















Senior Editor

An operator adjusts a nest of parts, delivered to the machine via OSH Cut’s custom software. Images: OSH Cut
Watch OSH Cut’s shop floor in action and you might think you’re witnessing a typical precision sheet metal fabrication startup. The company launched in 2018 with one fiber laser. It now has two lasers, one press brake, and 14 employees—nothing out of the ordinary there.
Look a bit closer, though, and you’ll find some oddities. First, you won’t see anyone in an office creating or cleaning up 3D CAD files. Where are the sales and estimating teams? Where are the engineers cleaning up customer files? Who’s processing the orders? Who’s scheduling the shop? No one. It’s all automated, handled by software designed and written by the company’s co-founders.
Some hands-on work remains. For instance, machine operators do perform some manual tasks before initiating a program. But for the most part, the entire front-end process, from quoting to the first cut, requires no human intervention. If OSH Cut’s success continues, its story might prove how transformational software could be for the precision sheet metal fabrication business.
Caleb Chamberlain didn’t grow up in metal fabrication. An electrical engineer, he spent years designing and ordering custom printed circuit boards. “In the custom circuit board industry, you can go anywhere online, visit one of hundreds of companies, place an order, and have that circuit board sitting on your doorstep the very next day if you need it. And you can do it all without talking to a person. You upload your designs; you receive instant manufacturability feedback on your parts; and you choose your lead times, balancing costs and lead times to receive the part as quickly as practical. That’s just the way the industry is.
“But when you look at sheet metal fabrication, in spite of the fact of it being 2021, that’s often not the case. The electronics industry is really setting the standard for what’s possible, from a responsivity and customer-experience perspective. And I think that is driven even more by the fact that we live in this Amazon world, where you can get anything on your doorstep in a day if you need it.”
As an electrical engineer in need of sheet metal components, Chamberlain sometimes waited days or even a week or more just for someone to call or email back. He knew there was a better way. The custom PCB industry had thrived with automated quoting and order processing, with customers uploading design files to a website and receiving quotes instantly. Why couldn’t this work for custom sheet metal fabrication?
From this came OSH Cut, which Chamberlain—along with his father Chuck, his brother Jacom, and his brother-in-law McKay Christensen—launched in the middle of 2018. Chuck, who spent a few decades in the power plant industry, is the company’s safety officer and works two to three days a week. McKay, a software engineer, helped Caleb with some initial software development and now serves an advisory role.
OSH stands for open-source hardware. “It ironically has very little to do with the company now,” Caleb Chamberlain said. “Our original intent was to create a portal where people could upload, share, and order designs. But after we started, we pivoted fairly quickly to fill a more B2B-oriented need, and here we are with a legacy name.”
One component of the name still applies in a way: The ability to upload a part file, or series of part files, to the quoting engine at oshcut.com is, in effect, open to all, as long as the file is in DXF, SVG, or Adobe Illustrator format. By the end of the second quarter, the company plans to integrate software features that would allow the upload of most native file formats, including SolidWorks, Inventor, IGES, and STEP.
From there, OSH Cut’s proprietary software generates the quote, processes the job, and postprocesses numerical code to the company’s two fiber laser cutting machines—a 3-kW TRUMPF laser and an 8-kW Mazak machine—along with a bend definition file to a 150-ton Mitsubishi press brake with a 10-ft. bed.

The OSH Cut staff stands by the shop’s 8-kW Mazak fiber laser with a fiber laser source from IPG Photonics. Caleb Chamberlain, one of the company’s founders, is third from the left.
In 2019 custom fab respondents to the “Financial Ratios & Operational Benchmarking Survey” reported that, on average, just seven customers made up more than 50% of company revenue. That’s up from previous years; in 2018 the average was only four.
High revenue concentration is typical in this business, where small fab shops grow into larger ones on the backs of a handful of large customers, and where shops make investments in machinery and automation to serve those large accounts. Buying a large machine after landing a large contract makes for a quick return on investment for that machine. All this in turn create a customer mix with a few large accounts at the head of a “long tail” of small-dollar accounts.
Chamberlain and his team are focusing on that long tail, and to do it they’ve automated not just quoting, but also the entire front-end process, from initial quote to right before the first cut. Broadly speaking, the shop’s approach models those taken by the likes of Amazon and Google. Both companies have built empires not from large accounts but from millions, even billions of low-dollar sales. When someone buys a product from Amazon or an online ad from Google, they usually don’t speak to a human. Automating the front end has helped make this kind of business scalable.
OSH Cut’s automated front end has several building blocks, the first of which involves control over material. The fabricator does not toll-process customers’ material. “We stock everything we cut,” Chamberlain explained. “This allows us to control sourcing.”
That control extends to both quality and quantity. Regarding quality, a large portion of the company’s sheet metal stock undergoes stretcher-leveling at the service center before being delivered to OSH Cut’s stockroom. The process minimizes residual stress and, hence, the chance of certain pieces bowing upward after being cut.
Regarding quantity, the shop’s software shows usage and profitability trends. “Everything lives in our database,” Chamberlain said. “We know what our most profitable materials are and how much we go through in a month, so it helps us figure out how much to stock.” He added that, on average, the shop has stocked about a month’s worth of inventory, but again, that level changes depending on utilization. “Right now [in early 2021], because some materials are hard to come by and prices are really volatile, we’re stocking a bit more to make sure we don’t run into supply issues.” At this writing, the shop is stocking more than 300 different types of materials and thicknesses.
Another building block involves some sophisticated remnant management. OSH Cut has no filler parts to draw from and no finished-goods inventory. Everything is cut and bent on demand, and the shop can’t wait for other small orders to fill a sheet. So, adjacent to the company’s laser sits a vertical rack full of remnants, each with a bar code. Once scanned, the remnant is stored within the company’s inventory system, ready to be utilized for a future order.
The company’s extensive use of remnants (many of them awkwardly sized) also has driven its material handling strategy, which at this writing remains largely manual. A fork truck retrieves sheet or plate, either from a designated rack or remnant storage, and places it adjacent to the lasers. Staged sheets then are moved via fork truck to the laser’s shuttle table.
As Chamberlain explained, certain material handling automation technologies could be in the company’s future, but as of now, the need just hasn’t been there. Employing people to move material has helped support the company’s remnant strategy. Moreover, the company’s automated quoting and order processing effectively shave days or even weeks off the order-to-ship cycle. Even without automation, the company delivers orders faster than the competition; most are within five days, and some are within just one day.
OSH Cut does this with another building block: careful capacity management. “Our goal is to always have excess capacity,” Chamberlain said. “It’s core to our business model.”

An operator monitors a cutting program on OSH Cut's 3-kW TRUMPF laser.
Maintaining a buffer of excess capacity boosts part flow. Just as you rarely need to tap on the brakes on a highway with little traffic, a part flows quickly through a shop well below its capacity. Conversely, even a small issue in a shop near capacity can grow quickly into a major traffic jam.
Capacity levels are monitored continuously as customers upload parts for quoting. Using time estimates on cutting as a baseline, the software determines the maximum usage per machine, then reduces that to allow for 20% of unused capacity. “Our lead time engine [in the software] then uses this to decide what lead times to offer the customer,” Chamberlain said.
Operating below capacity absorbs variability, and in OSH Cut’s case, lead time is that variability. If a customer chooses to pay for next-day delivery, the fabricator needs that extra capacity to deliver. Overtime still happens, of course, but every time it does, the company works to uncover the root cause, asking why the automated production scheduler thought it could deliver something when the shop couldn’t. “Our goal is to [perfect our scheduler] so that overtime doesn’t have to happen,” Chamberlain said. “And we get a little better every day.”
He added that in the near future the shop hopes to use capacity data to institute incentive pricing, roughly analogous to the airline pricing model. If a certain kind of work (like a specific material grade or thickness) or promise date would help level-load the shop, the system would offer more competitive pricing. And because the work would help level-load the operation, the fabricator could maintain or improve its margin even while offering a lower price.
“The ultimate goal is to work toward leveling production and leveling customer demand,” Chamberlain said. “So, if you pick a delivery date of five days instead of three, we can add the job to this other quarter-inch job. We’d level the operation, improve efficiency, reduce overhead, and keep all our processes fed at the right rate and at the right time.”
Having a shop full of sophisticated equipment, all purposefully run well below their maximum capacity, flies in the face of traditional capex strategy and equipment efficiency metrics. So does the lack of material handling automation that often accompanies such high-powered machines (though, of course, the machines do have conventional pallet changers).
Moreover, the business model calls for a somewhat labor-intensive shop floor, with people loading and unloading material and, especially, inspecting and packing finished products. Of course, the business also delivers quotes nearly instantaneously and processes orders with little to no labor at all. According to Chamberlain, by the time competing shops respond to a quote request, OSH Cut has often already delivered the parts.
Seamless order processing lies at the heart of OSH Cut. To that end, every order goes through the automated system. One employee in a customer service role does guide customers through the process and might make some part design suggestions, but the company can’t accept orders that don’t flow through the software.
This requires a very robust, reliable, user-friendly software platform. To make this a reality, Chamberlain and his software team had to overcome several challenges. One was to automatically correct common drawing attributes that don’t convert well into a cutting program.
Today the company’s quoting and nesting software detects splines (especially common in projects drawn in Adobe Illustrator) and converts them all to lines and arcs. “If we get a file with a million tiny line segments, our system will smooth those out automatically,” Chamberlain said.
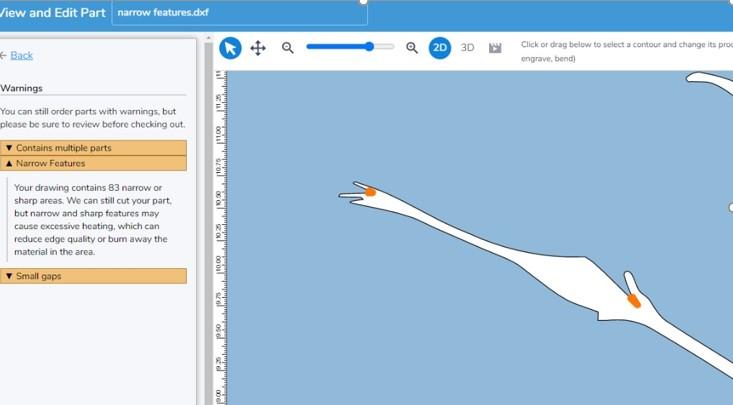
OSH Cut’s online quoting and nesting engine detects problem areas, including tight corners susceptible to heat buildup.
The second challenge was having a robust design-for-manufacturability (DFM) functionality. Today, when a customer uploads files to OSH Cut, the system analyzes the part shape and highlights challenging areas, such as narrow points that might be susceptible to excessive heat buildup. It checks for piercing room, minimum hole sizes, and potential problems with extreme aspect ratios. “So, if we have a really long, narrow part,” Chamberlain said, “the software will recognize that heat buildup might be an issue.” The software not only flags the problem, but also identifies the severity, allowing the user to zoom in and out and manipulate the 3D image directly on the web page. It also gives the user the opportunity to identify the need for consistent grain direction for cosmetic reasons, bending consistency, or both.
The software’s nesting functionality, which is processor-intensive, has guided the company’s server structure. OSH Cut uses servers in Utah and California, as well as distributed servers through Amazon Web Services. But its nesting server is in-house. “Our nesting server can do about 36 different nesting jobs simultaneously,” Chamberlain said. “And it usually spends about 10 seconds on each one.”
The company built the customer experience around these processing requirements. The system does a “first pass” quote without full nesting applied. If the customer hits “continue,” it applies a “nesting discount” to develop the final quote. This subtle gatekeeping mechanism prevents the quoting engine from being utterly overwhelmed by performing a full nest for those who have no intention of buying, slowing the ordering process for everyone else.
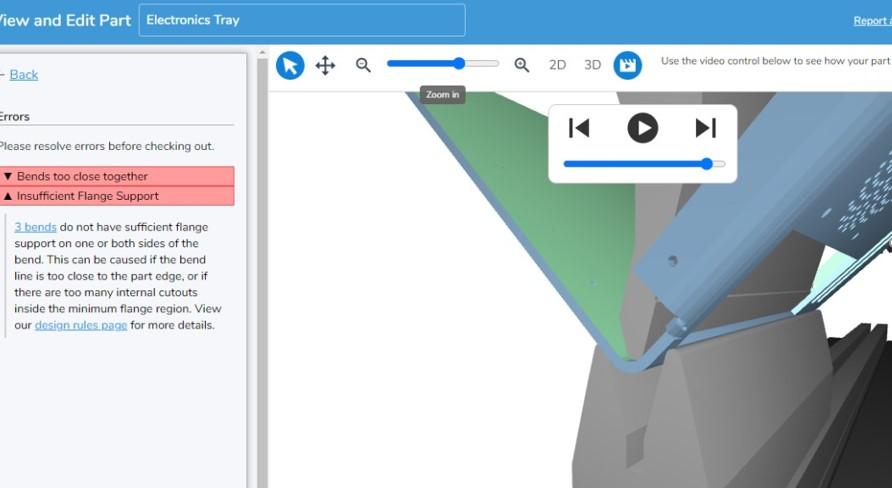
The system also has bending DFM, with software performing a full bend simulation during quoting. It checks flange lengths, cutouts close to bend lines, and other potential problem areas. Next it performs the bend calculations (using the applicable k-factor for the bend allowance and the needed bend deduction from the blank size), then assigns tools the shop has to achieve the needed inside radius. To speed processing time, the system starts with a folded part first and works backward. If the fully formed part doesn’t collide with the punch or die, there’s less (but not a zero) chance collision will be an issue earlier in the bend sequence.
“If the software finds a collision with tooling, it will tell the customer, who can click on the web interface to view an animation of the bend simulation,” Chamberlain said. “They’re told the part won’t work and they see why. So, without even talking to a person, they can go back, modify their design, upload the part again, and watch to see if it will bend properly.”
Once a job has been nested and (if required) simulated to verify the bending process, the quoting engine incorporates the material prices (based only on the material the job uses, not an entire sheet) and produces a quote, which goes into the customer’s shopping cart, just like an Amazon transaction. If the customer wants to move forward, he simply checks out (again, just like he would on Amazon), at which point the automated scheduler springs into action.
The scheduler operates via a pull-type system that maintains a set buffer of work-in-process between operations. Real-time monitoring ensures buffers stay within defined minimums and maximums. Go below the minimum, and you risk starving a process downstream; go above the maximum, and you risk overwhelming the operation and adding lead time.
“There are thousands of moving parts in our production planner,” Chamberlain said. “It’s complicated, but at the end of the day, we use the system to ensure we don’t overwhelm any process and that we don’t starve any process. And on the front end, the quoting engine itself gates incoming orders and selected lead time.” This constant (and automated) communication between quoting and production planning is designed to ensure OSH Cut never promises a due date it can’t meet.
The automated pricing engine also ensures that margins stay within a certain target. “Honestly, because we set these target margins, and we never go below them, it means we don’t win giant production jobs,” Chamberlain said. “And that’s OK.”
The order then appears on a screen on the shop floor. “Here, we do have a little manual intervention,” Chamberlain said. “Programmers see a list of parts and due dates, and they decide which jobs to add to a nest.”
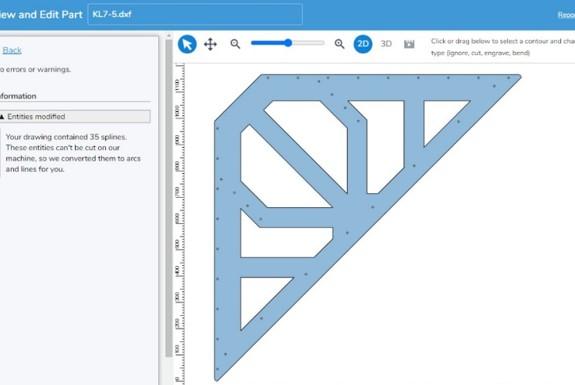
For this part, OSH Cut’s software identified 35 splines and automatically converted them to arcs and lines.
The nesting engine in quoting groups parts of a single job together. The programmer at the laser then can take these as is and group them as needed onto a sheet, reorient parts if needed, or adjust lead-ins and lead-outs for better process stability or to mitigate the chance of part tip-ups.
Adjustments might be necessary, especially if the job is grouped with other jobs on the same sheet—but again, because of its short lead times, the shop usually can’t wait for additional jobs to fill a sheet. In fact, OSH Cut might nest a handful or even just a single part on a sheet of oddball material, then remove, label, and store the remnant. Because of the fabricator’s streamlined remnant management, careful capacity control, and (especially) automated order processing, such oddball orders don’t throw a wrench into overall part flow.
The laser programmer works with software built in-house that can nest and postprocess numerical code directly to the machine. It’s a unified platform that effectively guides the customer experience online and transitions seamlessly to the shop floor.
The company launched its bending service in November 2020, and at present it sends a bend definition file directly to the brake’s OEM software. But in the near future, Chamberlain said he hopes to develop software that can postprocess code directly to the machine. His goal is to create a unified platform that manages the entire process chain, from the customer-facing web portal to the machine tool itself.
Chamberlain clarified that, as the process stands now, the chain of events between quoting and that first cut and first bend is largely automated, but some manual elements remain. “It’s true that we don’t have any dedicated programmers. Laser programming is quick and easy enough, so all of our operators can do it. And our system automatically generates lead-ins, micro-joints, and nests based on part geometry. The results usually don’t require modification. All the file prep usually required for bending is also handled by our system.
“But we still do program the lasers and the brake. It’s fast, but orders do not go from order placement to production without some hands-on work … That’s the gold standard, but we aren’t quite there yet.”
Several years ago I observed employees in a break room enjoying each other’s company and, on occasion, looking up toward several big-screen TVs with maps showing the location of delivery trucks. I was visiting 247 TailorSteel, a massive on-demand fabricator based in the Netherlands with additional plants in Germany. At the time the fabricator had more than 50 laser cutting systems, dozens of automatic-tool-change press brakes, as well as a collection of automated guided vehicles that carried work between processes.
“At this point we have about 150 tons of steel coming in every day, and the next day it’s all gone. Altogether, we have more than 4,500 customers.” So said Carel van Sorgen, 247 TailorSteel president, during an interview at the EuroBLECH show in 2018.
247 TailorSteel found a way to scale up serving the long tail of low-volume work—and in that company’s case, fully automated order processing was key. Like at OSH Cut, customers of 247 TailorSteel can upload a part and, through a quoting and order processing engine the company calls Sophia (named after van Sorgen’s oldest daughter), receive an instant quote. Once a customer clicks “order,” the part is nested and sent to the laser, all within minutes. When I visited the operation in 2017, the front office had only two employees handling the occasional service calls and managing certain credit checks. Everything else happened automatically online. At the time the company had annual sales of 50 million euros.
The European fabrication landscape is different, both culturally and geographically. With shorter distances between fabricators and customers, fabricators deliver extremely small lot sizes at frequent intervals. 247 TailorSteel’s delivery trucks, with locations shown in real time in that well-decorated employee break room, make small delivery after small delivery: five parts here, 12 parts there.
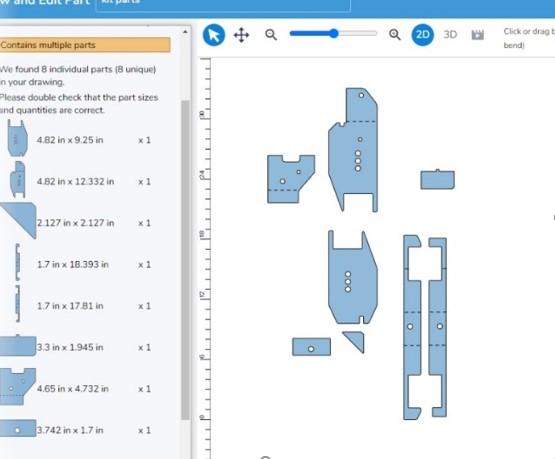
Customers can upload single parts or, as shown here, groups of parts to the quoting engine.
But there are common threads. Both Europe and the U.S. have demand for low-volume production. European demand is geographically concentrated, so 247 TailorSteel’s vast fleet of delivery trucks make business sense. In the U.S., the long-tail demand is spread across the entire country. In fact, 90% of demand for OSH Cut’s services come from outside Utah.
“Shipping is one of our biggest operations,” Chamberlain said, adding that the majority of the shop’s employees work in that area, following a strict inspection and well-defined packing process. “We identify parts, wrap them together, put a label on them, scan those labels, place the parts in boxes, print the shipping label, and ship it out.”
Scanning the parts helps track when the parts leave, adding a final data point in every job’s order-to-ship timeline. The whole process looks very much like 247 TailorSteel’s shipping process, only the packages are being sent hundreds and sometimes thousands of miles away, using UPS and the USPS instead of delivery trucks.
Of all OSH Cut’s processes, final inspection and shipping are the most labor-intensive. To that end, the company has written detailed procedures that include everything from the kind of filler material certain parts need to the kinds of corrugated boxes to stock.
Software undergirds everything. And because company leaders wrote it all from the ground up, they can also improve it quickly. McKay and another developer on the team wrote most of the customer-facing code governing what the customer sees on the website, while Chamberlain wrote most of the production software.
“It’s nice to be able to walk to the shop floor, notice there’s a problem, then walk back to the office and take several days to write a software fix,” Chamberlain said. “Within days, we see our processes improve.”
At the same time OSH Cut faces similar hiring challenges as most fab shops in the industry. The problem might even be more acute, considering software allows automated operations to scale up so seamlessly. An automated front office can open the tap to more and more work, but that will require additional people. Parts can’t pack and ship themselves.
“Now we’re looking at how scalable we can be in terms of people,” Chamberlain said. “How do we hire 50 people this year, keep the right culture, and maintain quality? That’s going to be the challenge of 2021.”
At this writing, the fabricator offers only cutting and bending, but Chamberlain said he hopes to add edge deburring and powder coating soon—again, all integrated within the company’s automated quoting and order processing software. This might open the door to an even greater portion of the long-tail market.
“In 10 years shops that can’t be responsive are going to have a really hard time,” Chamberlain said. “We’re entering a new world. The Amazon generation, those who can’t remember a time before the internet, has grown up. They’re young adults now, and they’re entering the industry. A new, quick-response model has to drive the customer experience.”



The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...






{kind=link}
{kind=link}