















Area Sales Manager

A head is completed after a flanging operation.
There are hundreds of manufacturers of tanks, silos, pressure vessels, truck tanks, and metal rolls components all over the world. Most of these companies need to produce or source dished ends of various types, sizes, and specifications to complete their products.
However, there are only a few dished end manufacturers that can supply this kind of product, a significant reason dished end production has become a very profitable business and a craft that companies are carrying on and conserving generation after generation.
Many types and sizes of dished ends are used in the industry today. These dished ends are produced in different ways, and every method has its pros and cons. These methods include hot and cold forming, deep drawing, spinning, as well as the forming of heads in crown and petal segments.
Another common method is called dishing and flanging, a technique that provides manufacturers with the flexibility, high productivity, and quality of the end product required in today’s competitive market. A dishing and flanging line can form heads of any shape, be it flat, conical, standard, torispherical, semielliptical, or ellipsoidal. Material thicknesses range from 5 to 60 mm in the cold condition and up to 80 mm in the hot condition; diameters range from less than 1 meter up to more than 8 m. This shows how versatile the production with a dishing and flanging line can be.
The dishing and flanging occurs in two sequential operations that each require specific machinery: the dishing of the blank and the forming of the plate edge.
Once the plate has been cut to size in a circular shape (using a circular shear, laser, plasma, or other method), the resulting dish is formed under a press that, with multiple hits distributed over the entire surface, will crown the plate.
To make different types of dished ends and different diameters, a dishing press must be equipped with a set of dies shaped with different radii. The dishing process is rather slow. It generally requires several hours depending on the plate dimensions and the material. This procedure can be automated with the use of a numerically controlled manipulator. It is possible to find presses with CNCs that can handle more than 10 axes and run automatically for hours.
Besides the automation, another important factor in the dishing process is speed. A double-speed press can greatly increase the production output.
A dishing press makes continual hits to the workpiece. This means that the structure of a dishing press is subject to material fatigue; therefore, a cost-saving designed press may have a short life, showing the first cracks in the structure in a short time. Presses with an “HPT design” can resist fatigue better. The design comprises a structure made by four main parts: top beam, bottom beam, and two uprights. The two beams are connected to the uprights with the use of hydraulic pretension tie rods. These tie rods better resist the continuous stress, in comparison to seam welding or bolts, by giving more elasticity to the structure.
A particular kind of dished end is widely used by the manufacturers of truck tanks: the polycentric dished end. These dished ends, often made of aluminum or stainless steel, are normally made with thin plates up to a maximum of 6 mm. This thickness allows the forming of polycentric dished ends using a technique called hydroforming.

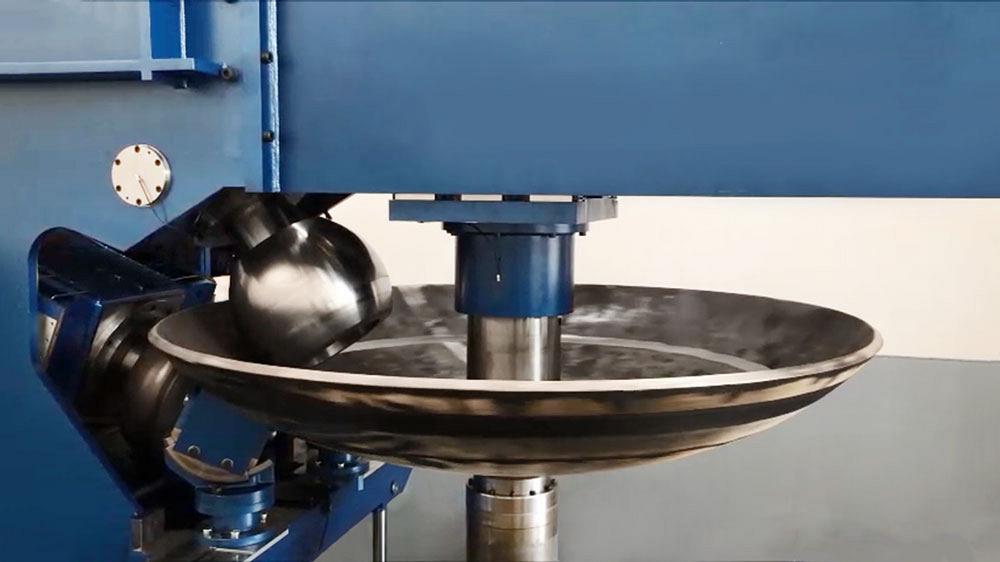
This dishing press has a numerically controlled manipulator that lifts, rotates, and maneuvers the workpiece under a die, which forms the dish with multiple hits. The die (hidden by the lifted workpiece in this image) descends from the center of the machine frame.
A hydroforming press uses high-pressure water against the sheet to form the dished end, which will take the shape of the holding die. Hydroforming has several advantages:
A hydroforming press, together with a precise CNC measuring laser for dished-end depth control and an efficient plate handling system, is the most productive technique for manufacturing oval and polycentric dished ends for truck tanks.
The operation that follows dishing is the forming of the edge, which will allow the dished end to be welded to the tank body to support the pressure inside. During the flanging operation, the plate edge is formed with a flanging roll moving against and with the radius of the shaping roll. The two rolls turn and bend the material at the desired radius. This operation may cause lamination of the plate. The best-quality machines should be powerful enough to do the flanging in a minimum number of passes, causing a minimum thinning of the dished end.
The minimization of thinning is one of the biggest challenges for flanging operators, because there are very strict tolerances with respect to the dished end, especially when the tanks have high pressures inside. Less thinning of the plate means a more profitable production for producers, because they do not need to use thicker plates to guarantee the minimum thicknesses.
To reduce the lamination, it is important to have a machine with the correct geometry, enough power in the rotation, and good control of the movements of the flanging roll. Modern machines should be equipped with a pressure control that helps the operator by preventing the squeezing of the plate. With an efficient gap control CNC, such machines allow even inexperienced operators to execute the flanging with the minimum number of passes.
A good flanging machine also should feature controls that always allow for the best contact of the rolls with the plate. This includes the ability to tilt the flanging and shaping rolls. The electric and hydraulic units make the difference between a good-quality and a low-quality flanging machine. The hydraulic unit must allow the movements to be proportional and simultaneous; it is of major importance, for example, to have simultaneous, fast movement of the carriage that holds the dished end to the rest of the axis.
Dished ends can be flanged with or without a center hole. Depending on this, the flanging machine can have a different configuration: with or without a closed structure. A flanging machine for dished ends without a center hole has a closed structure that permits the blocking of the disc with two clamping cylinders. For these flanging machines to have a smooth movement of the carriage, no matter how high the clamping force is, they must be equipped with the latest generation of friction-free technology that consists of ball rails for the carriage movement and ball screws for the precise positioning.
sOnce the dished end is formed, manufacturers must match tolerances for circumference and depth. Flanging machines can be equipped with machining arms to chamfer the edge of the plate and adjust the dished end height. The most advanced machines have a sophisticated system for measuring the dished end circumference to make it easier for the operator to deliver a perfect product.
Dishing and flanging machines are machines with many important technical aspects that should be properly evaluated. Selecting the right machine can make the difference between a successful and unsuccessful business.
Andrea Comparin is area sales manager of Faccin S.p.A., Visano, Brescia, Italy.
During the flanging operation, the plate edge is formed with a flanging roll moving against and with the radius of the shaping roll.
Photos courtesy of Faccin S.p.A., www.faccin.com.
Faccin USA Inc., 155 Office Plaza Drive, Suite A, Tallahassee, FL 32301, 813-664-8884

A dished end emerges from a hydroforming press.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





