
















Industry Strategy Manager

Figure 2 Sensors can undergo mechanical damage for various reasons. Even small, repeated impacts can damage the sensing face over time. Images provided
Keeping a projection nut welding line running at high efficiency can be challenging. Delivering bad parts to customers can devastate a fabricator’s profitability and reputation, and one of the most frustrating quality issues comes from welding nuts to parts.
Is device failure costing productivity in your weld cells? Damaged devices and burned cables cause unplanned downtime and reduced production, driving up overtime wage costs and creating a delivery timeline crunch. Poor application of a weld nut to a part is one of the most challenging and damaging quality errors in production, can cost thousands of dollars, and can require herculean corrective action downstream or, even worse, at customer plants.
Welding throws debris, spatter, and molten metal. Such an environment makes it difficult for standard automation products to survive. Operators loading parts hour after hour can affect sensors and physically damage components.
Sensors and related components are often found at the top of most hit lists in a welding production line. Even so, in harsh welding automation environments, nothing is spared from harm. Everything can, unfortunately, fail.
Weld Spatter. Red-hot molten metal can burn through even the most robust defenses, given enough time and repeated abuse. Destroying everything from pneumatic cylinders to sensor I/O blocks, weld spatter can cause more downtime than anything else on the floor.
Traditional automation sensors with plastic sensing faces and basic housings are destroyed daily by manufacturers around the world. Spatter burns through these plastic faces, shorting electronics and damaging the sensor coil (see Figure 1). The heat from buildup on a sensor body can cook the components and hasten sensor failure. At many facilities, weld spatter destroys at least one sensor per shift. That’s easily a thousand sensors per year thrown away, just at one plant.
Load Impact. Heavy impacts can destroy a sensor. Operators might hit sensors as they load parts, a problem made worse if the sensor was improperly mounted in the first place. As sensors fail, significant downtime ensues as maintenance steps in. Even small, repeated impacts can damage the sensing face over time and lead to failure (see Figure 2).
Faulty Weld Nut Detection. One of the more common and frustrating applications in automated welding is reliably detecting the presence of weld nuts (see Figure 3). Production defects have many possible causes: missing nuts or location errors, incorrect threads or nut size or shape, weld spatter in the threads (there’s spatter again!), and orientation issues (is it upside down?).
What does a welding system need to ensure it has the right nut in the right place at the right time? That depends on the application, where the sensor can be placed, and when exactly the sensors need to sense a nut. Problems are usually difficult to correct with one standard technology.
Cable Damage. A simple cable can be one of the hardest things to protect (see Figure 4). Weld cells demand the toughest connections. Weld debris can shorten the life of a cable in several ways. Spatter can build up on the jacket, pulling the cable out of the connector. Weld sparks can burn through the cable, causing shorts in the connection, and extreme temperatures can cook components. Intermittent communication and signal issues can be caused by the smallest weld berry across two conductors in a hidden part of the fixture.

Figure 1 Weld spatter can burn through plastic faces, shorting electronics and damaging the sensor coil.
Many manufacturers struggle through these welding automation challenges. The best companies, however, follow some basic steps to get their house in order. Note that all these steps require collaboration among those in engineering, maintenance, and purchasing, all of whom make a commitment to improving applications in high-consumption workcells and operations.
1. Get started … now. It’s easier than you think. Some small initial efforts can lead to significant improvement and help build momentum. First, identify those workcells and operations that are the most troublesome. If you aren’t sure, ask operators and maintenance crews; they definitely know.
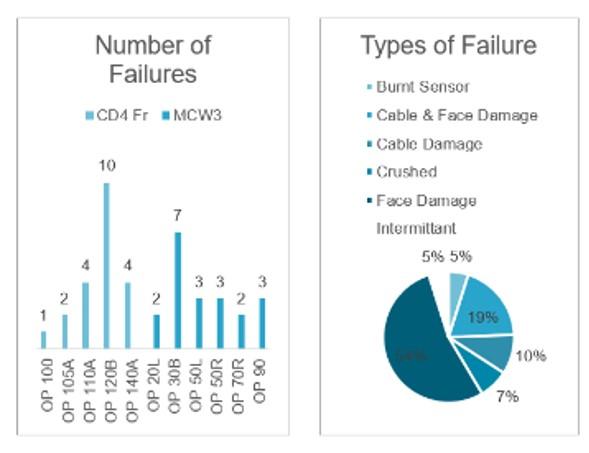
Systematically review downtime to determine what is causing it (see Figure 5). Begin with documenting why, where, and how often components are failing. After tracking this information for a few weeks, you can determine where the problem areas are and which you need to address first.
Audit the high-downtime cells to determine which applications need the most attention. Many manufacturers find that only a small percentage of their applications cause the most substantial material replacement costs.
2. Attack individual sensing applications. Attack individual applications one at a time. For each application, document the possible return on investment (ROI) of new technologies. While implementing more robust technology sounds like an obvious plan, you will sometimes need to justify that paying more upfront will actually save money in the long run. Test different technologies and compare them by calculating the savings of one system over another.
Automation sensors come in many forms, sizes, and functionalities. Determine what is needed by looking at what the sensor is exposed to and why the installation is failing. An automated cell could benefit from sensors with coatings, steel-face sensors, protective brackets, or multimetal sensing to extend the life of the application. Ask yourself:
Also check the connection between the control and the sensor itself. Is it protected? Failures are often blamed on a sensor but in reality are caused by the cable failing. Cables made of specialty materials like silicone and certain polymers (such as FEP, PTFE, PUR, or TPE) are designed to resist weld debris. With the right cable material, what needed to be replaced every day could be replaced every few months.
Weld nut application problems can be incredibly costly. Different solutions—vision systems, nut detection sensors, proximity sensors, touch probes, and photoelectric sensors—all have their place. Applying weld nuts is a challenging application, so unfortunately, no one technology can solve every problem.
3. Improve purchasing and the tool crib. Over time and through multiple projects, most manufacturers accumulate a diverse and scattered collection of parts in the tool crib. Such an unmanageable, unwieldy situation can seriously frustrate MRO purchasing departments.
Operational excellence requires that you dive into the dark of the crib to commonize inventory, control consumption, reduce waste, eliminate stockouts, and reduce overall inventory. Find common parts that can be used across applications, and reduce the number of parts you hold in inventory. Doing both simplifies purchasing and reduces stockouts.

Figure 3 Common problems in automation come from failure to detect the presence of weld nuts.
Simplifying the crib might require buying more expensive components that (ideally, at least) last longer. Calculate the ROI and make decisions based not on the individual component costs, but on the long-term total cost of ownership. By putting in the upfront work, you can simplify purchasing and stay within the allocated budget.
4. Fix the future. The capex process should go beyond the “keep it running” mindset. It should consider new or disruptive technologies—traceability, vision, augmented reality—and account for the engineering time to implement them.
Also pay attention to how you specify capex projects. Set clear expectations, document what you need to accomplish, specify the exact equipment you need, and be sure you receive equal quotes that allow you to compare apples to apples. After all this, when the equipment arrives in the plant, it should be ready to support operational excellence.
5. Create a mindset of responsibility. Some things are worth doing repeatedly, but replacing a proximity sensor every shift is not one of them. To create a mindset of responsibility you need to get everyone beyond a “get it running” mentality to look at the total cost of ownership of the problem.
Commit to revisiting the problem, audit why the failure occurred, and openly discuss improvements. Documenting application improvements and monitoring their value will give employees fewer fires to fight in the future and drive them to take ownership of problems. Managers, engineers, maintenance technicians, and operators all need to be comfortable talking about an application’s failure rates, investigating solutions, and calculating their ROI.
Set clear expectations. Train employees on new philosophies, technologies, and strategies for reducing costs and boosting productivity. When everyone works together and commits to change, they establish a mindset of responsibility—a key ingredient of operational excellence.

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}