















Editor-in-Chief

A long sheet metal part with a hem on one side is removed from the panel bender.
All plans, including strategic ones, are subject to change.
Dalsin Industries, Bloomington, Minn., has been looking to the future as it tries to balance growth opportunities with being responsive to customers’ requests. The company has “outpaced the average growth of the industry,” according to President/CEO Tom Schmeling, but that comes with the pressures of trying to process more metal and produce more parts through the company’s 135,000-sq-ft. facility. (Dalsin Industries sits at No. 31 on The FABRICATOR’s 2022 FAB 40 List with $45 million in reported 2021 revenue.)
Since The FABRICATOR highlighted the company for winning the publication’s 2020 Industry Award, Dalsin Industries has added a powder coating line with eight automatic application guns. The shop floor also has changed to accommodate electromechanical assembly projects for some of its large contract manufacturing customers.
“We just kind of evolve here. We need to evolve to remain competitive and relevant to our customers,” said Bob Borgerding, the company’s vice president, production operations. “This is embedded in our DNA and has helped us grow with new and existing customers for the past 80 years.”
But reality suggested that perhaps additional space was needed. The company employs about 140 workers, and it was looking to add a third shift in mid-October.
“We knew we were reaching the maximum of what we could do here,” Schmeling said.
The strategic plan called for keeping an eye out for future expansion. It didn’t need to be right away, but everyone in the company knew that continued growth would call for more elbow room soon.
A lot of that growth was going to come from what the company considered an area of expertise: large, awkward-to-handle, thin-gauge formed parts. These types of parts typically required two people at a press brake and a lot of time to form them accurately. If ever a part called for automation, it was this type.
Dalsin Industries recognized that, and it’s employed a P4 Salvagniniwww.salvagnini.com panel bender since 1995 to win business with companies in the appliance, elevator, medical, racking systems, renewable energy, and transportation industries. (Dalsin invested in its first panel bending technology in the mid-1990s.) Because the panel bender handles and manipulates the part as the bends are made, one person can typically operate a cell, focusing on keeping jobs flowing into the machine and some parts handling as the formed parts exit the machine tool.
But the company has done much more than just make these parts over the years. It’s been aggressive in offering its design engineering services to customers in hopes of taking parts that might require multiple fabrication steps and transforming them into designs that the panel bender can form automatically with perhaps only a small secondary process to complete the part.

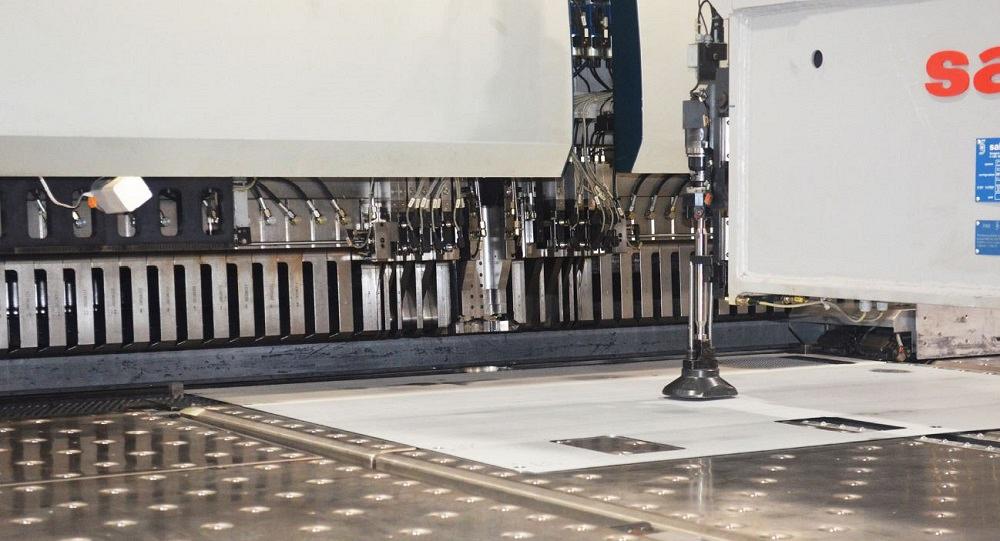
The Salvagnini S4 punching and shearing machine and the P4 panel bending machine are one of two such systems connected to the MV automated material storage and delivery system at Dalsin Industries’ new Lakeville, Minn., facility.
“When you look at automation, you are going to eliminate some labor cost and you get the benefit of repeatability. There’s a lot of reasons to consider automation for those and other reasons,” said Keith Diekmann, Dalsin’s vice president, technical operations. “But when we look at what our customers are doing, we can provide them with our design-for-engineering services and help them build a better mousetrap. We can help them to reduce the overall part cost or even reduce its weight.”
Diekmann offered the example of a door for a municipal bus that was redesigned not only for the panel bender, but also to improve the overall design. The original door was a tube assembly with a sheet metal skin, comprising seven pieces total. It was redesigned to be a three-part aluminum assembly that reduced the part’s weight by 20% and could be attached to the bus without worries because the automation turns out consistent parts that meet the customer’s specifications.
As Dalsin management looked to the future, it knew it needed more manufacturing space and more automation to continue to serve its current customer base and tackle new opportunities in segments that featured similar part profiles. What it didn’t know was that the chance to embark on this new fabricating path would come much sooner than anticipated.
In 2021, Dalsin got word that some advanced fabricating and forming equipment that used to be in a major HVAC manufacturing facility was for sale. The HVAC OEM had consolidated operations at another facility, and an extensive punching, shearing, and panel bending system with automated material storage and handling was not going to make the trip. That equipment needed a new home, and Dalsin wondered if such a purchase fit its strategic objectives.
The need to move was there. The intent to investigate new customers in familiar industries and possibly seek out new manufacturing segments was there, but the plans were not firmly fleshed out. And the opportunity was smack dab in front of their faces.
“We were thinking that this would be us defining what our factory of the future would look like,” Borgerding said.
Dalsin was intrigued enough with the equipment that it committed to the purchase of the fabricating and forming system without yet having a formal place to put the machines and material storage racking system. Borgerding said that as of July 2021, the race was on to find a suitable home for the automated system.
Dalsin management soon realized that it was going to be easier to find 26.5-ft.-high ceilings and 40,000 sq. ft. of wide-open space if it were new construction. Luckily, the Twin Cities area was seeing robust commercial construction in 2021, particularly in buildings that had the space and ceiling height that Dalsin was looking for. (Borgerding called the commercial real estate boom a byproduct of the “just-in-case” manufacturing environment that has emerged over the past couple of years as companies have seen their supply chains implode because they can’t get their imported products delivered in a timely manner from overseas sources.)
Several weeks into the search, the Dalsin team had identified Lakeville, Minn., as the site for this new facility. It was a part of a larger building and campus for manufacturing and distribution businesses. Also, the location, south of Minneapolis and St. Paul, allowed trucks to bypass traffic congestion in most instances when departing the Lakeville building.
From that point on, it was a sprint to get ready. According to Borgerding, the general contractor was doing excavation work for footings and pouring concrete even before the final details of the lease were determined and agreed to. In fact, by late spring, Dalsin had its newly purchased fabricating and forming equipment delivered to the Lakeville site even though the floors weren’t finished. The building owner allowed them to stage 35 truckloads worth of machinery and material storage racking in the building next door until the floors were done.
The P4 panel bending machine handles a workpiece.
“There were a lot of moving parts to this project, but we got it all coordinated to get it done,” Borgerding said. “It’s gone by really fast.”
Now at the end of 2022, the Lakeville factory is functioning as envisioned. The entire facility is run by four employees.
A large Salvagnini MV automated material storage and delivery system with 350 shelves, each capable of holding 6,000 lbs. of 60- by 120-in. material, sits on one end of the facility. To support the weight of a fully loaded storage system, Dalsin needed to pour a 3-ft.-deep concrete foundation. A picker crane inside the shelving system removes trays from the storage racks and delivers them to an active material column that sits on either end of the system. From there, material is fed into one of two lines, both of which include a Salvagnini S4 punching and shearing machine and a P4 panel bending machine. The material being fed into the automated punching and shearing device is determined by the job that is scheduled to be processed.
A scale constantly monitors the weight of trays in the material warehouse, which can be helpful when tracking inventory. Borgerding said that this capability is one of the examples of what a digitally connected shop floor can deliver: tracking and ordering sheet metal as needed but without human intervention.
The active material tower, which itself has 14 shelves, feeds the punching and shearing unit via a conveyor, which rotates the sheet into the correct position. The S4’s punching capability is different from typical turret punching in the sense that the punching head has more than 60 active punches. There’s not one central ram and one active punch, common to other punching machines. Stopping to change punching tooling is rarely needed because the multipress head consists of a die structure that contains various punches.
“It’s a faster way of punching,” said Borgerding, comparing the machine to other punching machine technologies.
The machine’s right-angle shear can cut into the X axis and the Y axis independently. It automatically gaps itself based on the material thickness being run. This not only makes quick work of long, interrupted cuts, where a nibbling tool might be used in another punching machine, it helps to slice material skeletons into more manageable sizes at the end of the job. A material handler doesn’t have to worry about disposing of the skeleton; the scrap is dropped onto a conveyor, which then feeds the material into a bin.
The S4 also has clamping capabilities that eliminate a clamp protection zone normally associated with some punching machines. It has clamps along the rail, as one might expect, but it also has a manipulator that clamps the material, allowing for material rotation and for punching what normally might be off limits because of the other clamps.
Using the same chute that scrap is sent down, the S4 can use the shear to release a part from the skeleton and send it to another conveyor that feeds the part to one of three bins. The control software also can have the part avoid the chute and move it to one of two finished goods tables, where it can be stacked into designated spots or delivered directly to the panel bending machine.
A part/panel flipper is located in between the punching/shearing and the panel bending machines in case the material needs to be presented to the panel bender in a different way.

A sheet metal part with holes is shown.
The P4 operates much like Dalsin’s panel bending machine in the Bloomington facility. As the part enters the work area, a manipulator grabs it and positions it correctly for the next bend. The part remains stationary while the bending tool forms flanges both up and down. The part then is rotated as the machine continues through the bending process for all sides, allowing for a very efficient bending process.
Set up is a not an issue with the panel bending machine because it uses common tooling to process a variety of part geometries and material thicknesses. For the most part, the operator is not required to even slide the clamping tools into new positions because most of the jobs slated for the machine are matched to the tooling setup.
When the last form is made on the P4, the part exits from one of two points. This is the first time a human operator is required to handle the part that first started in the material storage system and made its way through both machines.
Borgerding said that he made multiple visits to the HVAC manufacturer before having the equipment delivered for assembly in Lakeville. With each visit, he got a better idea as to how the system might fit Dalsin’s needs. One of the things that caught his eye was the machine’s ability to produce parts in an order for simple kit assembly. The HVAC manufacturer did that as part of its own manufacturing philosophy, and Dalsin does it as well, just for other customers.
“One thing that we like to do and that we geek out over is having ‘Dalsinized’ equipment,” Borgerding said. “We’ll take a standard piece of equipment, and we push it just to find out exactly what it can do.”
Dalsin has moved most of the work that’s a fit for the new automation to Lakeville—parts in need of both punching and bending—from Bloomington, opening up capacity for more complex work at the company’s original location. That’s provided a firm foundation of activity for the new facility, but Dalsin is looking to add to the workload. A second shift can be added quickly to the Lakeville location if needed.
Borgerding said that Dalsin now will be looking to truly unlock the potential of its factory of the future by connecting Lakeville’s systems to company’s ERP software. Just as the new equipment has helped to streamline part production, Industry 4.0 connectivity can do the same for front-office processes. It’s all part of the plan to be as efficient as possible—from both a time and cost perspective—when dealing with customers.
“The feedback we get from existing customers or new customers that come in and audit us is that they’re surprised at the breadth of capabilities that we have,” Borgerding said. “We want them to know us as being a one-stop shop, having the capabilities and capacities there when they need it.”
That’s a lot more easily done with the automated fabricating and forming setup in Lakeville. The challenge now for Dalsin is getting the message out.

A press brake sits at the end of the automated fabricating and forming system.



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





