















Grain size, Part I: Material grain size matters in sheet metal bending
8 factors behind why material grain size affects how metal parts form

Sheet metal and plate can be exceptionally unpredictable, especially when formed on a press brake. Getty Images
Question: Thanks for all the great information you share each month, including your textbooks and your column. I never thought I would venture so far out in the weeds and actually apply such detailed knowledge of sheet metal forming. Keep up the great work.
I know that you have written many times about grain direction and the effect it has on forming on the press brake. Why is the grain direction easy to spot on some sheets while on others the grain direction can be difficult to see?
Also, what is the difference between a crystal and a grain? How does grain size affect formability? And how do I counter the variations caused when running production parts with these changing traits?
Answer: You may have thought that you’ve been out in the weeds before, but turn around and look out the window. See those fields of weeds stretching to the horizon? Well, that’s where we’re going, way out there in the weeds. So, get your boots on. This should make for an interesting journey!
Sheet metal and plate can be exceptionally unpredictable, especially when formed on a press brake. An air-formed part sometimes can distort in all kinds of unforeseen directions, and for no discernible reason. After years of experience, good press brake technicians, knowing the nuances of the material and their machine, can limit this distortion.
To achieve the best results for a project, highly skilled woodworkers study the lay of the grain and the texture of the wood before beginning their work. Highly skilled brake operators do the same with sheet metal. They adapt the program and machine by knowing how the grain direction and other material properties affect the bend angle, bend radius, bend allowance, and bend deduction.
As you will soon learn, crystal size is in large part a function of the metal’s manufacturing process, which by extension varies the grain size and so can affect the consistency of the bends over time. For example, if the bend is cracking on the outside of the radius, it becomes weaker, requires less pressure to form, and causes the flange to overbend.
Like the grain in wood, a metal’s grain affects how the piece behaves. Varying from sheet to sheet and batch to batch, changing grain properties create many unforeseen challenges. If the metal has been cold-rolled or -worked, the crystals elongate in the direction of rolling (see Figure 1). This deformation causes the crystals to thin and creates the grains we see. Those newly formed grains take on a directional preference.
Bending with (longitudinal to) the grain in some materials increases the likelihood of cracking, lowers the required tonnage, changes the springback, and in some instances leads to tearing. Depending on the application, bending with the grain also can cause orange-peeling on the outside of the bend, especially when trying to form an inside bend radius less than the minimum radius for a given type of material. It is best practice to keep your inside bend radius at or above the bend minimum, especially if the bend is longitudinal (with) the grain direction. With the bend line across (perpendicular) or diagonal to the grain, the inside bend radius can be slightly smaller if necessary.
These and other variables can change the part’s formed dimension, which creates problems downstream. Welders and assemblers take longer, sometimes tweaking the piece by hand just to get the part to go together. Quality of the final assembly goes down and costs go up.
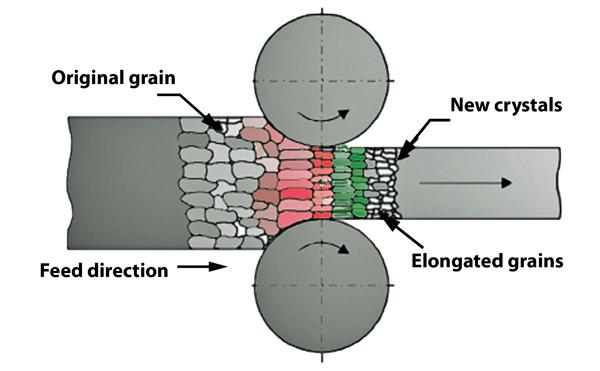
Figure 1
As metal is cold-rolled or -worked, the crystals elongate in the direction of rolling.
To minimize the problems, press brake operators must spot material differences and learn how to work with the variations instead of against them. In doing so, they’ll replace headaches with quality parts. So for the next few columns we’ll be looking at grain in metal, what it is, and where it comes from.
Eight Factors
During forming, sheet metal expands on the outside of the bend and compresses on the inside of the bend. How well the metal deals with the expansion and compression (among other factors) determines the amount of unexpected deformation (see Figure 2).
Eight main factors affect deformation during sheet metal forming, and many relate to material grain. Each is influenced by how the metal deforms, which in turn depends on the metal’s characteristics and how they respond to forming forces. Studying, understanding, and watching for these factors allows for corrective action that will reduce variations from part to part. Of course, even the best operators will still experience errors. But by paying attention to these eight factors, operators should see errors diminish and product quality improve.
1. Work Hardening. Plastic deformation causes dislocations within the metal’s structure, which in turn generates additional dislocations. The greater the number of dislocations, the more they interact and become anchored. This anchoring reduces the mobility of the dislocation while strengthening the metal, a process known as cold working. Cold working causes deformation and, when accompanied by work hardening (or strain hardening), increases the metal’s strength. This happens when cold working is the final working step.
You can control work hardening to some extent by changing the rate at which bending occurs. The slower the bending operation is, the greater the amount of work hardening. Inversely, the faster you bend a piece of sheet metal, the less work hardening you will find in the workpiece. Of course, bending previously work-hardened material will require more bending pressure.
To understand these concepts, grab a paper clip. Now unfold it and bend a section of the unfolded wire back and forth a few times in the same place. Notice just how difficult it is to form the metal in the same place more than once. It becomes harder to do each time.
Bending the wire back and forth will create a strain-hardened area with dislocations that have formed and become tangled together, increasing the material’s strength. By increasing a material’s strength through cold working, you’ll cause a corresponding loss of ductility. If you continue bending the wire back and forth, bands of dislocations will pile up, and you’ll eventually crack and break the wire.
2. Hardness Variation. Steelmakers make sheet metal within a tolerance zone for hardness. This means that two seemingly identical sheets might have completely different springback characteristics—and press brake operators need to be aware of this.
3. Thickness Variation. The same thing goes for material thickness, specified within a tolerance zone that corresponds to a given material gauge. So again, if a bending application doesn’t account for this, two seemingly identical sheets can produce completely different parts. Widely varying results are particularly common when dimensions are taken over multiple bends. Thickness variation also leads to changes in springback.
4. Bend Line Location. A feature near a bend changes the way that the metal expands, compresses, and deforms. To avoid the pulling and distortion of features and holes, the centerline of the bend should be at least two and a half to three times the material thickness away from the edge of a hole or feature.
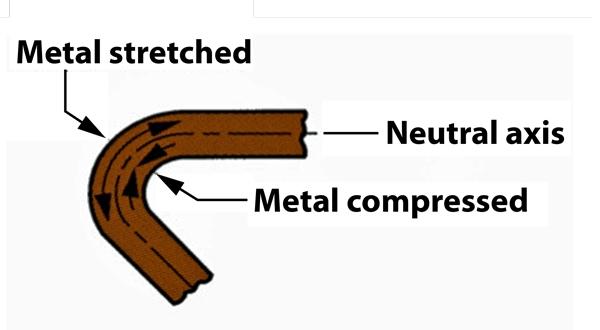
Figure 2
Compression and expansion (stretching) during bending cause both tensile and compressive stress and strain.
5. Forming Method. The common bending methods on the press brake are air forming (or air bending), bottoming (or bottom bending), and coining. Note that bottoming is not the same as coining. For more on this, you can refer to the Bending Basics archives on thefabricator.com, including the Grand Unifying Theory of Press Brake Bending, a series from September through December 2015. Regardless, if you’re working with a modern press brake and tooling in a precision sheet metal shop, chances are you’re probably air bending.
6. Bend Length. The length of the bend is proportional to the tonnage required to make the bend. A bend that applies too much tonnage per square inch can deflect the press brake ram and side frames. If you deflect the ram to a point that’s greater than the centerline load limit of the press brake, you can cause permanent damage to the press brake known as ram upset, which will prevent the press from making a straight bend.
7. Grain Direction. During the process of turning ingots of metal into sheet at the mill, the metal is forced between a set of rollers. This process elongates the metal crystals, which gives the metal grains (more on this later). These grains have a directional preference when cold-rolled and are only partially directional in hot-rolled materials.
8. Grain Size. Grain within the material influences its strength. The borders between grains act like a barrier to dislocation movement. The resulting “slippage” is reduced because neighboring grains have different orientations. The smaller the grain, the smaller the distance particles travel along a given slip plane, which is why the smaller grains improve a material’s strength. At the mill, the size and the number of grains that a material has is controlled by the rate of solidification from liquid to solid.
Identifying the Grain
Take a piece of plate or sheet metal, clean it up, look at the surface through a microscope or a high-magnification magnifying glass, and you should see something like the image shown in Figure 3.
You won’t always be able to see the grain direction, but for some sheets you might not need any magnification at all. Nonetheless, grain size is one of the most important factors to consider as it influences everything from a material’s yield strength to the severity of cracking that could occur on the outside surface of a bend.
Steelmaking starts with molten metal that solidifies as the material is cooled. As it cools, recrystallization occurs. What is recrystallization, you ask? At a higher temperature, new strain-free grains nucleate and grow inside the old distorted grains and at the grain boundaries (more on grain boundaries later). The new grains develop and replace the deformed grains that were caused by strain hardening. With recrystallization, the material’s mechanical properties return to their original, weaker state, becoming much more ductile.As recrystallization occurs, groups of various particles coalesce to form crystals that, when rolled cold, create what we define as the grain in the material. During the melt, if many grains form at the same time, the cooled metal will produce a high number of grains. But if fewer crystals are established, they will have more room to grow, creating a larger grain size and a small grain count.
Crystals slide over one another during forming, doing so in areas known as cleavage planes. As the crystals become more tightly locked together, they make the material harder. This increases the tonnage required to form the material on the press brake and makes the metal more susceptible to cracking and orange peeling.
Within certain areas of the crystalline structure there are surplus particles that are not part of any symmetrical crystal formation. These areas are referred to as grain boundaries, are not part of the crystal structure, and have no cleavage planes. This makes these boundaries stronger (see Figure 4).
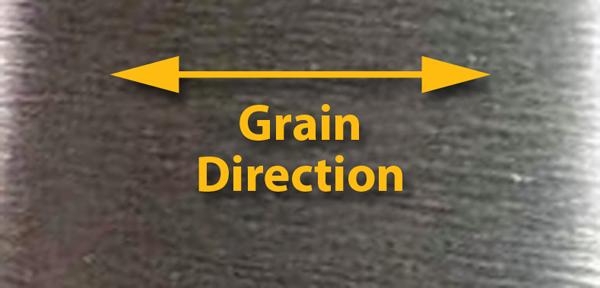
Figure 3
Look at the surface of sheet metal through a microscope or a magnifying glass, and you should see the grain direction.
Movement takes place along the cleavage planes of the crystals and not within the boundary areas between them. As the grain size becomes smaller, the density and number of border areas (grain boundaries) increase. This increases the number of borders that must give way before any movement can occur.
This explains why stronger materials have smaller grains. Material with larger grains will therefore be more ductile, weaker, and can be easy to form. That said, small-grained materials can also be easy to form, depending on the properties of those grains and how they’re arranged. We’ll delve further into this next month.
Only a Beginning
This is all just the tip of the iceberg, of course. But as you can see thus far, when it comes to bending on the press brake, a material’s grain size really matters. And it’s common for a fabricator to manipulate the grain size, too. In fact, every time press brake operators pick up a rosebud torch to heat material before forming, they’re affecting the material grain.
In the second part, we delve into more detail, including how material is annealed and normalized, and applying grain size, stress, and strain information to press brake forming.
Steve Benson is a member and former chair of the Precision Sheet Metal Technology Council of the Fabricators & Manufacturers Association International®. He is the president of ASMA LLC, steve@theartofpressbrake.com. Benson also conducts FMA’s Precision Press Brake Certificate Program, which is held at locations across the country. For more information, visit fmanet.org/training, or call 888-394-4362. The author’s latest book, Bending Basics, is now available at the FMA bookstore, fmanet.org/store.
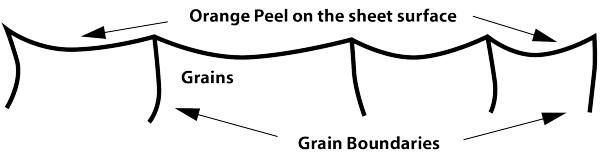
Figure 4
Orange peeling can occur after severe forming, such as bending to a very sharp radius. The grain boundaries remain somewhat ridged.
About the Author

About the Publication

subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Trending Articles
1
AI, machine learning, and the future of metal fabrication

2
Employee ownership: The best way to ensure engagement

3
Dynamic Metal blossoms with each passing year

4
Steel industry reacts to Nucor’s new weekly published HRC price

5
Metal fabrication management: A guide for new supervisors
