















A quiz on bending sheet metal and plate
Answer these seven questions to test your press brake operating knowledge
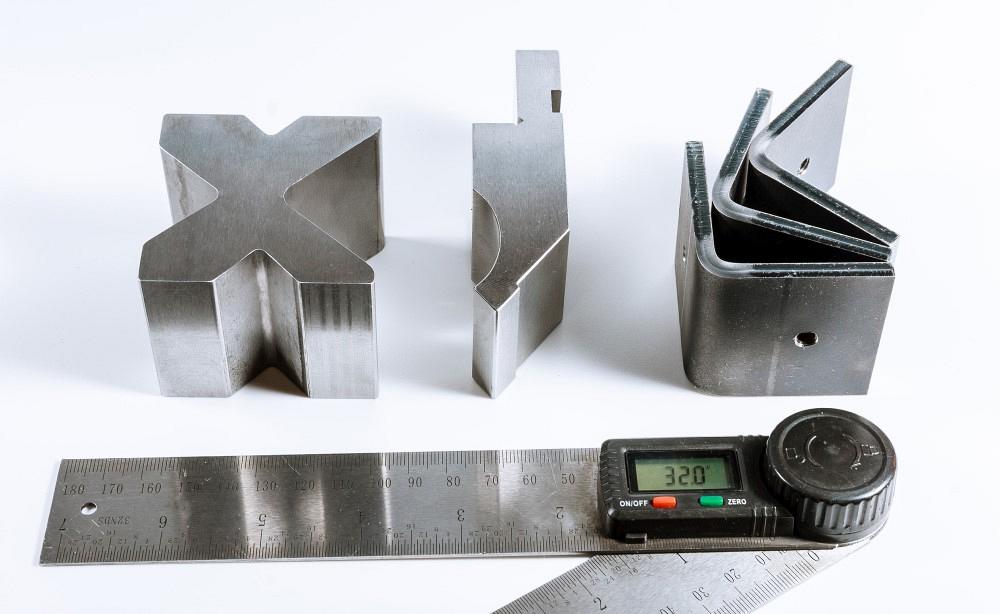
Press brake guru Steve Benson gives readers a quick seven-question quiz on bending sheet metal and plate, covering everything from k-factors to springback. How do you think you will do? Getty Images
I get many questions every month that are quite similar. With that in mind, I thought that I would put these recurring questions into a quiz format. This quiz will give those readers the answers to their questions while allowing the rest of you to test your knowledge.
Some are multiple choice and some are true or false, but all will be challenging. If you have followed my column for any length of time, you will realize that I have given you the answers at some point in time. The answers and explanations follow the quiz.
The Questions
Question 1: Defining the k-factor. When a bend is made the metal elongates. This elongation is why the flat blank is smaller than the sum total of the formed part’s outside dimensions. The k-factor plays an essential role in that elongation:
- A) as a multiplier to predict the location of the neutral axis within the material.
- B) as it represents the total amount of material that needs to be removed from each bend before forming.
- C) as the measured length around the radius of the bend at the neutral axis.
- D) as it represents the tangent of half the bend angle, which in turn is used to calculate the bend deduction.
Question 2: Using the k-factor. Whether you are using bend deductions or bend allowances to develop your flat pattern, where is the k-factor applied in the formulas shown below?
Bend allowance = [(0.017453 × Inside bend radius) + (0.0078 × Material thickness)] × Degrees of bend angle on the outside of the bend
Outside setback = (Tangent of half the bend angle) × (Inside bend radius + Material thickness)
Bend deduction = (2 × Outside setback) - Bend allowance
- A) The k-factor is not applied here.
- B) In the 0.017453 value.
- C) The k-factor is the bend deduction.
- D) In the 0.0078 value.
Question 3: More on the k-factor. Mathematically, you can calculate a k-factor value and subsequent neutral axis location greater than 50% of the material thickness. When this occurs, you must bring the k-factor value back to 0.50 before making any further calculations.
- A) True
- B) False
Question 4: Defining the minimum bend radius. Your customer’s print calls for a “minimum” bend radius, which means you use the smallest punch nose radius you have available to work with.
- A) True
- B) False
Question 5: About air bending. When air forming sheet metal, you use the punch nose radius to calculate the bend allowance, outside setback, and the bend deduction.
- A) True
- B) False
Question 6: Types of radii. Of the five orders of inside bend radii, which one will suffer large amounts of springback without separating from the punch radius?
- A) Sharp
- B) Minimum
- C) Perfect
- D) Surface, or radius, bend
- E) Profound
Question 7: About springback. The springback factor:
- A) helps predict springback.
- B) tells you how far past 90 degrees you need to bend to compensate for springback.
- C) allows you to determine the actual inside radius of a bend.
- D) takes springback into account when determining the k-factor.
The Answers
Question 1. The answer is A. When a bend is made in sheet metal, the material expands on the outside and compresses on the inside. In between the expansion and compression is a theoretical area known as the neutral axis. This neutral axis goes through no physical change, no compression or expansion.
During bending, the neutral axis moves inward toward the center of the bend radius. This movement elongates the material. The k-factor is then used to calculate the neutral axis relocation by multiplying it by the material thickness. Note that there are different k-factors based on the forming method and type of materials being formed.
Question 2. The answer is D: 0.0078 = π /180 × k-factor, assuming that the k-factor is 0.4468: π /180 × 0.4468 = 0.0078. If you want to use a k-factor other than the standard 0.4468, you can simply swap the 0.4468 with the new k-factor value.
Question 3. The answer is A, true. The reason is simple: Compression on the inside of the bend cannot be greater than the expansion on the outside of the bend, meaning the largest k-factor possible is 0.5.
Question 4. The answer is B, false. A minimum bend radius is the smallest radius you can put into a piece of material and still avoid cracking or separating the grains on the outside of the bend. While this minimum inside bend radius can be calculated, it is commonly referred to in terms of multiples of the material thickness—1x, 2x, etc. Those values are based on the different types of material and their temper. The mill usually can provide this information.
Question 5. The answer is B, false. In air forming, the radius is developed as a percentage of the die width (also called the die opening). If you calculate the bend functions—bend allowance, outside setback, and bend deduction—based on the punch nose radius, chances are your numbers will be wrong.
I say “chances are” because you may be getting it partially right. For the best results, it is best to pick a punch nose radius that is as close as possible to the naturally formed (or floated) inside bend radius.
The floated bend radius can be calculated using the 20% rule, a name based on the percentage used for certain stainless steels. The baseline material is 60-KSI carbon steel, which forms at about 16% of the die width. Note that this is only an estimate, and the percentage changes with the material type and tensile strength. For instance, 120-KSI stainless steel would have a floated radius that’s about 32% of the die opening:
(120/60) × 0.16 = 0.32.
If your punch nose radius exceeds the naturally floated inside bend radius, the bend will take on the punch’s larger radius.
On the other end of the scale, if the bend turns sharp, the punch nose begins to penetrate the material. At that point the inside radius becomes a parabolic shape as the punch passes through the inside of the bend.
Except when the punch nose is larger than the inside bend radius, if you calculate the bend functions based on the nose radius rather than the floated inside radius, the bend functions will be off.
Question 6. The answer is D, the surface bend. This radius type begins at 125% of the material thickness up to 10 to 12 times the material thickness, depending on the material type. When the radius is greater than 10 to 12 times the material thickness, by the time you have penetrated so far into the die space to compensate for all the springback, the material separates from the nose of the punch. The part’s radius gets smaller in relation to the punch radius the farther past 90 degrees you go. This phenomenon is known as multibreakage.
Question 7. The answer is C. The springback factor allows you to determine the bend’s actual inside radius. As you release a piece of sheet metal from the forming load, elastic memory within the metal causes the bend angle to open up. That’s springback, but that’s not the only thing happening. Not only does the bend angle open, but the inside radius of the bend also opens slightly. If the radius changes, so do the bend deduction, outside setback, and bend allowance. You fundamentally change the part.
The effects of the relaxing bend radius should be taken into account. Take the bend angle before being released from forming pressure (the bent-to or bent angle), then the angle measurement after the release (the bend angle). Say a 92-degree bent-to angle measures 90 degrees after it’s released from forming pressure. Divide the bent angle from the bend angle, 92/90 = 1.0222. This is your springback factor.
To apply it to the real world, you multiply the expected inside bend radius by the springback factor, and you have a much more accurate radius value to work with when calculating the bend functions. If the inside radius was expected to air-bend to a 0.062-in. inside bend radius, and you multiply that by the 1.0222, you get 0.0633 in., your new inside bend radius. This means that you should use 0.063 rather than 0.062 in the calculations. Sure, it’s a minimal radius change and perhaps adds only 0.003 in. to the bend deduction; it just comes down to how precise you want your parts to be.
How’d You Do?
If you want to know more about any of these topics, check out “Predicting the inside bend radius when bending with the press brake” from August 2015; “A grand unified theory of bending on a press brake,” a series that ran from September through December 2015; “How to predict an air formed radius with precision” from November 2018; and “The basics of applying bend functions” from November 2012. You can find them all by typing the article title in the search box.
I hope that you did well, or at least learned a few things that will make your products just a little bit quicker to produce with fewer errors. The more you know, the better your parts will be.
About the Author

About the Publication
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...




