















general manager

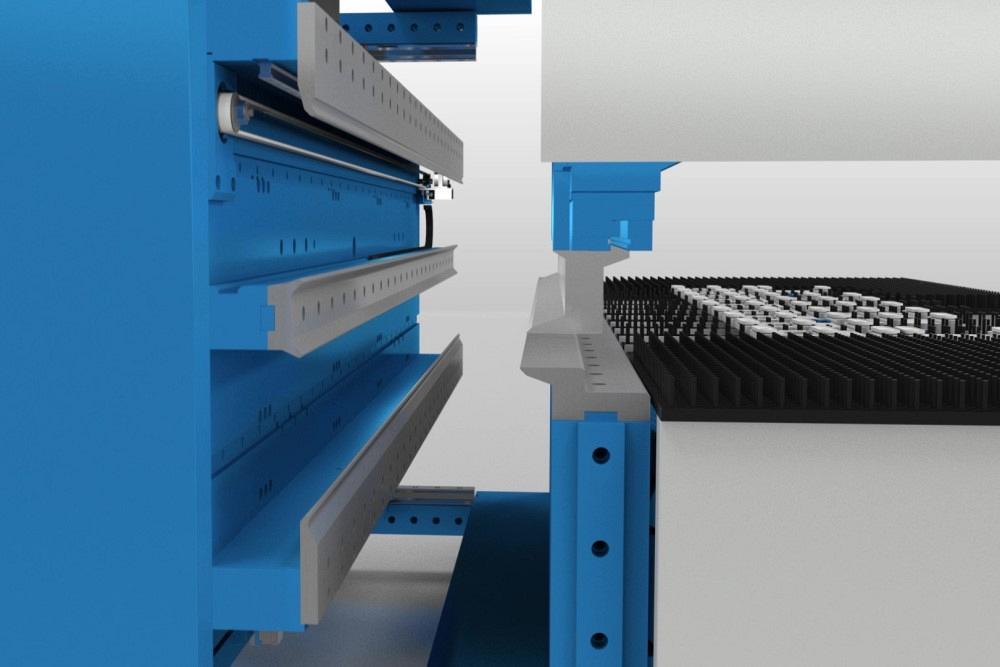
A special manipulator mounted in the back of the panel bending machine can be fitted with either magnets or suction cups to assist the processing of long and narrow channel-type parts.
As is commonly known in the sheet metal fabrication industry, the bending operation typically represents a bottleneck in the production process. Panel bending technology can be useful in helping metal fabricators streamline this process while significantly increasing manufacturing capacity and velocity. The ROI for a panel bender can be quick when the application and annual usage for the part mix are a good match.
To gain a better understanding of the technology, it is important to note that panel benders work on an entirely different principle than press brakes. The speed of a panel bender is based on how the technology works.
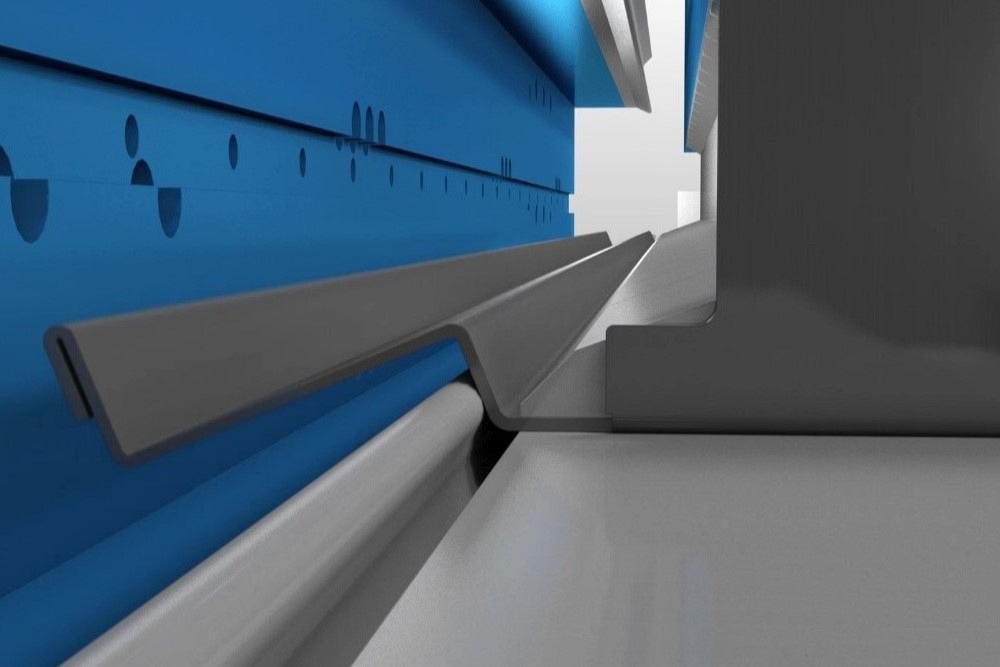
The part remains stationary while the bending tool forms flanges both up and down. The part then is rotated as the machine continues through the bending process for all sides, allowing for a very efficient bending process averaging four to five seconds per bend. Typically enclosure and flat panel parts are an excellent fit for panel benders. Large parts that are difficult to handle on a press brake can be especially good applications as well.
It is generally agreed that the average setup time on a press brake is 15 to 30 minutes, which explains the push for automatic tool changeover systems that many press brake OEMs now offer. In fact, the setup time can be so excessive that fabricators will overproduce just to amortize the setup back into the production run. Unfortunately, the parts that are not needed right away can end up sitting around somewhere as inventory, work-in-process (WIP), or worse yet, get lost or thrown away by mistake.
Setup on a panel bender is much quicker because a panel bender can use common tooling to process a variety of part geometries and material thicknesses. The operator is not required to exchange tooling physically when going from one job to another. Setup for the next job simply involves sliding the clamping tools to the new positions as needed. This can be done manually, which takes about five minutes, or with an automatic tool changer, which further decreases the setup to about 90 seconds.
The reduction in setup time that a panel bender provides is advantageous for fabricators that wish to embrace the principles of lean manufacturing—making only what they need when they need it and reducing WIP.
Panel bending technology works according to the transfer line principle, so that parts are always moving ahead as different stations work simultaneously. By using a modular approach, fabricators can combine multiple bending units to reduce the bending cycle time further.
This method is especially useful for achieving a 1-1 ratio between the blanking and bending operations. Once a balanced ratio is achieved, the blanking and bending processes can be integrated into one complete line without one machine or process waiting on the other. The entire process can be further optimized by feeding the finished parts directly to the assembly area, eliminating additional handling and WIP.
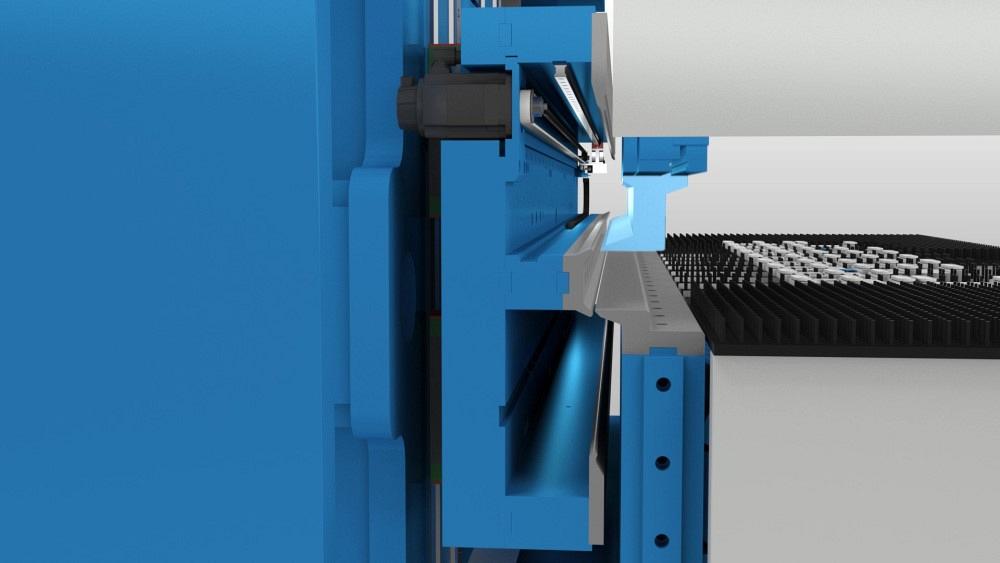
In a panel bender, the part remains stationary while the bending tool forms flanges both up and down. The part then is rotated as the machine continues through the bending process for all sides. Upper and lower segmented clamping tooling is shown.
As with all technologies, panel bending has some caveats to its advantages. Many fabricators get excited about adding this technology to their operation only to find they do not have the right mix of parts to keep such an efficient machine busy. In many cases, complex part geometries or narrow parts can be a misfit for panel bending if the machine cannot process these types of parts with the common tooling and manipulator concept that the machine design is based on.
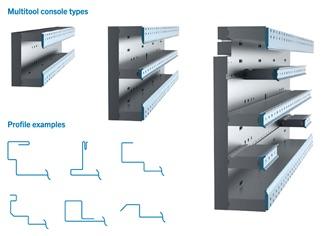
The idea behind the multitool panel bender was inspired by relentless research on how to expand the capability so that more types of part geometries could be processed to completion without additional manual tooling changeover.
A console is incorporated into the multitool panel bender’s design so that it can accommodate multiple bending tools. This enables it to bend intricate part profiles that previously were not good candidates for panel bending. An additional manipulator device on the backside of the multitool panel bender allows fabricators to process narrow channel-type parts that had been considered a challenge for traditional panel bending.
The multitool panel bender works with mild steel sheet thicknesses from 0.020 to 0.118 in. and lengths up to 13 ft. for a single machine and up to 26 ft. with two machines in tandem. Additional features such as moving tools, visual inspection devices, grippers, and custom tools can be incorporated into the final system.
The multitool panel bender is designed to be simple to program, control, and maintain, all while powered using electric drives for low energy consumption.
It is important to note that panel bending addresses not only the bending bottleneck but downstream operations as well. An analysis of the different processes in an average sheet metal fabrication shop shows that welding and assembly are by far the most expensive processes on the shop floor, with one of the main culprits being poor fit-up. How much time does the welding operator have to spend trying to make the part fit in the welding fixture rather than weld? How often does the assembly operator struggle to get the parts to fit together? This happens more often than not.
Panel benders can help streamline these downstream operations by producing parts with high flatness and accuracy. Superior flatness is achieved because unlike a press brake with dynamic crowning, minimal tonnage is placed across the bending line.
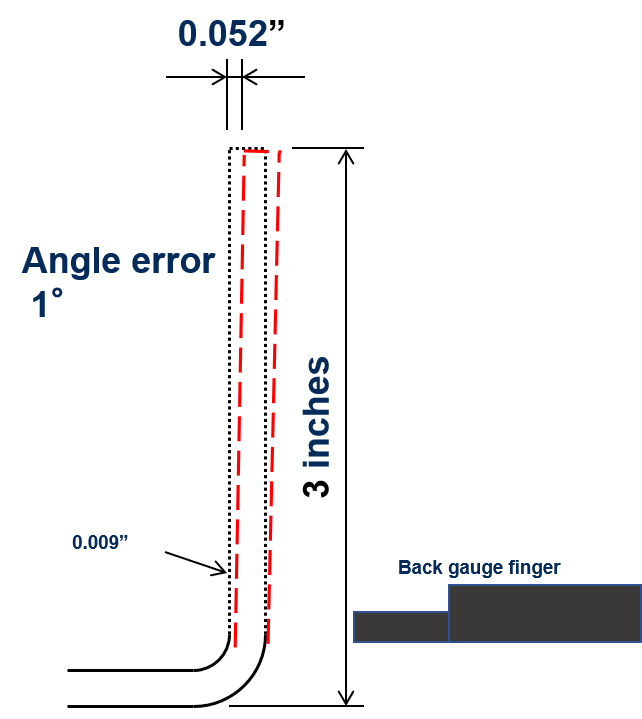
Accuracy improvements are attributable to how the part is referenced. It is referenced from a single datum point, eliminating what is known as tolerance error accumulation. When making multiple bends on a press brake, the operator often is required to gauge from previously bent flanges. This opens the opportunity for the tolerance error to accumulate, leaving the welding or assembly operator as the last line of defense to correct the problem. A quick overview of the welding and assembly departments is a good place to start when evaluating the bending process.
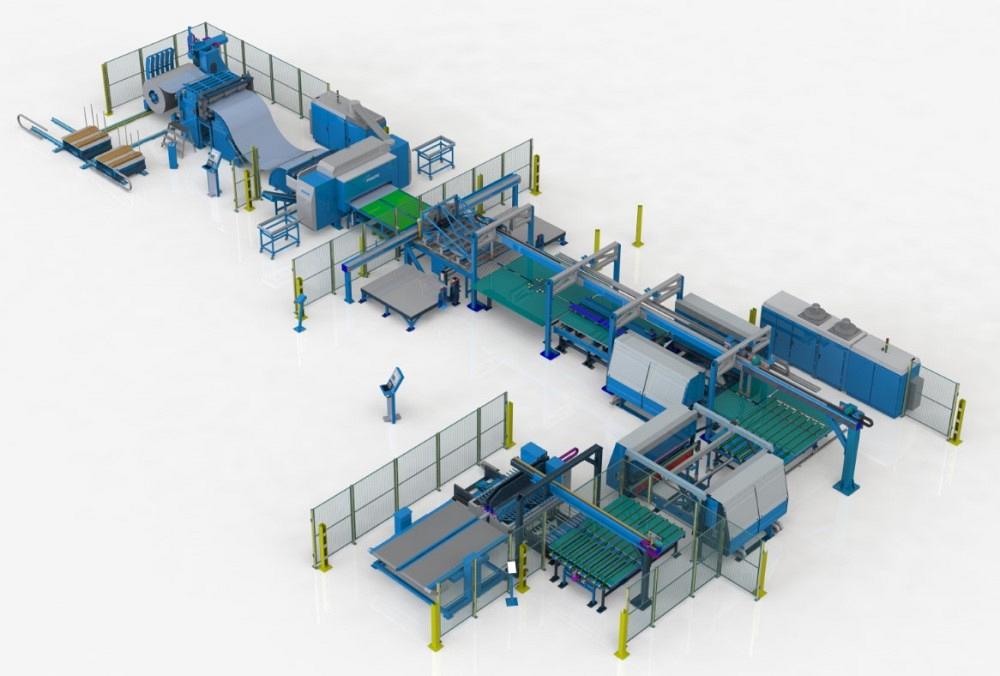
This represents a typical fully automated coil punching line with bending.
Panel benders are a good fit for large, boxy, flat, straight, and rectangular parts that are difficult to bend and handle by a single person using a press brake or when dealing with highly cosmetic parts.
Panel bending is commonly used to form:
Panel bending is especially applicable for bending cosmetic, or appearance, parts. Supported by a brush table underneath, the bending tool’s interpolated movement in the X and Y axes maintains a single point of contact to the flange during the bending process, thereby significantly reducing scratching and marring.
Panel bending technology offers many benefits in modern sheet metal manufacturing. While panel benders do have some limitations in the types of parts they can process, they can be a most efficient bending method when the application fits.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}
{kind=link}
{kind=link}