















Marketing Manager

Boosting transfer efficiency not only makes a paint line more efficient, it also can reduce paint and solvent costs, lower emissions, and provide better finishes. It all starts at the spray gun. Images courtesy of Graco, Inc.
Transfer efficiency is critical to spray finishing from a cost, performance, and regulatory standpoint. Not only can boosting transfer efficiency help make a paint line more productive, it can reduce paint and solvent costs, lower volatile organic compound (VOC) emissions, and provide better finishes.
Simply put, the term transfer efficiency refers to how much paint spray covers a part compared to how much material sprays past the part and is wasted.
Transfer efficiency is expressed as a percentage. For example, a 60% transfer efficiency means that 60% of the material sprayed actually reaches the part. The remaining 40% is lost to the spray booth or other areas during the spray finishing process.
The biggest factor in improving transfer efficiency is using the right paint spray gun for the application.
Selecting the most efficient spray gun for the application is important to optimize the efficiency of the spray operation. Each spray technology—conventional air spray, compliant, high-volume/low-pressure (HVLP), air assist, electrostatic, and rotary atomizer—has its advantages and disadvantages. Their applicability depends on the finishing results desired and the material being sprayed.
Conventional air spray guns have the lowest efficiency rates; rotary atomizers have the highest.
Conventional Air Spray. A conventional air spray gun uses a low-pressure fluid stream with compressed air at the air cap to atomize material in a controlled manner. Used to spray low- to medium-viscosity fluids, this air spray gun produces a high-quality, Class A, or decorative finish.
HVLP. These air spray guns atomize the paint like a conventional spray gun, but at reduced air pressure to propel the paint onto the object. The lower velocity restricts the amount of paint through the spray gun’s air cap, thereby allowing more control. HVLP spray guns are restricted to 10-PSI air pressure at the air cap to meet U.S. regulatory standards.
Compliant or LVMP. Low-volume/medium-pressure air spray guns meet a European requirement that limits air inlet pressure to no more than 29 PSI. Complying with that standard can result in transfer efficiency that’s equal to or better than HVLP.
Airless. Airless spraying directs fluid under high pressure without compressed air. Often used to apply protective coatings on large tanks and marine equipment, airless spray guns apply high-viscosity material quickly and efficiently.
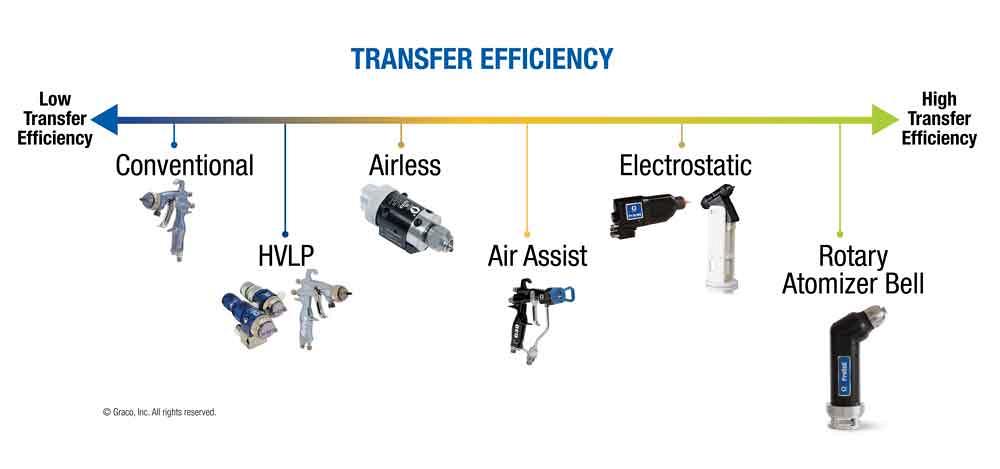
Transfer efficiencies are lowest in conventional air sprayers and increase progressively from HVLP, airless, and air assist to electrostatic and rotary atomizer.
Air-assisted Airless. An air-assisted airless spray gun can produce fine atomization when spraying medium- to high-viscosity fluids. Combining airless and air spray technology works well for fabricated metal parts and topcoats for wood cabinets and furniture.
Electrostatic. The liquid paint is electrostatically charged while it is being atomized. The charged paint attracts to and wraps around the surface of a grounded metal part. The electrostatic spray gun method achieves a high transfer efficiency and an even coating. Because more paint is applied evenly, less paint goes to waste. These paint guns also improve finish quality and production throughput.
Rotary Atomizer. A rotary applicator delivers electrostatically charged material in a swirl pattern, delivering superior quality, high transfer efficiency, and precision spraying. It is equipped with dual shaping air that improves pattern shape and transfer efficiency for a better overall finish quality. Robot configurations include hollow-wrist robot, solid-wrist robot, fixed-mount, and reciprocator-mount.
To get the optimal result from your spray applicator, ensure you have proper setup.
Air and Fluid Pressure. Proper air and fluid pressure is critical.
• Too much air pressure can cause excessive overspray and reduced transfer efficiency. The key is to use enough air pressure to get a high-quality spray pattern, but low enough to optimize transfer efficiency.
• Fluid pressure should be minimized to reduce bounce-back of material on the substrate.
Spray Pattern. Spray pattern height is also important.
• Your spray pattern height needs to match the part you are spraying. Material blowby from a spray pattern that is too large reduces transfer efficiency.
• The spray gun tip should be sized for the largest spray pattern height for your parts, but not bigger.
• You also should purchase a spray gun with a fan pattern adjustment knob. As part size varies, you can adjust the spray pattern height down to match the part size.
Operator technique can affect transfer efficiency by 10% to 30%. Because of this, operators should be trained on proper spray techniques. Training should include:
• Spraying the right distance from the part.
• Spraying perpendicular to the part.
• Triggering and detriggering at the proper time.
With a paint robot, technique does not factor in because spray can be set up to be the same every time, optimizing transfer efficiency.
The two primary tests that measure transfer efficiency—ASTM and EN 13699-1—show very different results. That’s why it’s important to identify which standard applies to a transfer efficiency percentage, especially when you are comparing different applicators.
• The ASTM (American Society for Testing and Materials) test simulates a conveyor system by spraying parts as they pass by an applicator. For conventional spraying, ASTM never stipulates transfer efficiency greater than 50%. The ASTM standard is always used for electrostatic applicators because it allows for measuring sprayed material that wraps on a part.
• The European standard EN 13699-1 test is performed by spraying a pattern in the middle of a large target. Because of how the test is done, the EN standard shows a higher transfer efficiency percentage for the same paint spray gun than the ASTM standard.
For example, an HVLP paint spray gun tested to the ASTM standard has 25% to 32% transfer efficiency. The same HVLP gun tested to the EN standard has 70% to 78% transfer efficiency.
It makes sense that better transfer efficiency reduces the volume of paint material consumption; when more paint actually reaches a part, less is needed to achieve the finish. In addition, spraying less paint reduces released VOCs and lengthens the life of booth filters.
These factors increase profitability by reducing manufacturing costs.
Wendy Hartley is a global product marketing manager for the Industrial Products Division of Graco Inc..


The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription
Easily access valuable industry resources now with full access to the digital edition of The Fabricator.

Easily access valuable industry resources now with full access to the digital edition of The Welder.

Easily access valuable industry resources now with full access to the digital edition of The Tube and Pipe Journal.

Easily access valuable industry resources now with full access to the digital edition of The Fabricator en Español.
In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...





