















Editor-in-Chief

This is an example of a helical form made on Advanced Spiral Technology’s TruHelix™ CNC forming system. Images provided
When you see a helical form made of metal, like you might find on a screw conveyor or an auger, you can’t help but think, “How is that made?” Gil Swadling, sales and marketing manager for Advanced Spiral Technology (AST), said that was evident even at North America’s largest metal fabricating technology event, FABTECH, this past November, where plenty of fabricators stopped in the booth just to see the video of the company’s sectional screw flight helix forming machine in action.
Coincidentally, AST was formed almost 20 years ago as two Australian veterans of helical shapes manufacturing had a question of their own: “There has to be a better way to form these things, right?” That question led to years of development. The result is the TruHelix™ CNC forming system that can take the “black art” out of the helical flight forming process, Swadling said.
Greg Bloxham of Scott-Osmond Pty. Ltd., who has been involved with screw conveyor design for many years, and Scott Kelf of Scott Spiral Pty. Ltd., who has a long history of manufacturing sectional screw flight helixes, are the people behind AST. They got together almost 50 years ago to find a better and more consistent way to make these challenging forms.
“They were looking at the way that manufacturers had been doing this stuff and they asked why it was done this particular way,” Swadling said. “Of course, they got the classic answer, ‘We’ve always done it like that.’ Well, that’s not really a good reason.”
They found that to be the typical response not just in Australia, but in other places as well. In top metal fabricating facilities in Europe and North America, they found that manufacturers relied on experienced press operators and their black book of successful attempts at making helical shapes.
How did fabricators approach it? They might look at their black book to see what flat sheet metal size would be good to deliver a helical shape of a certain size, find that sheet, place it into tooling that rested in a vertical press, initiate the bending sequence, and pray for good results. Even the most advanced fabricating operations, which may have been using 3D modeling to create these shapes, had to keep reworking the helical shapes that came out of the tooling because they simply weren’t in the form that they needed to be.
Some companies might have used a more horizontal press, like a press brake, to try to achieve the shape, but that had similar results.
In both situations, the manufacturer was still stuck with dies that were designed for one flight size. If the fabricator wanted a segment that was, say, 3 inches shorter than what the die was designed to deliver, it had to rely on the skill of the operator who might know just how to position the sheet metal in the tooling to get close to the new dimensions. Obviously, such an approach delivered results that were far from meeting the desired original specifications.
Those observations and the dawning of modern-day computing gave Bloxham the motivation to investigate a better and more consistent way to create these shapes. After many years of work and testing ideas, he developed software, tooling, and a machine tool that were being used in his own manufacturing operation. Then word got out, and someone wanted the mechanical answer to solving the riddle of forming helical segments.
About eight years ago, AST received a call from an Italian manufacturer of helical flight forms. He had heard about what the company was doing and wanted to see it for himself. Even on a worldwide basis, word travels within the metal manufacturing community, and secrets are hard to keep.
Bending a helical shape efficiently used to require a skilled press operator and his small notebook of past jobs to guide the process. Recognizing that wasn’t very efficient at all, the founders of Advanced Spiral Technology spent several years developing a CNC forming machine to create helical shapes. Part of that research and development was a software program that addressed the many variables that affect successful shaping of the form.
Upon visiting AST and seeing the internally developed machine tool that formed helical segments, the foreign guest made a simple statement: “I want one of those.”
“This was some stuff that we had developed over the previous 10 to 15 years. It wasn’t ready for other people to use it,” Swadling said. “We still need to develop the software better.”
Over the next two years, AST did that. It fine-tuned the control technology and synced it up with a set of tooling that could be sold with the unit. The Italian guest, with the desire to jump into the automated age of helical flight forming, was the first customer.
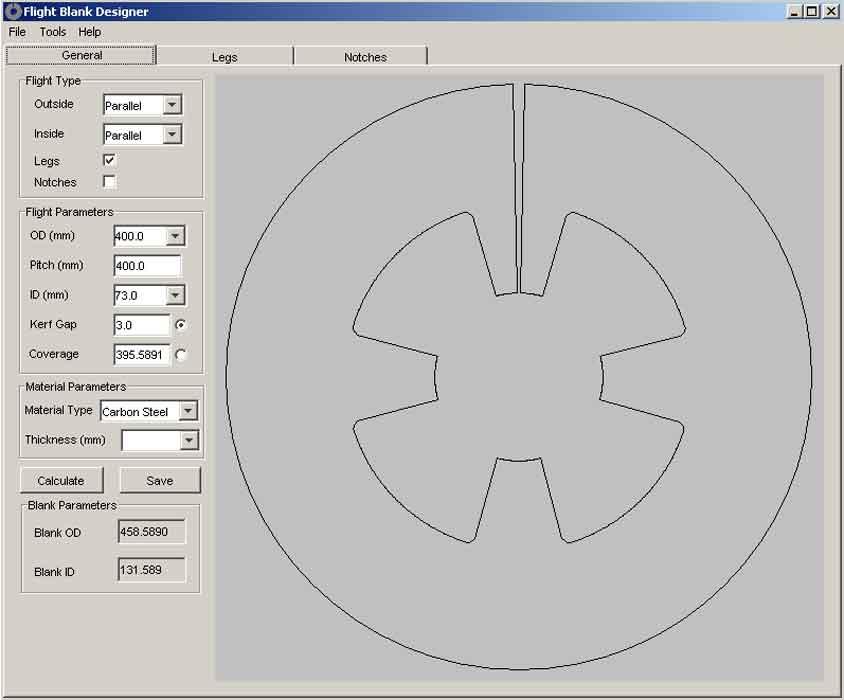
How does it work? The machine operator inputs specs for the helical flight form, such as material type, thickness, segment length, and pitch, and the control indicates what tooling to place in the machine. With the tooling in place, the material is slowly fed from one side to the other. The tooling forms a section of the curvature and releases, and the machine pulls the next unformed section into the tooling’s forming window. The process repeats itself until the segment is completely formed, producing a complete helix shape.
“So you’re actually forming it instead of deforming it like in a press,” Swadling said.
When a fabricator buys one of the AST machines, it gets 41 sets of tooling. (Swadling said AST’s engineers determined that a fab shop could create a “billion” different permutations of helical flight forms with the machine tool’s control software and tooling combinations.) With that set of tooling and a midsized machine, a shop could form helix shapes out of mild steel (up to 1 in.); stainless steel (up to ¾ in.); and hardened metals, such as Hardox (up to 5/8 in.). Swadling said the tooling should accommodate the vast majority of flight form sizes made in shops, typically between 5 in. and 48 in. OD.
For manufacturers needing small helical flight forms, AST has developed a set of tooling that it calls its Micropack. It retrofits into the many midsized machines in the market currently and can tackle those projects that range between 2 in. and 5 in. OD.
Swadling said that one of the main benefits of the AST technology is that fabricators specializing in helical flight forming now don’t have to keep a large inventory of pitch-dependent dies. Keep in mind that this type of inventory normally includes numerous sets of right- and left-hand tools. The TruHelix flight forming system eliminates the need for the two types of tooling. Swadling called the tooling “ambidextrous,” as it can handle the creation of right- and left-hand forms. If a fabricator wants the opposite form of the one he just created, he just flips the placement of the tooling, and he proceeds with the job as he did before.
The time to create a helical flight form on the machine is from five to eight minutes. Swadling said that after a week of training, someone that had never made a helical segment can make one on their machine in a few minutes.
AST has more than 70 machines in shops around the world, with about 20 in North America. After participating in its first FABTECH in Chicago last year, Swadling said that number should expand.
“When you look at construction, agriculture, food preparation, environmental wastewater, chemicals, mining, plastics, pulp and paper, and other industries, a lot of people are using these forms,” Swadling said. “It’s quite amazing when you sit back and think about it.”

One of the more common applications for helical shapes is for augers.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





