















Vice President
Urethane tooling can form cosmetically critical parts and help streamline the bending cycle in various ways.
Bending cosmetically critical parts involves prefinished materials such as prepolished, prepainted, coated, laminated sheet metals, or materials that are softer than the bending tool. Similarly, you can see marring or cosmetic damages on patterned materials like tread plate, texture-finished materials, and soft metals like copper and brass. Such situations can be found in sheet metal parts used in industries like architectural metal, appliance, medical, pharmaceutical, lighting, and ornamental fabrication.
What causes this marring, scratching, and distortion? It has to do with the nature of bending on the press brake. The most common operation on a press brake is a right-angle bend. The sheet metal is drawn into the V-die over the two top shoulders. This is where most of the surface damage occurs (see Figure 1).
If you change the nature of that tool-to-workpiece contact, you can eliminate the problem. Here, polyurethane (or urethane) film and tooling play a crucial role.
Urethane tools come in a variety of types, shapes, and sizes depending on the production quantity and shape complexity of the part being formed. The most common and economical is simply a film. Used for preventing surface marring in V-bends, urethane die film serves as a barrier between the sheet metal and the steel die.
Films come in various widths and 100-ft.-long rolls of 0.015- or 0.030-in.-thick material that can be cut to length. The film is placed on top of the V-die and secured by double-face tape, C-clamps, or magnets. Urethane film tends to wear quickly, so operators need to replace it frequently.
Replacing film is time-consuming, so to combat this, some operations choose high-performance thermoset urethane tape, which can last about three times longer than conventional urethane tape. Along with this, many bending setups use film holders and positioners that can dispense and position the film lengthwise as well as front to back (see Figure 2).
These triangular-shaped inserts are placed into the V-cavity of the steel bottom die, thus avoiding metal-to-metal contact on the outside radius during bending. They’re available as solid pads for sharp V-bends or with a molded hole in the middle to reduce the required forming tonnage (see Figure 3).
V-pads also are used for bending challenging materials such as perforated sheet and tread plate. By providing upward pressure and lifting the part up and around the punch, the pad wraps the sheet metal against the punch and ensures no breaking or distortion at the weak points.
Certain V-pads, available with a molded hole for radius bends so that it takes less tonnage to deflect, can be ideal for bending tread plate. When tread plate is bent in a conventional V-die, the individual treads drag along the die shoulders. This can not only mar the material and damage the diamonds, but also create an unstable bending process that can change depending on where the die shoulders contact the diamond tread.
Develop a setup with a urethane V-pad die and the situation changes. Instead of the tread protrusions dragging against V-die shoulders, they dig into the urethane pad, ultimately creating a consistent, mar-free bending process.
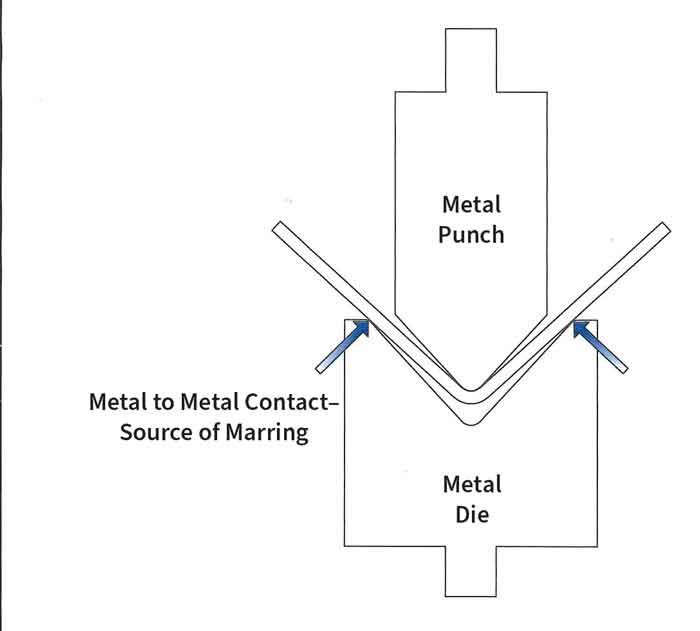
Figure 1
Most marring on the press brake occurs when the metal drags over the die shoulders.
A V-pad filling the cavity of a steel V-die also makes it possible to bend narrow flanges wherein the flange widths are smaller than half the V-opening. This makes flange widths of just two to three times the metal thickness possible. The punch radius and angle will dictate the angle and radius that can be achieved in the workpiece.
Even on older press brakes where the bed may be wavy or not perfectly parallel to the ram, a perfectly straight bend is possible as long as the punch is straight. The flexible V-pads will fill the gap and wrap the sheet metal tightly against the punch.
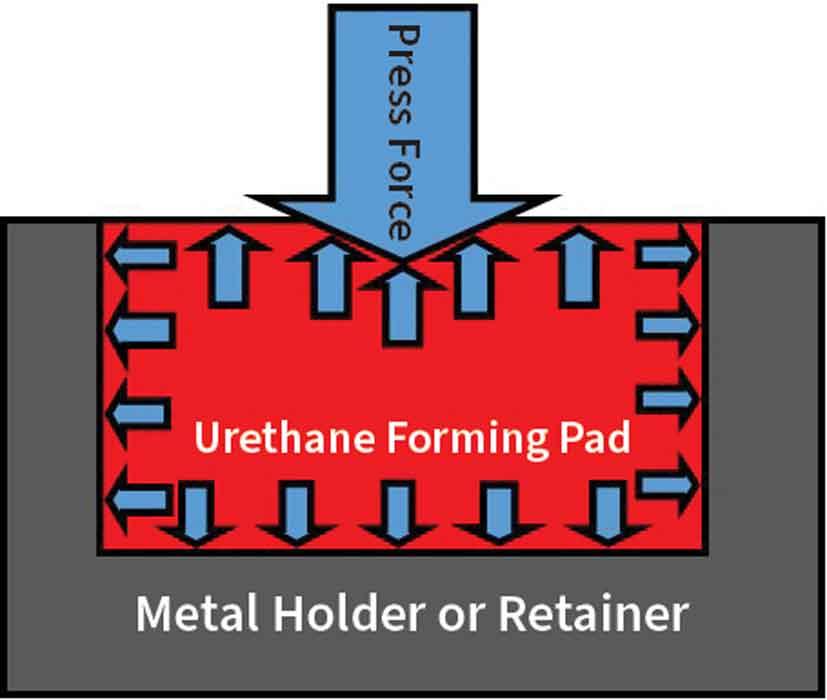
Square or rectangular deflecting-type pads placed in steel holders designed to fit on the press brake bed, urethane forming pads are available in different hardnesses for bending different gauges of sheet metal. With this setup, an operator can bend sharp or radius bends with the same urethane-pad die.
During the bending cycle, these urethane forming pads behave like a bladder of hydraulic fluid, dissipating the press brake’s downward force in all directions (see Figure 4). With the pad placed in a metal holder or retainer (with bolted tangs to fit most common press brakes), most of the applied load is directed upward to wrap the sheet metal tightly against the descending punch. Whatever angle or radius is on the punch is produced on the sheet metal, allowing for springback.
An effective urethane-pad die design should control and direct the forming forces to perform the bending function without overstraining the urethane. Hysterisis, or an internal heat buildup caused by stress, is the most common cause of failure in urethane pads. It takes about three times the tonnage to form with a solid pad as compared to steel V-dies. Pads with molded holes not only help reduce the load required to deflect, but also help in reducing the stress from hysteresis, thus prolonging the pad’s life.
The pads can be used to form 180-degree U-bends. The pad’s molded U-shape, combined with molded holes engineered to a specific size and shape, enables overbending by 15 to 20 degrees to account for springback (see Figure 5).
Beyond U-bends, urethane pads help eliminate surface imperfections when forming large radii into cosmetically critical parts. Column covers in architectural fabrication are prime examples. Usually large in diameter and length, column covers must be formed uniformly and without marring.
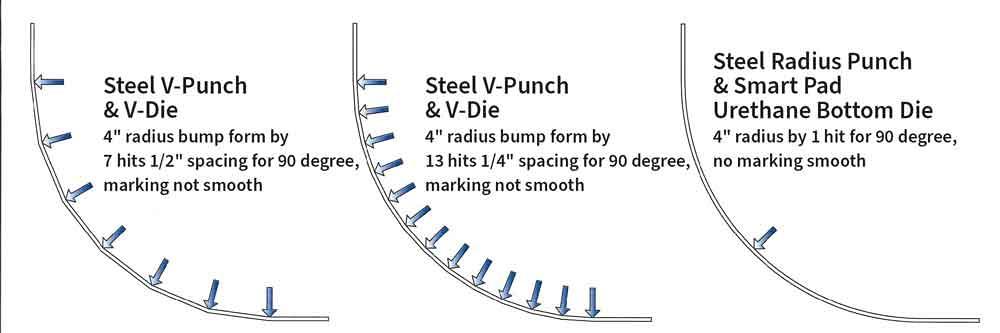
Such radius bending is one of the most challenging and often aggravating applications performed on the press brake, involving a variety of shapes and sizes of bends in different types of metals. Using a conventional steel punch and V-die and an advanced CNC press brake, an operator forms a large radius with sequential bumps ¼ to ½ in. apart—leaving “bump lines” in the material. The operator checks the resulting radius and if it’s different from the intended radius, has to scrap the part and start all over again. If the springback from sheet to sheet is different, the resulting radii will be different as well.
Here again, urethane can help. A metal radius punch machined to a geometry to allow for springback—or even something as economical as heavy-walled steel pipe with a welded tang—can form a large radius into a die with a urethane pad. This eliminates the need for bumping and its inherent challenges, including all those bend-line marks (see Figure 6).
For instance, a 12-in.-wide urethane radius-forming pad can bend an 8-in. arc length to any radius, as long as it’s larger than the punch radius and the setup allows for springback. Any shape that requires more arc length can be bump-formed with about an inch overlap between bends, without any bump lines on the outside. Most common U-bends with a radius up to 24 in. can be done in three to five hits.
Figure 2
A dispenser (left) and a screw-type positioner (right) help operators replace urethane film quickly.
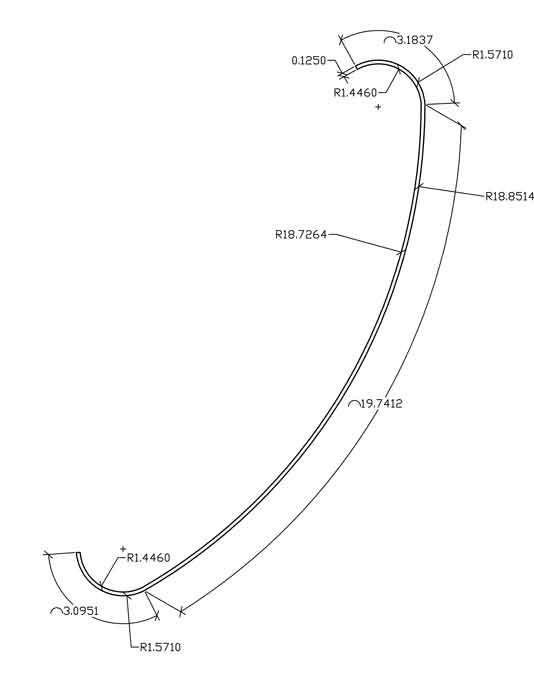
Such radius bends can get quite complex. Consider the drawing of an architectural panel in Figure 7. It’s made of 0.125-in.-thick aluminum from a 26- by 120-in. blank. One steel punch and a proprietary urethane-pad bottom die system was used to bend two 1.446-in.-radius bends. A separate 8-in.-wide punch was developed to bump-form the 18.7264-in. radius (allowing for springback) in just three hits, with the ends of the large radius blending to meet the two 1.446-in. radii on either end (hence the 1.570-in. intermediate radius marked on the drawing). The complete panel was bent in five hits, with no bump lines or surface marks whatsoever.
Figure 8 illustrates another radius-bending example: U-troughs for grain elevators and screw conveyors. Fabricated using a proprietary urethane pad system, the same urethane bottom die can be used for bending any gauge or type of material to any radius equal to or larger than the steel punch radius (allowing for springback). The tools in this application can form a U-shape of any size up to a 24-in. radius. To change over requires only a new steel punch. Bump forming this product took 44 hits spaced ½ in. apart. Using just one urethane-pad die and large round punch, these products now are done in three hits.
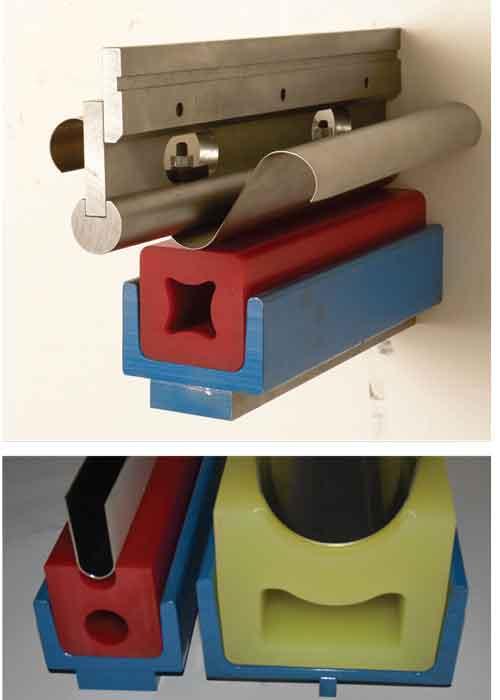
Urethane pads also can help form perforated and other hole-intensive sheets. Consider the perforated stainless steel muffler guards in Figure 9. A green urethane pad is used with an amber wear pad and a step in the steel punch to form the edge hems. The wear pad protects the main forming pad from damage caused by the perforated sheet.
Molded to shape using a hard and durable urethane grade, urethane V-dies are functionally used just like steel V-dies. Lasting up to 50,000 bends, these dies can be ideal for high-volume 90-degree bends. Solid urethane V-dies are used extensively in various sectors, including high-end appliance manufacturing.
These nondeflecting tools are designed strictly for air bending. Similar to the best practices using steel dies, the openings in urethane V-dies should be eight to 10 times the metal thickness depending on whether you are bending mild or stainless steel.
Their light weight also makes for quick tool changes. Some dies come with two V-openings that can be flipped front to back for bending different material thicknesses (see Figure 10).
New designs of composite urethane V-dies—molded with single or multiple V’s across the width of the tool body—sit in machined steel holders that fit various press brake styles. Depending on the application requirements, these tools can bend up to 10-ga. stainless steel (see Figure 11).
Another type of solid urethane die can form hems in thin metals. The tools allow operators to form hems in a single-setup, two-hit hemming and flattening operation.
Urethane dies aren’t limited to air bending over conventional V’s or hemming. Consider the bull-nose bending application in Figure 12. The bull-nose bend geometry helps make radius edges for medical implements, countertops, shelves, tabletops, and other products in the medical, pharmaceutical, and food-service sectors. The 180-degree bend is made in two hits with a hard, nondeflecting urethane die. A stop at the edge of the radius portion of the die allows operators to bend the radius to the very edge of the sheet metal.
All these examples just scratch the surface (metaphorically, not literally) when it comes to the uses of urethane press brake tools. The examples thus far illustrate how they accomplish mar-free bending and increase productivity, especially when it comes to bumping large-radius bends. Performing a few bumps into a urethane pad is a lot faster than bumping dozens of bend lines with a traditional punch and V-die.
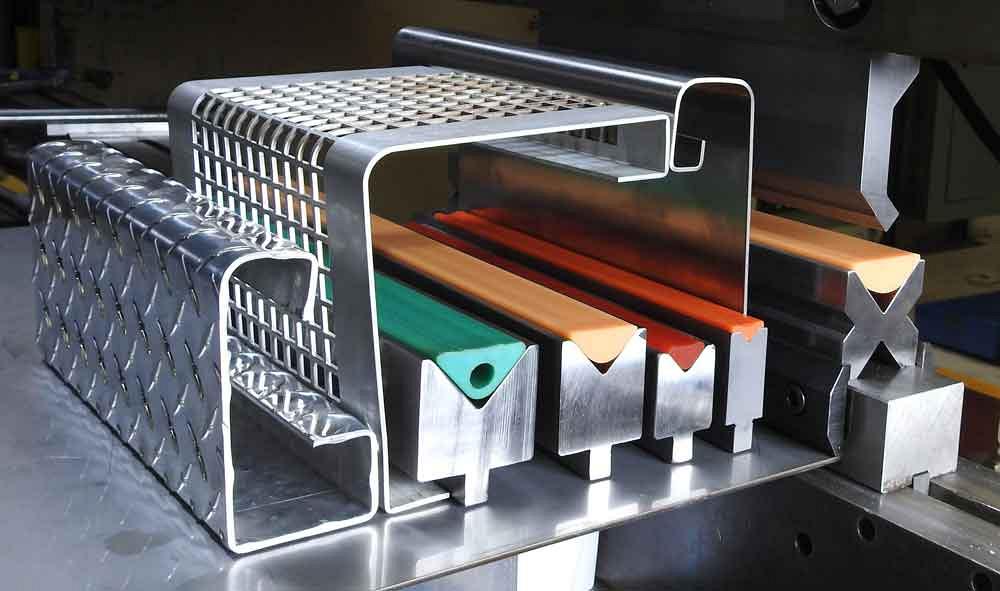
Figure 3
V-pad inserts prevent metal-to-metal contact on the outside radius during bending.
That said, surface imperfections in sheet metal don’t always come from the physical force of bending on a press brake. Sometimes it’s chemical. For instance, bending prepolished stainless steel with conventional steel tooling can contaminate the workpiece, and the bend lines can have ferric particles embedded in the surface. These particles can show up as rust lines after prolonged exposure to moisture—an unacceptable attribute in medical or pharmaceutical applications. These problems can be avoided by using nonferric punches and dies, including urethane tools.
Whether the problem is physical or chemical, it all goes back to the nature of contact between the punch, die, and workpiece. This includes what is contacting the workpiece and how that contact is made through the bending cycle. Control both, and you can control the look of cosmetically critical work.
Govind Lakshman is president and Ajay Lakshman is vice president of Polyurethane Products Corp.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}