















Senior Editor
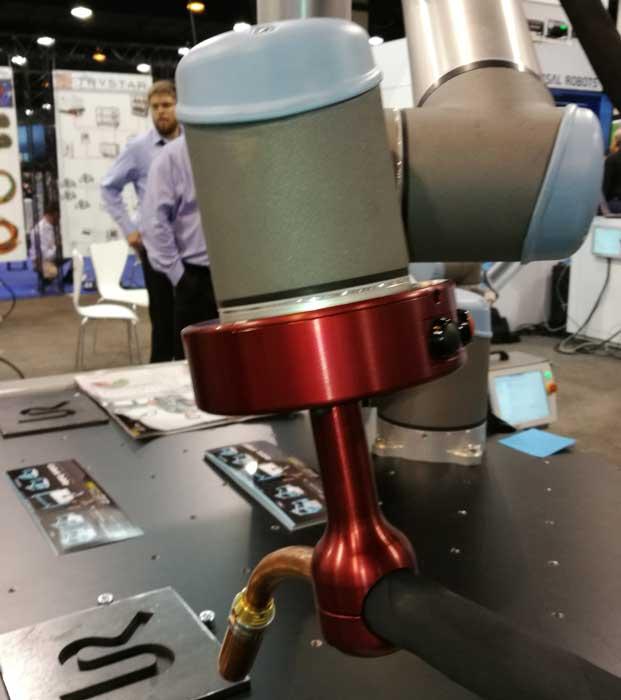
On display at FABTECH in November, the welding head to this cobot could be removed and replaced with another end effector designed for another application.
For years welding robots have had a home in custom fabrication, but only for specific kinds of operations. Historically they have needed jobs of a certain volume that are repeatedly ordered. Simplified offline programming and simulation are changing the volume equation. Smart fixture design and workpiece handling (so the arm can access more joints in one setup) have made the welding robot even more flexible. These days you can visit a custom fabricator and find a welding robot changed over multiple times a day. Low-volume work is just no big deal.
Still, it’s also not uncommon to visit a fabricator and see welding robots idle, even when the rest of the shop is busy. Some workers may be welding manually at a few adjacent booths, perhaps working on some one-offs. But many shop employees happen to be elsewhere in the plant. This is what high-product-mix production with highly variable demand looks like on the shop floor. The product mix changes for a day or two, and the demand for certain processes, like welding, plummets.
This is where many in metal fabrication see untapped potential in collaborative robotics, a maturing technology that has found a home in many assembly operations, but is just now starting to gain a foothold in metal fabrication—even for a process as complex as welding.
Watch a traditional articulated-arm robot perform some air moves (or indexing) between welds, and you can plainly see why these systems need proper safeguarding. The robots can seriously hurt anyone who stands in their way. And it’s not their fault; they’re just following the program they were given and sticking to it.
A collaborative robot, or cobot, doesn’t operate like this. If it hits an obstruction, it stops. It can also sense pressure, which allows it to, say, slide a part against a press brake backgauge with enough force to ensure the part is secure, just as a human would do.
Although the machine a robot is tending needs adequate safeguarding, the collaborative robot itself doesn’t need the hard guarding that a traditional robot does. This allows people not just to operate the automation, but also to work with it, hence the term collaborative robotics.
“An extension of this is the ability to easily deploy the robots quickly,” said Manuel Sordo, area sales manager for Boston-based Universal Robots (UR). “You don’t need a team of robotic programmers and engineers on-site to deploy the robot. And you often can deploy them without making dramatic changes to your production.”
Considering all this, it’s little wonder that many see tremendous potential for the technology. In 2017 Transparency Market Research of Albany, N.Y., released a report that valued the global collaborative robot market in 2015 at $10.3 billion. Most significant, the report predicted the market’s compounded annual growth rate to be 30 percent. By 2024 the collaborative robot market could be worth $94 billion.
Israel Nunez, an Irving, Texas-based technical support engineer at UR, was attending an offshore oil and gas conference in Houston. At his small tabletop exhibit he brought a cobot that was programmed to trace around the edge of a podium.
As Nunez recalled, “People kept coming up to us and asking, ‘Hey, can you weld with this thing?’” As Nunez told the story, UR soon began looking at current welding applications in collaborative robotics and eventually ended up partnering with Houston-based ARC Specialties, an automation integrator. ARC has worked in the heavy industrial space for years. The company has a reputation for a variety
Anyone involved in heavy-fab automation several years ago probably would have been skeptical about the potential for a “welding cobot,” including John Martin, ARC’s vice president. “When I learned about collaborative robots, I thought we wouldn’t see much application for them,” Martin recalled. “Most applications we’re dealing with involve heavy automation with high payloads and long reaches.”

A welder refers to parameters on a tablet as a collaborative robot welds a part. Photo courtesy of ARC Specialties.
Generally, collaborative robots have limited payload capacity compared to traditional robots. Still, in a typical welding situation, the cobot wouldn’t need to carry or move the workpiece, welding guns aren’t particularly heavy, and a wire feeder need not be on the robot arm itself. Cables for wire feeding and torch cooling do have some weight to them, but not so much as to push the system over the payload limit.
Then there was the issue of speed. In the automation world, maintaining sufficient speed for typical arc welding isn’t a problem. Theoretically, a robot welds just as fast as a human (though the robot never loses concentration or takes a break). It’s the air moves, or indexing—those extremely rapid moves between welds—that allow a typical robot to weld more in less time.
Like other forms of automation, collaborative robots offer consistency in quality. With the right program and fixturing, the cobot should produce the same high-quality weld time after time. And a collaborative robot can weld just as fast as a conventional robot. But a collaborative robot’s air moves are relatively slow. They take a much more deliberate, human-like approach while moving from one point to another.
But then there’s the price. Collaborative robots are inexpensive, so theoretically, if a fabricator needed to increase throughput for a product, it could build another fixture and buy and integrate another robot. In fact, that low price is what drew ARC Specialties to look further into the technology.
“Many times an automated solution exceeded a customer’s specific budget, due to the operation just not having the part quantity to justify it,” Martin said. “So this was the driving factor [in looking into collaborative robots]: to find a lower-cost system to meet their needs.”
Before diving into the project, though, ARC did some research, especially as it pertains to such robots operating in harsh environments. This included one at Aircraft Tooling Inc. (ATI), a Dallas-based repair center for the aviation industry. According to a press release from UR, ATI was looking to automate repair tasks involving a high-velocity oxygen fuel (HVOF) thermal spray process.
“I actually thought the robot wouldn’t stand it,” said Juan Puente, thermal spray supervisor at ATI. “Some of these powder coatings are tungsten carbide, which is a hard metal coating. If it seeps into the bearings of the robot, we were afraid it would destroy them.”
Puente added that after three years of the cobot in operation, ATI opened the seals and found the bearings intact. “There were no particles in there. It doesn’t show.”
ATI also had a concern about the recoil in the spray gun. “We were nervous that the recoil would trip the robot or interfere with the servo capabilities,” Puente said. “We went as high as the pressures would take to make it bounce, and it wouldn’t do it. The robot stayed in position.”
Welding for a cobot is a little different from basic assembly tasks, such as the light-payload pick-and-place applications where the technology has gotten the most attention.
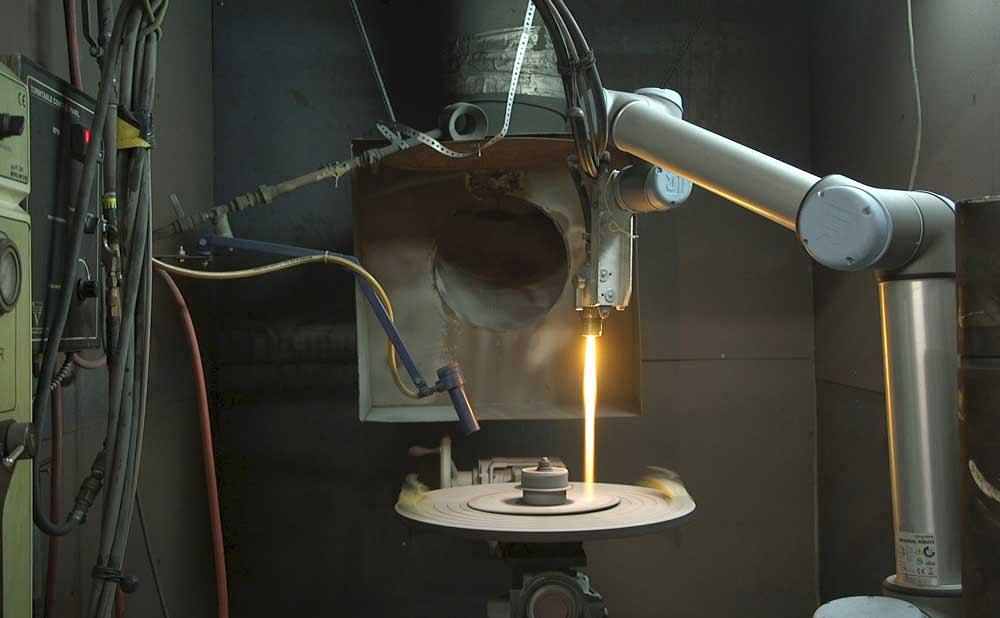
A collaborative robot performs a thermal spray operation at Aircraft Tooling Inc. in Dallas. Photo courtesy of Universal Robots.
Still, integration of cobots is getting more sophisticated. For instance, at FABTECH® last year, integrator Ready Robotics, Baltimore, showed several machine-tending applications that go beyond the basic pick-and-place assembly task. The company showed a video of a cobot operating a band saw and an ironworker.
During an interview at the show, Kelleher Guerin, Ready Robotics president and chief technology officer, explained, “These systems can be tooled up to address different tasks on the machine: bending metal with the brake on an ironworker, punching on the punching station, notching on the notching station. In fact, we use an ironworker in our office to prove out different tasks we can do with the [collaborative robot]. We can wheel the robot to different stations, and we have a realignment system for actually aligning the robot to the machine.”
Some fabricators have used cobots to run small parts on a press brake. In these instances, the robot can sense when the blank has hit the backgauge, after which it actuates the bend cycle, then reorients the part.
In many applications, the start and end points matter, but the path the robot takes, not so much. In these instances, the robot simply calculates the most efficient path between two points.
This isn’t the case for welding. The starting and ending points matter, but so does the path in between—because, of course, that’s the actual weld. This makes repeatability important; that is, the ability to move to the same spot part after part.
Martin said that the cobot’s welding program includes basic welding parameters like arc starting in the beginning and crater-filling and shielding gas postflow at the end. It also includes controlled burnback, applying welding parameters to allow the wire to burn back slightly into the gun to ensure the wire doesn’t get stuck in the solidifying weld pool.
Other variables include travel and gun angle parameters to suit penetration requirements, pushing or pulling (dragging) the wire along the joint, depending on the weld orientation (flat, vertical, etc.) and size.
“The robot maintains the gun orientation, including the push or pull and gun angle, throughout the move,” Martin explained. “This is the case for indexing moves or welding moves. Our software will control the robot’s speed at the welding point to maintain the welding travel speed. The welding speed, welding volts, and wire speed can be adjusted in real time from the initial welding parameter settings.”
Exact push angle, drag angle, travel speed, and other settings depend, as always, on the application, and a welder operating a cobot can adjust them as necessary. In fact, a welder learning to program the cobot would think about how he or she would weld a workpiece manually, and then apply those parameters to the cobot program. “All this comes from welder experience,” Martin said, adding that a welder operating a collaborative robot should be able to tweak all these factors to suit. “And you need software to interpret those moves and perform that motion.”
All these motions have been available for years on traditional robotic welding systems, and software now being released offers these variables for cobots. According to Martin, future software releases will include motions like weaving, where the cobot needs to move side to side within the joint path; stitch welding, where the cobot must turn the arc on and off during a defined path; and multipass welding, incorporating the offsets and other parameters required as the cobot transitions from the root to the fill and cap passes.

A video shown at Ready Robotics’ booth at FABTECH showed a collaborative robot feeding the shearing station of an ironworker.
All of these developments eventually led ARC Specialties and UR to introduce a collaborative robotic welding system last year at FABTECH in Chicago, one with a jacket to help protect it from spatter and other environmental elements.
Welders can program the cobot kinetically—that is, by physically moving it from one point to another—and set parameters using a tablet interface. Alternatively, the system can be programmed and simulated offline. Once welding commences, weld data (feed, travel, etc.) is fed back to the system, providing a digital welding record for each job.
At this point, ARC is working to go beyond gas metal arc welding of carbon steel (the initial application launched at FABTECH) and introduce a system capable of wire welding aluminum. “Right now we have a feeder at the base of the robot,” Martin said, “but since aluminum is a softer wire, you need a pulling motor as well.” He added that a robotic gas tungsten arc welding cobot system is slated for future development.
“[A welding cobot] is not something that could fit with everybody’s application,” Martin said, adding that traditional robotics will still be the most productive way to go for higher-volume environments. “We see [cobots] as more of a starting-off point to automation for low-quantity, high-mix operations. You don’t need the floor space for safety guarding, and you don’t need an advanced programmer to run it. Someone at a small job shop can pick it up and run with it.”
As UR’s Nunez explained, “Your welders who are not robot guys do not need to be that anymore. They can just be welders and know how to change welding parameters properly, and still work with a robot.”
A hurdle remaining is the cobot’s limited reach, which could be a problem for large workpieces. “Limited reach is an issue with both conventional robots and cobots; typically the robot is mounted on a linear track to gain reach,” Martin said. “Currently only conventional welding robots have been used with linear track systems, but there is no reason why we cannot mount a cobot on a track to increase its working area.”
Even without a track system, theoretically, operators could reposition the robot itself to reach all the welds on a larger workpiece. In these cases, Martin said, it may be easier for a welder to move the cobot out of the way and then strike an arc manually.
Still, the fact that cobots could simply be moved out of the way is what makes them so intriguing, especially for the custom fabricator with changing demand levels and product mixes. Martin added that the system could not only be rolled out of the way, but also fitted with another end effector and moved to a press brake, band saw, ironworker, or any number of other machines.
The devil will be in the details to make this happen, of course, but the idea could be one way to help boost throughput in highly variable environments. Fabricators would be investing in automation not for a single manufacturing step, but for many.
At many custom fabricators, a process bottleneck can change depending on the product mix and demand level, so people move to free that bottleneck. With cobots, automation could be moved to free those bottlenecks as well.
Aircraft Tooling Inc., www.atirepairstation.com
ARC Specialties, www.arcspecialties.com
FABTECH, www.fabtechexpo.com
Ready Robotics, www.ready-robotics.com
Universal Robots, www.universal-robots.com



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





