
















President

A small two-roll system rolls a cylinder. Instead of having a urethane bottom roll, this machine uses a bending wedge to form workpieces to specific diameters.
The plate rolling arena often places the spotlight on three- and four-roll machines. Double-pinch varieties allow operators to avoid having to remove the plate for the second prebend. Three-roll, variable-geometry machines roll thick plate to tight diameters. Four-roll machines open doors for complex forming geometries, high-production, and automation.
But what about the humble two-roll machine? For the right application, particularly those involving thin sheets, such machines can form workpiece after workpiece in quick succession. Rolling cylinders complete in a single pass, they operate in cycle times measured in seconds, not minutes.
In a conventional two-roll setup, the sheet feeds between a steel upper roll and a much larger urethane bottom roll. The urethane allows the sheet to conform around the upper tool. The diameter of the top roll dictates the cylinder radius that can be achieved, and to form a different diameter requires a different mandrel—a tube that slips over the top roll. The urethane roll’s strength limits the machine’s thickness capability. When material reaches a certain thickness, the urethane roll simply isn’t strong enough to support the material and bend it against the upper roll to a tight diameter.
All this makes the two-roll setup especially suitable for high-volume applications involving thin sheet metal. The operator needn’t perform prebending or spend time repositioning the rolls. It’s not unusual to see such systems integrated with conveyors and robotics, feeding sheet and removing rolled cylinders off the top roll.
The two-roll’s main drawback is its tooling. If operators must form another diameter, they need to use a different mandrel on the upper roll. And if another roll or mandrel isn’t available, some tooling development might be required. Say you have a 4-in. top roll but want to roll a 12-in.-dia. cylinder. The shop develops a tube mandrel with an OD that, based on testing, will allow the operator to roll that 12 in. dia. on the two-roll machine. And it’s not always a straightforward process. The OD of the mandrel must be tailored for a specific material thickness and yield strength, pinching the material against the urethane in just the right way to produce the correct diameter.
Hence, that tube mandrel needs to be machined to a specific diameter to accommodate the application. Yield strength enters the equation too. A setup might have one tube mandrel for 14-ga. mild steel and a different tube mandrel for 14-ga. stainless, even if both materials are being rolled to the same diameter. All this said, such tooling development can be well worth it, especially for high-volume applications. With the right tools, a two-roll system can be the fastest way to roll high volumes of thin sheet metal.
One recent technology advancement takes a different approach to the humble two-roll. Instead of relying on the upper roll (or the mandrel surrounding the upper roll) to form a specific diameter, the position of a bending wedge dictates the radius in the workpiece. The wedge sits adjacent to the bottom roll, on the opposite side from where the sheet is fed. There’s no urethane roll, either. Both the upper and lower rolls are steel, and the operator sets the gap between them to accommodate the material thickness.
If a new job requires another radius, the operator doesn’t need another top roll or mandrel; he can just change the wedge’s angle to produce it. Changing the wedge angle alters the angle in which the material contacts it during the rolling cycle, which in turn drives the material to roll to a different diameter.
Adding the wedge brings the two-roll system a little closer to the flexibility offered by three- and four-roll systems. It’s still mainly a sheet rolling system, not a plate rolling machine. But because the wedge system uses a steel bottom roll, the machine can roll thicker and higher-tensile-strength material, in some cases up to 3/16-in.-thick mild steel.
And it can be fine-tuned. For instance, say an operation receives a new batch of material from a different supplier. The thickness and yield are within spec, but the slight change from the previous batch alters the forming characteristics. In this case, the operator can change the wedge angle ever so slightly to accommodate.
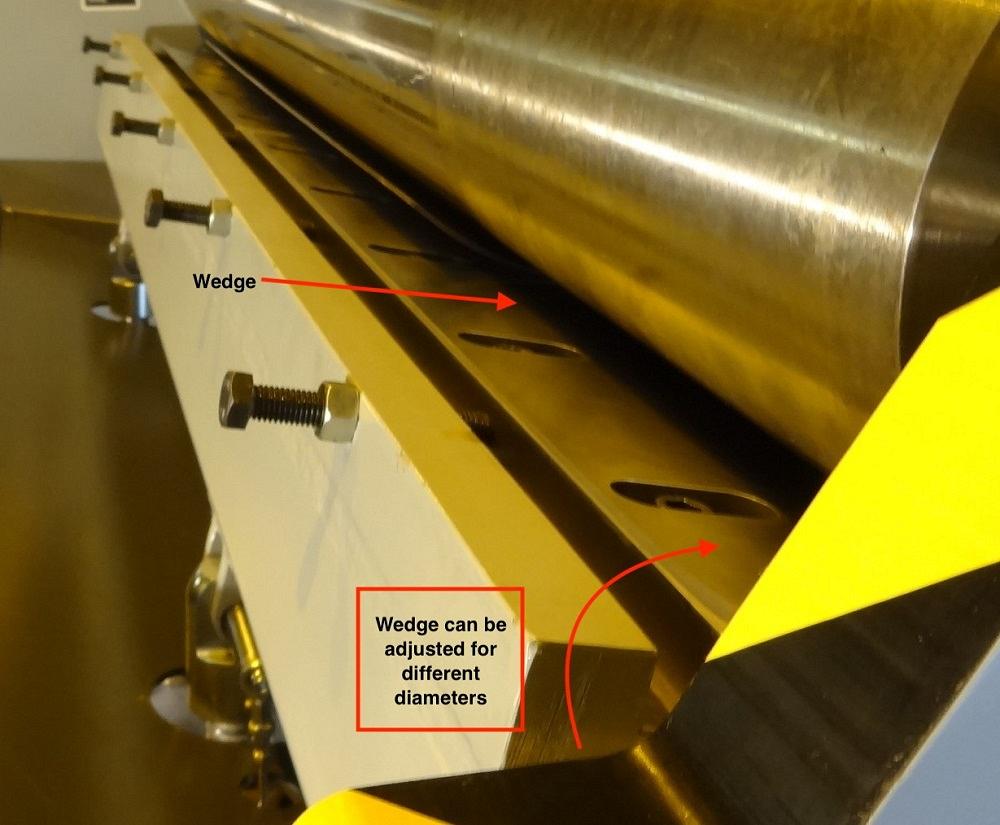
The angle of a bending wedge adjacent to the bottom roll can be adjusted to form different cylinder diameters.
The physics behind rolling doesn’t change in any two-roll system, whether it’s a traditional urethane setup or one utilizing a bending wedge. Like their three- and four-roll cousins, two-roll systems use crowned rolls—each designed for specific thickness ranges and materials—to mitigate the effects of deflection. Though two-roll bending doesn’t involve a prebending step, it still leaves a narrow flat section at the edge.
Gravity’s effects don’t go away either. If a two-roll system forms an especially thin sheet, it will sag under its own weight without an overhead support, even at smaller diameters. (Note: Typical two-roll machines don’t roll thin cylinders to very large diameters, just because such workpieces lack structural integrity. In typical setups, thin-gauge rolled cylinders from a two-roll system are small enough to be removed by hand.)
Two-roll machines also don’t give operators the luxury of tilting the rolls to create cones or other multiradius bends. It’s rare to see a two-roll machine roll a cone; if it does, it’s using a tapered upper roll to accomplish the feat. The tapered upper roll acts as a dedicated tool designed to produce specific cones.
Two-roll systems rely on a PLC that controls the timing of the rolling cycle to form different cylinder diameters as well as the opening of the drop end to remove the rolled piece. Fully featured CNCs aren’t common on two-roll systems with manual material handling. They can be added, of course, but for the most part, adding a CNC makes more business sense on systems dedicated to rolling a high variety of complex shapes. (Of course, two-rolls integrated with robotics and mechanization can have a CNC that communicates with the material handling automation.)
The three- and four-roll machines’ strength is their flexibility: that is, the ability to manipulate the roll position for each application. Some do offer quick setup and production capabilities—like four-roll systems with a CNC—but their ability to move rolls into position for each application opens the door to a wide range of capabilities.
A two-roll machine’s strength lies in its quick cycle time, especially once it’s tooled up to run a specific piece. Its simplicity makes it ripe for automation too. A sheet feeds in, the two-roll machine produces a cylinder, the drop end descends, and a manipulator ejects the piece.
In the past, dedicated tools—such as mandrels dedicated to specific cylinder diameters—made two-roll systems too inflexible for certain applications. The bending wedge, however, changes the story. Wedge positions still need to be established for each cylinder diameter, but once they are, operators can change from one diameter to another without a tool change.
The bending wedge approach introduces a host of technical possibilities—but whether the possibility makes economic sense depends on the situation. For instance, a servo- or hydraulically driven wedge theoretically could be programmed to produce a cylinder (though still not a cone) with varying radii throughout the profile. This might work in certain circumstances, but for many applications it would probably make more sense to invest in a three- or four-roll system, both of which can bend thicker material to various radii—and even cones.
The technology behind the bending wedge on a two-roll system could make it practical for a fabricator to run a high variety of short runs—five of one diameter, six of another diameter, and so on. Still, such high-mix production might not take advantage of the two-roll’s principal strength: its speed. A shop rolling a high variety of short runs might be better off investing in another kind of roll, like a four-roll machine with a CNC. The final decision always hinges on the application requirements, of course, but in general, the sweet spot for two-roll systems remains in operations that roll a limited number of high-volume parts.
Like any technology, two-roll systems with bending wedges aren’t a panacea. They don’t solve every problem a rolling operation might face. But they do add a level of flexibility that could allow more operations to benefit from the speed and simplicity of two-roll bending.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}