















Product Manager

A press brake is a powerful machine, and an operator should always approach the equipment with respect. That means paying attention to what tooling is being used and inspecting the tooling to see if it is in suitable shape. This vigilance can keep the tooling from being damaged and the operator from getting hurt.
Back in the day, an operator had to know quite a bit before he was ever allowed to run a press brake. He had to know things like what a bend deduction was, what punch tip radius should be used based on the material thickness, and what V openings to use for the material they are forming. That type of training typically came in the form of an apprenticeship, during which a newcomer learned what to do and what not to do from an experienced press brake operator.
But that was then, and this is now. Newcomers are still learning from co-workers with more tenure, but they aren’t necessarily learning the fundamentals of bending sheet metal. Honestly, they are probably picking up bad habits passed down from a not-so-experienced operator.
That leaves many shops dependent on outside sources for press brake training, either from the machine tool OEM that built the brake; the distributor that sold the brake; or a hired trainer, such as a consultant or a teacher from the local vocational training program. When this is the case, some basic knowledge can help an inexperienced operator get started making some good parts and staying safe. The latter is an underappreciated result of even the most basic training. Press brakes are powerful devices, and lack of attention paid during the bending process can have very negative ramifications—for both parts and operators.
Know Your Tooling
Small and medium-sized fab shops probably have plenty of press brake tools around because once they are purchased, why would you get rid of them? That becomes a problem, however, when newer tooling is purchased. Inexperienced operators probably see the new and old tooling as all being similar. That’s not the case.
Traditional, also referred to as American or planed, tooling is a holdover from the earliest days of mechanical press brakes. It was mostly designed to be used in coining or bottoming applications where the final form was a direct representation of the die it was being pushed into. These tools have their place for low-tolerance bends or bottom-bending applications. They also are looked upon as being an affordable, entry-level tooling investment.
Because planed tooling is manufactured in long lengths and then cut to size, segments cut from the original blank are subject to substantial changes from one to the other if they are not used in the order that they were cut. Steve Benson, author of Bending Basics in The FABRICATOR and founder of theartofpressbrake.com, suggests that if the tools are mismatched in the press brake, the operator can see as much as a 0.010-in. difference between two tools. It should be noted that an experienced press brake operator can produce high-tolerance parts with this type of tooling, but in the hands of a less experienced person, a shop can’t expect the same results.
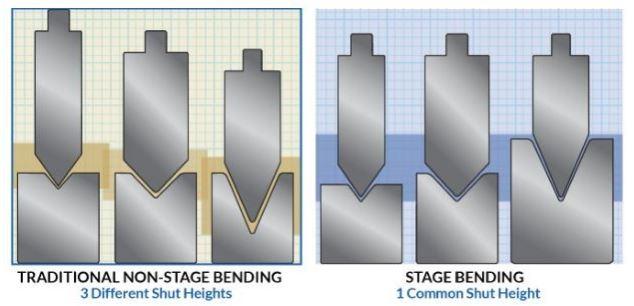
That’s why it makes sense for any company that has purchased a new press brake to consider precision-ground tooling. These tools start as tool steel blanks that are ground using precision machinery to get close to +/-0.0005 in. in profile accuracy. They also have consistent heights, usually 120 or 163 mm tall, and hold a consistent centerline during bending.
With this type of arrangement, a press brake operator can do a staged bending sequence because of the consistent shut height of the tools. He can have a gooseneck punch for return bends on the piece and then right next to it an acute and flattening tool setup to do hems. The operator doesn’t have to shim or adjust anything for the multiple operations to take place.
Even precision-ground tooling has to be used with care. Precision-ground tooling, often hardened to 48-52 Rockwell C with a surface hardness of up to 70 HRC, can stand up to a lot of use, but the hardening also makes tools brittle. If they are used in a bending application where too much tonnage is being applied, they could explode, throwing shrapnel everywhere, including toward the press brake operator. Operators should make it a habit to inspect tooling regularly to ensure good tooling is kept in the forming department and damaged tooling is removed from operation.

Cracked tooling is a danger to the operator. Hardened tooling with any sort of cracking that is placed under extreme loads has the potential to explode.
It is also important to select punch angles that are equal to or less than the included angle of the die. For example, if the operator selects an 88-degree punch and tries to use a 60-degree die, the dissimilar tools will directly interact and could cause the die to split or worse. At the very least, the damaged tooling will lead to poor-quality parts.
Any sort of obvious tool damage, such as a crack, needs to be discovered before the press brake tooling is loaded into the press brake. It’s imperative for the operator to check out the tooling closely before using it.
Not so obvious things to look for include a crushed radius or a dimple on the punch tip. This can affect the accuracy of the punch. (In this instance, a shop doesn’t have to throw away the entire tool. The end can be cut off using a wire EDM, for example. Usually this should be done by the tooling manufacturer or an experienced toolmaker.)
If the operator is working with gooseneck tooling, he should check to see if it is starting to pull away from its centerline. If the tooling has been used in press brake applications with too much tonnage, the tooling will start to curl into itself. The damaged tooling leads to inaccurate bending.
Examining tooling is not limited to punches. Dies also should be examined. Die shoulders that exhibit dimples or have more of a convex shape are warning signs. This damage affects the ability to consistently deliver accurate bends. An inexperienced press brake operator might be tempted to apply more tonnage during the bend to make up for the inconsistency, but this only exacerbates the situation, perhaps leading to the tool cracking or worse.
Any damaged tooling, if not thrown away or sent out for repair, should be clearly marked so that others know not to use it. That prevents wasted time and effort at the press brake as the operator tries to achieve consistent and accurate bends and keeps the press brake operators safe.
Here’s one more note: If an operator is handling the tools during inspection, they probably should be wearing gloves. The oils on hands can eventually lead to rusting on the tooling if the tools aren’t cleaned regularly. (Of course, a special coating, such as Wilson Tool’s proprietary Nitrex treatment, can offer protection for the tools, so that operators can handle them without gloves.)
Hurried decision-making can lead to short-term victories, but long-term pain. In the bending department, this means using tooling not designed for a special application can lead to damage.
As an example, let’s consider bar bending. First of all, there is no substitute for production bar-bending machines. They are fast and precise. But a job shop might have only a handful of bar-bending applications, not the volumes for a bar-bending machine.
When that need for bar bending comes, a press brake operator might suggest using a traditional V-opening die and a bullnose punch to form the bar. That might work, but it also can crush both the die’s shoulder radius and the punch tip’s radius, making it extremely difficult to produce accurate parts with tooling intended for traditional forming applications.

Tooling with a common shut height is placed into the press brake for a job with staged bending.
Bending round bar can be done fairly easily on a press brake, but it takes the right tooling. Check out Benson’s “How to bend bar on the press brake” in his Bending Basics column in the August 2020 edition of The FABRICATOR to learn more.
These are only a few suggestions that should help new press brake operators become more engaged in their work, hopefully leading to better parts and a safer workplace. If a shop wants to gain even more efficiency in the bending department, it should take advantage of training opportunities offered by tooling supply companies and machine tool vendors. Even novice operators with an interest in doing a good job are going to make mistakes regarding tooling.
Shops can purchase press brakes with automated tool loading systems and quality control features, such as AR guides to tell operators where to install tooling into the machine, to boost bending efficiency, but they need to realize that a knowledgeable brake operator is just as valuable. They can train others, take on complex jobs, and see problems before they have a chance to develop. Knowledge is the ultimate tool when it comes to running an efficient bending operation.


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}