system sitting idle in the corner just in case such a job comes along. Using a cobot, the operator could use a single-wire setup for thinner-walled pipe, then switch to a dual-torch setup (single-wire for the root and twin-wire GMAW for the fill and cap passes) when working with thick pipe that previously would have required that subarc welding system.
Karimzadeh added that the dual-torch setup also could be used to increase flexibility. For instance, one dual-torch cobot could weld both carbon and stainless steel pipes. In this arrangement, the operator would use both torches in a single-wire configuration. One torch would feed filler wire for carbon steel jobs while another would feed wire for stainless steel pipe. “In this configuration, the operator would have a noncontaminated wire delivery system for that second torch dedicated to stainless steel jobs,” Karimzadeh said.
The system reportedly can make on-the-fly adjustments during the critical root pass. “During the root pass, when you go over the tacks, the gap widens and shrinks depending on the pipe fit-up,” Karimzadeh explained. “To accommodate this, the system can detect the tack and perform an adaptive weld. That is, it automatically changes the weld and motion parameters to ensure proper fusion over those tacks. It can also read how the gap is changing and changes motion parameters to make sure you don’t blow through, completing a proper root pass.”
The cobot system incorporates laser-based seam tracking as well as a camera that gives welders a clear view of the wire (or wires, in the twin-wire setup) as metal flows into the groove. Over the years Novarc has used weld data to build NovEye, an artificial-intelligence-powered vision system that makes the welding process more autonomous. The goal is for the operator not to monitor the weld continuously but instead be able to step away to perform other tasks.
Compare all this to an application involving a manual root pass, followed by a quick pass with a grinder and a manual hot pass to clean the surface of the root pass. After this, the pipe spool finally moves on to the fill and cap passes. “This often requires moving the pipe to a separate station,” Karimzadeh added, “so there’s more material handling.”
Now imagine the same application with cobot automation. Using a single-wire setup for both root and cover passes, the cobot welds the root, then commences immediately to the fill passes, without stopping to grind the root. For thick pipe, the same station could start with the single-wire torch and then switch to the twin-wire torch for subsequent passes.
Such cobot automation could change life in the pipe spool fab shop. Expert welders spend most of their days on the most challenging pipe welds that can’t be set up on a rotating chuck. Beginners would work with veterans to operate the cobot, view and monitor the weld, and learn what it takes to make a good pipe weld. Over time (and after practicing in the manual 1G position) they learn to manipulate the torch and eventually pass tests for 5G and 6G, becoming expert welders themselves.
Today novices operating a cobot might take a new path to progress in their pipe welding careers, but the novelty doesn’t make it any less effective. Besides, the industry needs good pipe welders and, not least, ways to make those welders more productive. Going forward, pipe welding automation, including cobots, could play an increasing role.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





